基于SolidWorks的放电片成形分析及模具设计
2015-07-18易小勇
刘 波,易小勇
(镇江高等专科学校 a. 科技与产业处;b. 装备制造学院,江苏 镇江 212003)
基于SolidWorks的放电片成形分析及模具设计
刘 波a,易小勇b
(镇江高等专科学校 a. 科技与产业处;b. 装备制造学院,江苏 镇江 212003)
分析放电片的成形工艺和冲压方案,利用三维软件SolidWorks进行模具设计,包括排样设计、零部件设计、级进模整体结构设计。利用三维软件不仅能缩短模具的设计周期,提高效率,还能提高模具的设计水平,也利于初学者加深对模具设计的理解。
成形工艺分析; SolidWorks ;级进模;放电片;模具设计
放电片是电子显像管中的重要原件,起高压放电保护作用。如图1所示,材料为H68软黄铜,厚度为0.5 mm,大批量生产;4个R0.3起伏在显像管中起定位作用;长度为4 mm的R0.5长条是焊接脚,对于该元件的固定牢靠起着关键作用;打凸R3成对使用,在显像管中可以形成一个均匀的等电位空间。本文主要对该放电片的成形工艺和冲压方案进行分析,利用三维软件SolidWorks进行模具设计,主要包括排样设计、零部件设计和级进模整体结构设计。在SolidWorks软件平台上对放电片冲压模具进行3D建模和参数化设计,可以提高效率,提高模具设计水平,也利于初学者加深对模具设计的理解和掌握。
1 成形分析
1.1成形工艺分析
该冲裁件由圆弧、直线、1个打凸和4个小起伏构成,零件尺寸较小,尺寸精度要求较高。利用普通冲裁方式可达到图样要求,冲压工艺性较好,长度为4 mm的R0.5长条给该模具制造和生产带来一定难度。在设计中应注意以下几点:
1) 长度为4 mm的R0.5长条是难点。
2) 4个R0.3起伏满足尺寸要求是关键。
3) 打凸R3符合制件的要求是重点 。
4) 各工序动作行程要保证工序动作稳妥、连贯。

图1 零件图
1.2冲压工序性质和工序次数的选择
1) 落料—起伏—打凸:单工序冲压。
2) 落料—打凸—起伏:单工序冲压。
3) 落料—打凸—起伏:复合冲压。
4) 起伏—打凸—落料:级进冲压。
5) 打凸―起伏―落料:级进冲压。
对以上方案进行分析比较:
方案1)和2)属于单工序冲压。制件生产批量大,尺寸小,操作不安全,故不宜采用。
方案3)属于复合式冲压。由于制件结构尺寸小,有狭长条,复合模具装配困难,模具工作强度要求高,寿命不能保证。
方案4)属于级进模冲压。4-R0.3起伏成形在前,打凸R3在后,必然受到材料的切向流动压力,使起伏4-R0.3变形,制件的精度达不到,产生新的问题。因此使用价值不高,也不宜采用。
方案5)属于级进模冲压。既可解决方案1)—4)的问题,又可满足制件的质量和模具加工、装配、使用寿命的要求。故方案5)最为适合。
2 排样的设计
排样是冲裁工艺与模具设计中的一项重要工作。本模具采用自动送料器送料,冲裁件的排样如图2所示。由于零件的总体尺寸小,考虑落料口尺寸较小及保证凹模有足够强度,采用侧刃粗定位、导正销精定位的定位方式,打凸采用两步,4个小突起起伏成形1步成形,工艺安排再加上2,4,6等3个空位工步。
综上所述,该冲裁件的排样工位为:1) 冲侧刃、导正销孔和打凸;2) 空位;3) 整形;4) 空位;5) 压4个小起伏;6) 空位;7) 落料。
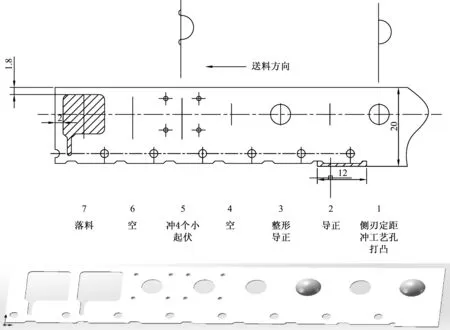
图2 排样图
3 模具工作过程及模具的特点
级进模2D装配图如图3所示,级进模3D装配图如图4所示。其主要零件由打凸凸模26,定距侧刃18,起伏凸模21,落料凸模31和凹模4组成,并分别完成定距切断、冲工艺孔、打凸、整形、冲4个起伏和落料工作。
模具的特点:
1) 采用自动送料器送料。
2) 为了保证凸模,尤其是本设计中的冲导正销孔的小凸模,卸料板由内导柱16导向,使凸模有良好的导向并保护凸模。
3) 为了保证工件的外形位置精度,在条料上的一边加设1排工艺孔,在2,3,4,5,6工位上均有导正销22插入工艺孔内定位。
4) 为了保证条料的正常送料,由定距侧刃16控制步距长度进行粗定位,导正销精定位。
5) 为了确保R3尺寸满足要求,采用打凸和整形两个工步。
6) 为了保证R3和4-R0.3尺寸满足要求,增加限位块19。

1. 下模座 2. 导柱 3. 下垫板 4. 凹模 5. 浮动导料销 6. 卸料板 7. 导套 8. 凸模固定板 9. 上模座 10. 内六角螺钉 11. 上垫板 12. 圆柱销 13. 模柄 14. 止动销钉 15. 卸料螺钉 16. 内导柱 17. 弹簧 18. 侧刃 19. 限位块 20. 限位块螺钉 21. 起伏凸模 22. 导正销 23. 导料板 24. 螺钉 25. 压边圈 26. 打凸凸模 27. 螺塞 28. 弹簧 29. 侧刃挡块 30. 弹簧 31. 落料凸模
图3级进模2D装配图

图4 级进模3D装配图
3 模具关键零部件设计
通过以上图纸和模型,可以清楚地表达各个零件的位置,并通过干涉检查,有效提高产品装配建模的质量和速度,降低产品开发成本,缩短产品开发周期。
3.1凹模的设计
凹模的设计是级进模设计的核心。凹模的尺寸、刃口尺寸是根据所设计产品的尺寸确定的。凹模4的3D结构如图5所示。材料为CrWMn,热处理HRC58~62。
3.2落料凸模
落料凸模31的3D结构如图6所示。为了冲裁时不影响零件的形状,凸模底平面做出让出打凸R3的空间。落料凸模的材料为CrWMn,热处理HRC56~60,凸模按凹模4洞口实际尺寸配制双面间隙0.01 mm。

图5 凹模板

图6 落料凸模
3.3凸模固定板的设计
凸模固定板用于固定相关凸模。由于该级进模工位数相对较多,若模具累计误差过大,会造成凸、凹模的间隙不均,影响冲压质量和模具寿命。凸模固定板8的3D结构如图7所示。材料为45,热处理HRC43~48。型孔及位置尺寸与凹模一致。

图7 凸模固定
3.4卸料板
卸料板6的3D结构如图8所示。在卸料板上设置了打凸凹模孔和整形凹模孔。材料为Cr12,热处理 HRC56~60。位置未注公差,均按±0.01 mm制造,型孔及位置尺寸与凹模一致。并留有打凸的空间位置。

图8 卸料板
4 结束语
利用三维软件SolidWorks能够缩短模具的设计周期,提高效率,提高模具的设计水平,也利于初学者加深对模具设计的理解。级进模采用侧刃控制步距并进行粗定位,导正销进行精定位,生产效率高,产品成形精度高,操作方便安全,产品质量稳定,是一套行之有效的设计方案。经生产实践证明,该设计合理,满足大批量生产的需求,获得了较好的经济效益。
[1] 王孝培.适用冲压技术手册[M].北京:机械工业出版社,2002:196-208.
[2] 刘建新,杨庆玲.基于SolidWorks的铝件卷边成形分析与模具设计[J].热加工工艺,2014,43(7):147-149.
[3] 唐博雅,王权聪,常志良.多孔定位片冲压工艺分析及其模具设计[J].黑龙江大学工程学报,2014,5(1):74-77.
[4] 唐博雅,刘金玲,常志良.多孔定位片翻边模具优化设计[J].机械设计与制造,2015(1):91-93.
[5] 袁泉,刘光超.开关簧片冲压工艺分析及模具设计[J].模具技术,2014(10):150-152,163.
[6] 李云.汽车门铰链加强板拉深成形模拟及模具设计[J].锻压技术,2014(1):100-103.
[7] 彭和平.基于Pro /E 的机构三维建模与运动仿真实例分析[J].组合机床与自动化加工技术,2013(10):39-42.
[8] 张丹,陈金国.基于Pro/E 的微型电机转子冲片模具设计[J].企业技术开发,2013(6):25-27.
[9] 孙建平,张涛.基于SolidWorks的结晶器振动装置设计[J].制造业自动化,2013,35(1):119-120.
〔责任编辑: 卢 蕊〕
ForminganalysisandmolddesignofdischargesheetbasedonSolidWorks
LIU Boa, YI Xiao-yongb
(a. Science,Technology & Industry Department, b. School of Equipment Manufacturing, Zhenjiang College, Zhenjiang 212003, China)
This thesis focused on the analysis of forming technologies and stamped solutions of the discharge sheet, and carried out the mold design with 3D software SolidWorks, including layout design, component and part design and overall structure designing of progressive die. The use of 3D software could reduce the mold design cycle, improve the design efficiency and level, which can also help beginners to deepen the understanding of the mold design.
forming process analysis; Solidworks; progressive die; discharge sheet; mold design
2015-06-01
江苏省现代教育技术研究2014年度立项课题(2014-R-31395);镇江高等专科学校2014年度立项课题(GZGZ-2014121027);镇江高等专科学校校企合作项目(GZHX-1420)
刘 波(1972—),男,吉林长岭人,副教授,主要从事模具设计与制造研究;易小勇(1960—),男,湖北武汉人,副教授,主要从事模具设计与制造和金属材料研究。
TG76
: B
:1008-8148(2015)04-0052-04
