乙酸甲酯催化加氢制乙醇工艺
2015-07-25杨天宇曹祖宾韩冬云赵荣祥李秀萍邓小丹王艳清
杨天宇,曹祖宾,韩冬云,赵荣祥,李秀萍,邓小丹,王艳清
(1 辽宁石油化工大学化学化工与环境学部,辽宁 抚顺 113001;2 中国寰球工程公司辽宁分公司,辽宁 抚顺 113006;3 中国石油抚顺石化公司石油三厂,辽宁 抚顺 113001)
乙醇作为一种重要的化工原料和有机溶剂,广泛应用于化工、医药、农药、食品工业以及香料、化妆品等行业[1]。国内对用于基础化工原料及稀释剂的乙醇的总需求量逐年递增,目前乙醇的年需求量已经迫近400 万吨/年,预计年增长量为8%~10%[1]。2013 年最新数据显示,我国的乙醇总产量为420 万吨/年。乙醇还是一种清洁、绿色、高辛烷值的汽油添加剂,作为可再生液体燃料的代表之一,燃料乙醇可补充化石燃料资源、降低石油资源对外依存度、减少温室气体和污染物排放[2],值得在能源市场进行推广。在原油价格日益走高的形势下,乙烯水合法制乙醇的经济性不被看好。因此,开辟非粮食非石油路线乙醇制备的新途径,有效降低工业乙醇生产成本,具有极大的现实意义[3]。
煤、天然气、生物质等通过气化手段制得合成气,再由合成气制乙醇,是当前热门的研究路线。由合成气制乙醇有直接法[4]和间接法两大类,各有优缺点。乙酸直接加氢工艺具备工艺流程短的优点,可以省去酯化步骤,但是存在加氢催化剂昂贵、乙酸转化率低、设备腐蚀和产品分离能耗大的缺点[5]。相比较而言,乙酸酯化加氢主要是利用价格较低的铜基催化剂,除了酯化塔外,其余设备无须特殊材质,设备投资小,并且可以同时生产乙酸酯和乙醇两种产品。对于副产乙酸酯充足的企业,通过酯加氢生产乙醇是更好的选择[6]。
20 世纪80 年代,BASF 公司开发了一种乙醇连续生产和多步蒸馏技术,先由甲醇羰基化合成乙酸甲酯和乙酸,乙酸甲酯分离出来后利用铜基催化剂加氢为乙醇[7]。国外的Enerkem 公司申请了乙酸酯加氢制乙醇的相关专利[8]。BP 公司近年开发了酯加氢法制乙醇技术,发现进料水含量有重要影响,适量的水可提高时空产率、转化率和选择性[9]。国内的西南化工研究设计院对乙酸酯化加氢制乙醇技术进行了研究,利用Cu/SiO2催化剂,在250℃、2.5MPa条件下进行乙酸甲酯加氢反应,得出乙醇的选择性为57%,时空收率为0.7g/(g 催化剂·h)[10]。江苏丹化公司开发了乙酸酯加氢制乙醇的催化剂及方 法[11-12]。2013 年初,四川维尼纶厂公布了其乙酸甲酯加氢制乙醇工艺的小试结果:甲酯含量<2%,乙酯含量<1%,甲醇含量51%左右,乙醇含量47%左右。2014 年2 月,中国石化上海石油化工研究院与四川维尼纶厂共同承担的“280kt/a 乙酸甲酯利用项目工艺包”通过了中国石化公司相关的技术审查。
以往的文献尚无Cu-Zn-Al2O3催化剂应用于乙酸甲酯加氢的案例,因此本工作将该催化剂用于乙酸甲酯加氢工艺当中,与以往的报道相比,乙酸甲酯的转化率、乙醇的选择性和目的产品含量都有很大程度的提高。在不同温度、压力、原料配比、空速等操作条件下考察乙酸甲酯加氢反应的效果,并根据结果优选确定最佳的工艺条件参数。利用乙酸甲酯为原料,既可以缓解乙酸产能过剩的现状,又能开拓乙酸及乙酸酯加氢生产乙醇新工艺路线。
1 实验部分
1.1 主要仪器与试剂
PCF 型50mL 加氢实验反应装置(沈阳施博达仪器仪表有限公司),SP-2100A 型气相色谱仪(北京北分天普仪器技术有限公司)。乙酸甲酯(质量分数≥99.7%),高纯氢(辽宁省抚顺市工业气体厂)。本文采用由沉积沉淀法制备的Cu-Zn 催化剂,主要性质见表1。
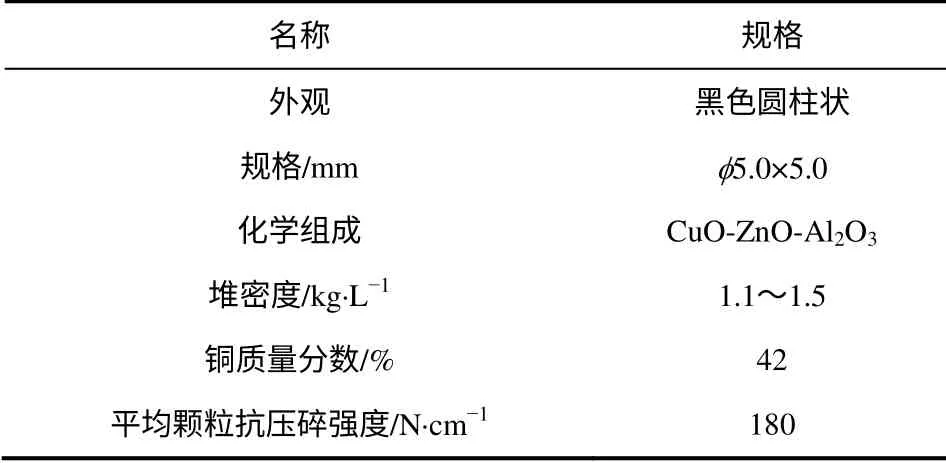
表1 催化剂主要性质
1.2 合成方法
以乙酸甲酯和氢气为原料催化加氢制乙醇的工艺流程如图1 所示。称取一定质量的乙酸甲酯注入进料罐,通过调压阀调节H2压力至实验所需压力。待H2充满整个系统,升温至反应温度开始反应。反应在180~300℃、8~10h、2~10MPa 以及氢气/乙酸甲酯(摩尔比)2.0~20 的条件下进行,待反应完成后,从产品罐取出液体产品,并采用气相色谱分析混合产物组成。
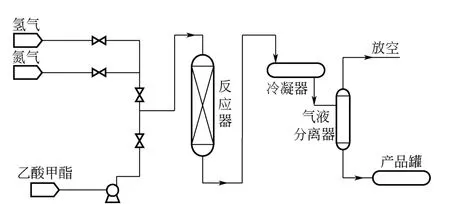
图1 乙酸甲酯加氢合成乙醇工艺流程
1.3 反应机理
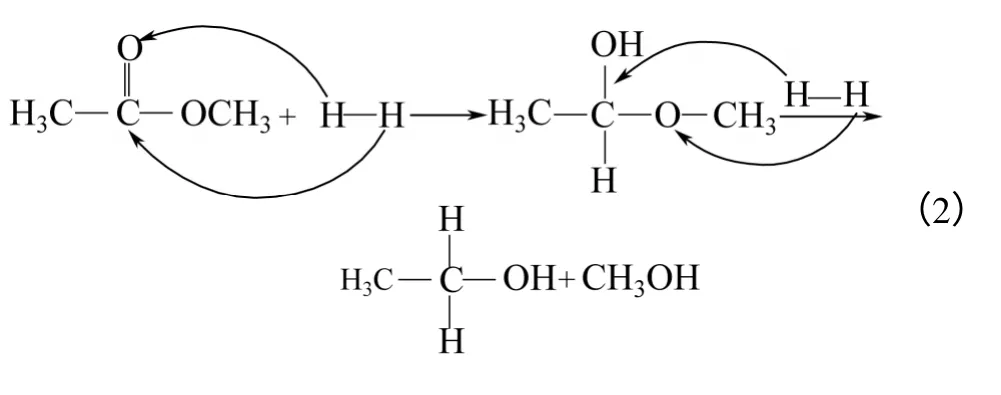
乙酸甲酯加氢主反应方程如式(1)。

关鹏博[13]对酯类加氢工艺研究得到的反应机理如式(2)。
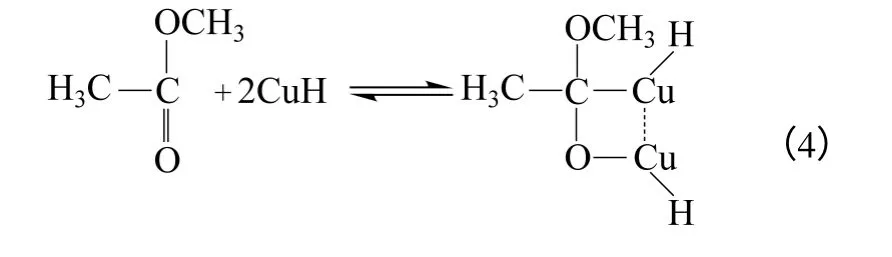
(1)化学吸附 氢气在金属铜表面上发生化学吸附,如式(3)。

乙酸甲酯和金属铜表面化学吸附的氢形成双位吸附,如式(4)。
(2)表面反应 化学吸附的乙酸甲酯和化学吸附的氢在金属铜表面上进行反应,如式(5)、式(6)。
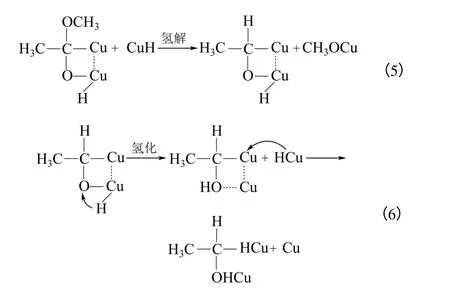
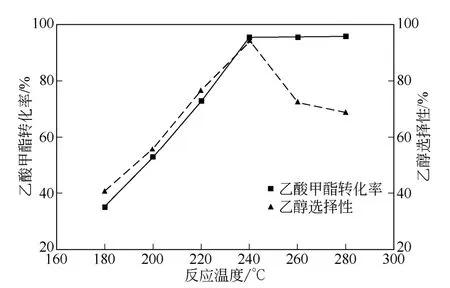
图2 温度对加氢反应的影响
(3)化学脱附 在金属铜表面进行反应生成的物质发生化学脱附,如式(7)、式(8)。
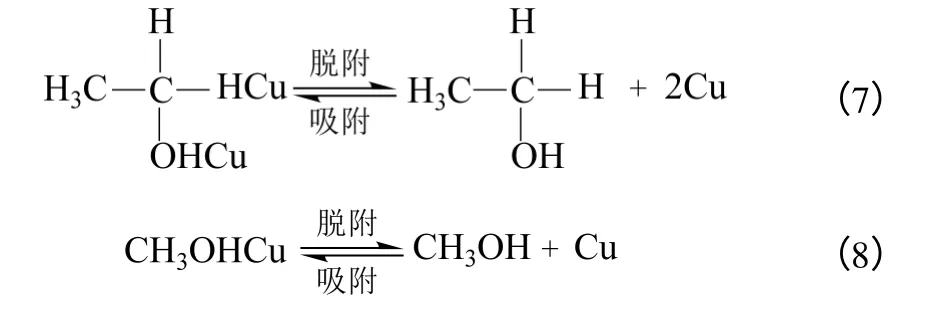
乙酸甲酯分子在催化剂表面发生解离,生成乙酰基和甲氧基,二者分别在铜基催化剂表面加氢得到乙醇和甲醇。
1.4 分析方法
产物中的主要成分为甲醇、乙醇、乙酸甲酯、乙酸乙酯。采用SP-2100A 气液相色谱仪进行定性定量分析,确定反应产物中各种物质组分的含量。色谱条件:色谱柱为Innowax 毛细管柱,接氢火焰检测器(FID),Porapark Q 填充柱,接反吹气体氦气,色谱载气为He;气化室温度200℃;柱箱温度为40℃保持5~8min,之后以10℃/min 的升温速率升至100℃,保持5min;采样方法为采用10μL 针筒注射器进行快速连续进样。气体样品进样后进入毛细管柱分离,在FID 上检测。
2 结果与讨论
主要考察温度、压力、空速、氢酯比这4 种反应条件对乙酸甲酯催化加氢反应的影响,采用控制变量法进行分析。
2.1 反应温度的影响
反应温度是影响反应结果的重要因素之一。在压力8MPa、液时空速1h-1、氢酯比9∶1 的条件下,在200~280℃温度范围内进行反应来考察温度对乙酸甲酯转化率和乙醇选择性的影响。实验结果见图2。
由图2 可以看出,随着反应温度的升高,乙酸甲酯的转化率和乙醇的选择性整体趋势呈现先增大后减小。根据加氢反应机理和动力学分析,完全气化的原料酯与H2组成气体混合物吸附在催化剂的活性中心上,进而在催化剂表面发生加氢反应,在适宜范围内,反应温度越高催化剂表面的化学吸附能力越强,就越有利于乙酸甲酯加氢反应的进行。较高的温度能够显著增大加氢反应速率,减少加氢反应时间,然而从热力学上考虑,催化加氢为放热过程,温度过高不利于乙醇的生成,并且在这种情况下容易发生副反应,致使催化剂失去活性,产品的收率下降。由此可见,乙酸甲酯加氢制乙醇反应的最佳温度为240℃。
2.2 反应压力的影响
在温度240℃、液时空速1h-1、氢酯比9∶1 的条件下,在3~10MPa 压力范围内进行反应来考察不同压力对乙酸甲酯转化率和乙醇选择性的影响。结果见图3。
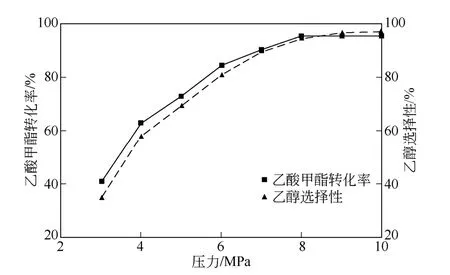
图3 压力对加氢反应的影响
如图3 所示,压力为8MPa 时,乙酸甲酯的转化率和乙醇的选择性达到峰值。究其原因,增大压力可以增加催化剂活性表面吸附氢气的能力,提高传质速率和反应速率,提高原料转化率。在合理范围内,提高压力亦可增大氢气在混合物中的浓度,促进产物乙醇的生成,同时避免不必要的动力消耗。因此,所探究的最佳反应压力为8MPa。
2.3 液时体积空速对加氢反应的影响
空速是衡量催化加氢反应效果好坏与否的一个重要指标。空速过大,物料在反应器内停留时间过短,导致乙酸甲酯加氢反应不充分,乙酸甲酯转化率过低,影响产品质量。反之,如果空速过小,乙酸甲酯在反应器内催化剂表面上的停留时间长,加氢反应进行比较彻底,但在温度和压力不变的情况下,可能因过度加氢而增加副产物量。本文在温度240℃、压力8MPa、氢酯比9∶1、乙酸甲酯液相体积空速0.5~2.5h-1的条件下进行反应,考察液时空速对乙酸甲酯转化率和乙醇选择性的影响。实验结果见图4。
从图4 可以得出,在选定空速范围内,乙酸甲酯转化率随空速增大呈现先增加后减小趋势,乙醇选择性逐渐增大,增幅由大变小。反应初期,增大空速,单位时间与氢气发生反应的原料量增多,使得转化率增大,达到1h-1后,若继续增大空速,会 使原料的停留时间变短,导致加氢反应不能充分进行,原料转化率降低,因而最佳空速条件为1h-1。
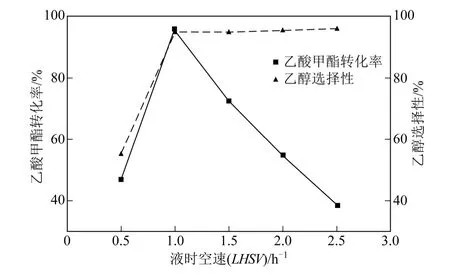
图4 液时空速对加氢反应的影响
2.4 氢气与乙酸甲酯摩尔比的影响
反应温度为240 ℃、反应压力为8MPa、液时空速为1h-1下,分别在氢酯摩尔比为2∶1,5∶1,9∶1,12∶1,15∶1,20∶1 条件下进行实验来考察其对乙酸甲酯转化率及乙醇选择性的影响。实验结果见图5。
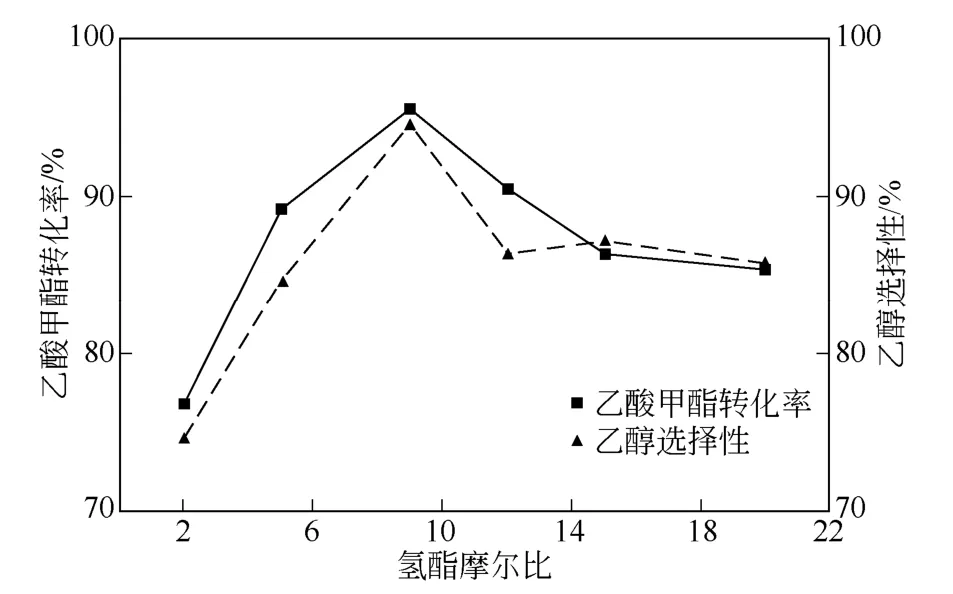
图5 氢酯比对加氢反应的影响
由图5 可知,氢酯比为9∶1 时,乙酸甲酯转化率和乙醇选择性均达到最大值。氢酯比较大时,氢气可作为热载体将反应产生的热量及时地从反应器内转移出去,减缓固定床层温升,使反应在适宜的温度下进行,有利于提高产物乙醇的选择性,延长催化剂的使用寿命。然而较高的氢酯比同时会增加氢气的消耗量和冷氢的注入量,增加动力消耗。因此最佳氢酯比为9∶1。
2.5 乙酸甲酯加氢主要副反应分析
乙酸甲酯催化加氢反应的主要产物是乙醇和甲醇,同时会发生一系列副反应,产生乙酸乙酯、乙醛、乙烯和乙烷等主要的副产物。乙酸乙酯产生的原因是乙酸甲酯与乙醇发生酯交换反应,乙醛是乙醇在铜基催化剂载体表面进行脱氢的产物,一般认为乙烯和乙烷的生成与催化剂活性金属本身和载体间的协同作用有关。这些反应副产物和中间产物也容易在催化剂表面酸性位上形成积炭,包覆在催化剂上,部分堵塞催化剂孔道,导致催化剂活性下 降[3]。接下来针对主要副反应进行分析。
2.5.1 乙酸甲酯和乙醇的酯交换反应
根据相关文献,乙酸甲酯催化加氢反应的主要副反应为酯交换反应[式(9)],也有研究者认为这一反应是乙酸甲酯加氢制乙醇反应网络中的一个中间反应[14]。有研究认为温度增高,反应时间长都有利于酯交换反应。结合实验结果分析,在200~300℃区间内,产物乙醇可与乙酸甲酯发生酯交换反应,生成少量乙酸乙酯。

2.5.2 乙醇脱氢生成乙醛
在加氢反应中,乙酸甲酯在铜基催化剂表面以烷氧基和乙酰基两种形式进行吸附,均可转化为乙醇。有研究认为乙醛是乙醇发生部分脱氢反应的产物。式(10)为吸热反应,温度升高有利于乙醇脱氢生成乙醛,脱氢过程中Cu-Zn-Al 催化剂可起到催化作用,加快反应进程。

2.5.3 乙醇脱水生成C2烃类
乙酸甲酯加氢制乙醇反应中,乙烯和乙烷是主要的气体副产物,生成这两种C2烃消耗了乙醇,降低了铜基催化剂的选择性。在乙酸甲酯加氢反应中,乙醇催化脱水生成乙烯,乙烯与富裕氢气发生加成反应生成乙烷,如式(11)、式(12)。

一般认为,反应平衡常数越大,该反应的平衡转化率越高。有研究者发现,乙醇脱水生成乙烯和乙烯加氢生成乙烷的反应平衡常数都较大,说明乙酸甲酯加氢反应容易生成副产物C2烃。
2.6 最优条件下产品分析
在表2 的最优条件下,液体产品收率为97%,乙酸甲酯的转化率为 95.5%,乙醇的选择性为94.6%。其中液体产物的主要成分是甲醇、乙醇、未反应的原料乙酸甲酯以及由酯交换反应生成的乙酸乙酯。液体产物的色谱分析图如图6 所示。
如图6 所示,甲醇、乙醇、未完全反应的乙酸甲酯、主要副产物乙酸乙酯的保留时间分别为2.231min、3.127min、3.672min、6.286min。各组分依次出峰,分离程度较好。液体产物的平衡组成为:甲醇38.12%,乙醇59.52%,乙酸甲酯0.86%,乙酸乙酯1.29%。在最优条件下,乙醇的收率较高,产品中残留乙酸甲酯和生成的乙酸乙酯所占比例很小,表明该催化剂对羰基加氢的活性较高,对生成乙醇具有较高的选择性,而对乙酸乙酯的选择性很低,能够有效抑制主要副产物乙酸乙酯的生成。

表2 乙酸甲酯加氢制乙醇工艺最优条件
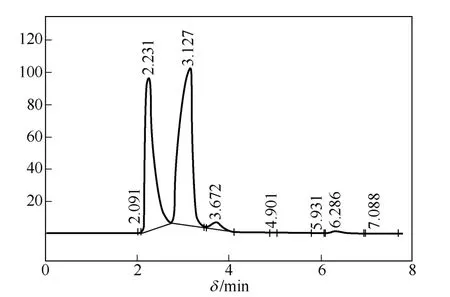
图6 气相色谱分析图
3 结 论
(1)Cu-Zn-Al 催化剂在乙酸甲酯加氢合成乙醇工艺中取得了良好的效果,能够有效地提高乙酸甲酯加氢反应中乙醇的选择性,抑制副反应的发生,达到了预期的目标,同时合理地采用较低的氢酯比,减少了氢气的消耗。适宜的温度、压力、液时空速、氢酯比有利于提高乙酸甲酯转化率以及乙醇的选择性,减少副反应的发生。实验得出最佳工艺条件为:温度240℃、压力8MPa、乙酸甲酯液相体积空速1h-1、氢气与乙酸甲酯的摩尔比9∶1。
(2)利用乙酸甲酯催化加氢制取乙醇,既可在一定程度上缓解目前国内乙酸产能过剩的局面,又能够拓宽乙醇的生产路径。结合乙酸甲酯、甲醇、乙醇价格以及投资成本考虑,乙酸甲酯催化加氢制备乙醇路线具备良好的经济性。将达标乙醇添加到燃料汽油中,可以提高燃烧性能,减少环境污染。因此,这一工艺路线既环保,又符合我国的基本国情,具有巨大的现实意义。
[1] 李扬,曾健,王科,等. 醋酸酯化合成乙醇工艺及经济性分析[J]. 精细化工原料及中间体,2011(11):6-10.
[2] 李振宇,李顶杰,黄格省,等. 燃料乙醇发展现状及思考[J].化工进展,2013,32(7):1457-1467.
[3] 李永刚,谢璇,尹冯懿,等. Cu/SiO2催化剂上醋酸甲酯加氢制乙醇失活研究[J]. 复旦学报:自然科学版,2012(6):51.
[4] 唐宏青. GSP 工艺技术[J]. 中氮肥,2005(2):14-18.
[5] 王科,李扬,范鑫,等. 乙酸酯化加氢制乙醇技术开发与经济性分析[J]. 化工进展,2012,31(s1):304.
[6] 王彪,王熙庭,徐国辉. 醋酸和醋酸酯加氢制乙醇技术进展[J]. 天然气化工:C1 化学与化工,2013(3):79.
[7] Kummer R,Taglieber V,Schneider H W. Continuous production of ethanol and plural stage distillation of the same : US ,4454358[P].1984-12-06.
[8] Chornet E,Avila Y,Lavoie J M,et al.Production of ethanol from methanol:EP,2244993[P]. 2010-03-11.
[9] John D B,Gracey B P. Process for the production of alcohol from a carbonaceous feedstock:EP,20080253656[P]. 2009-05-20.
[10] 西南化工研究设计院. 一种用醋酸酯加氢制备乙醇的催化剂及其制备方法:中国,102423710A[P]. 2012-04-25.
[11] 吴晓金,刘志刚,胡晓鸣,等. 一种醋酸酯加氢制乙醇的催化剂及其制备方法和应用:中国,101934228A[P]. 2011-01-05.
[12] 吴晓金,潘学平,吴维果,等. 一种一氧化碳与氢气间接合成乙醇的方法:中国,101941887A[P]. 2010-01-12.
[13] 关鹏博.脂肪醇制造与应用[M]. 北京:轻工业出版社,1990:226-227.
[14] Monti D M,Cant N W,Trimm D L,et al.Hydrogenolysis of methyl formate over copper on silicaⅠ:Study of surface species by in situ infrared spectroscopy[J]. J.Catal.,1986,100(1):17-27.