大尺寸结构件检测方法研究及不确定度分析
2015-05-31北京航空制造工程研究所刘新宇
北京航空制造工程研究所 刘新宇
随着工业技术的迅速发展,在代表科技发展最高水平的航空、航天领域,大尺寸零件的应用越来越广泛,大型、超大型结构件对整体的精度要求越来越高,精度的控制问题成为影响航空工业发展的瓶颈。提高大型结构件的整体精度水平,必须采用适当的测量方法来提高系统检测精度,保证系统各个零部件以及装配整体的测量精度和装配精度。
由于大型结构件的三维空间测量要求的测量范围大、精度高,并且常需要在工作现场动态和全姿态测量,常用的CMM测量技术已无法满足这些要求。如何对这些零部件进行高精度的测量,长期以来一直是困扰计量工作者的技术难题。近20年来,激光技术的快速发展为大尺寸精密测量开拓了崭新的领域,产生了大尺寸空间测量系统(Large Space Measurement System),如经纬仪、全站仪、激光跟踪仪等。
研究表明,不同的测量仪器有各自的优缺点,经纬仪测量系统的测量范围较大,受环境影响较小,但其测角精度随测距以及测量对象的几何特征有很大差别,通用性和可靠性差,且测量精度不高;关节臂坐标测量机的优点是其测头可以灵活地探测到任意位置的空间点,几乎没有测量死角,但由于关节臂臂长的限制,必须通过牺牲测量精度才能使测量范围得到扩展;摄影测量系统具有快速、高效和不易受温度变化、振动等外界因素干扰的优点,但由于摄像机范围限制,必须分块进行测量,精度受到一定的限制;激光跟踪仪是基于球坐标系的便携式坐标测量系统,它具有测量精度高、范围大、实时快速、动态测量及便于移动等优点,被誉为移动式三坐标测量机。本文将以Leica AT901 LR型激光跟踪仪对检验工装的检测为例,介绍大尺寸结构件的检测方法,以飞机用大型工装的检测为例,对检测方法进行研究,并对空间测量点进行不确定度分析。
1 激光跟踪仪介绍
激光跟踪仪系统由几个独立的单元组成,图1所示为Leica AT901 LR型激光跟踪仪,主要包括以下几个部分:激光跟踪头、主控单元、反射器、运行原件的控制计算机及测量附件等。激光跟踪仪可以通过3种方式测得物体的三维坐标:(1)通过跟踪一个带镜面的小球,即反射球;(2)通过跟踪T-Probe产品,一种手持式可移动的无线通信接触式传感器;(3)通过跟踪T-Scan产品,一种非接触式的高速激光扫描仪。
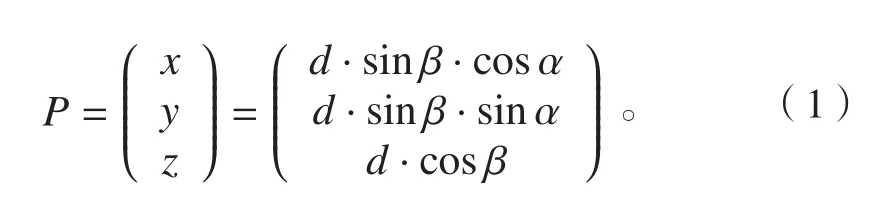
其测量原理为:如图2所示,对于放置在空间任意位置的测量点P(x,y,z),点P到原点O的距离为d,OP与Z轴的夹角为β,OP在xy平面内的投影与x轴的夹角为α,其中,α、β的值由安装在跟踪头中的两个编码器给出,d的值通过安装在激光头中的激光干涉仪获得,空间点P(x,y,z)在笛卡尔坐标系下的表达式为:
2 大型工装检的检测
利用激光跟踪仪对大型工装测量,其过程一般分为以下几个步骤:(1)坐标系的建立;(2)工装测量;(3)测量结果分析。

图1 激光跟踪仪组成Fig.1 Composition of laser tracker

图 2 激光跟踪仪测量原理Fig.2 Measurement principle of laser tracker
2.1 坐标系的建立
激光跟踪仪默认的坐标系为机器坐标系,如图2所示,建立坐标系的目的是使激光跟踪仪明确被测零件放置的位置以及状态,能否准确地建立坐标系对精度测量有十分重要的意义,建立坐标系主要分为以下几个步骤:(1)CAD模型的处理; (2)工装调平; (3)建立坐标系。
2.1.1 CAD模型的处理
对于设计人员来说,CAD模型一般采用装配坐标系,其特点是坐标系原点不在工件上,且XYZ坐标轴与工装基准轴线不正交,这样的坐标系不利于工装的调整以及修复,因此,有必要将设计人员的装配坐标系改为测量坐标系,即:坐标轴与基准靶标孔的轴线正交,且坐标原点在某一靶标孔位置上,此步骤可要求设计人员协助完成,将修改好的CAD模型导入到激光跟踪仪软件,为测量做准备。
2.1.2 工装调平
由于工装的体积大,重量大,在设计过程中虽考虑了变形的影响,采用加强筋进行加固,但在加工制造过程中,受材料、环境、加工方式等影响,工装往往会产生弹性变形,这在测量中是不可取的,必须找到统一的状态进行测量,工装调平就是必不可少的一步。可将工装放在机床工作台上进行测量,对于没有条件的情况,必须对工装进行调平,消除在建立坐标系过程中工装的弹性变形所引起的测量误差。在测量仪器预热好之后,首先利用靶标孔建立坐标系-粗建坐标系,以其中一个靶标孔的Z值为基准,调整其他靶标的Zi(i=1,2,3,…)值,使Zi≈Z,在调平之后,重新利用靶标孔建立坐标系-精建坐标系,实践证明,工装的调平对于测量结果的影响非常大。
2.1.3 建立坐标系
激光跟踪仪软件提供了多种建立坐标系的方式,对于工装类零件,一般采用几何点拟合的方式建立坐标系,该方法通过测量工装上靶标孔的坐标来反推坐标系,靶标的数量最少为3个,对于大型工装,可以取15~20个靶标位置进行测量,对于误差较大的靶标孔,应予以剔除,然后利用其余的靶标孔坐标拟合出测量坐标系。
由于工装现场的温湿度一般都不能满足实验室温度(20±0.5)℃要求,且工装一般采用金属材料制成,在温度的影响下会膨胀和收缩,对测量结果带来误差,对于1m长的钢结构零件,温度每升高1℃,其长度会变化0.0117 mm,因此温度补偿是必要的。激光跟踪仪软件提供了两种温度补偿方式,通过材料膨胀系数和比例系数来对温度进行补偿,对于金属结构零件,一般采用材料膨胀系数进行补偿,可以使现场测量结果与实验室测量结果很好地吻合。
2.2 大型工装检测
在测量过程中,对于容易测量的点,可以采用反射球来进行测量,其优点是精度高,但在使用反射球进行测量时应避免掉光后重新接光,以减少精度损失,每次掉光重新接光后,精度会损失0.01mm;对于利用反射球不能测量的位置,可以采用T-Probe进行测量,相对于反射球来说,其测量精度有所降低。如果利用T-Probe还是不能测量到,则可以考虑通过转站的方式,即移动激光头的位置,而不改变坐标系,此方式同样会使测量精度下降。因此,在测量之前应选择好激光头放置的位置,以保证在同一位置就可以完成所有点的测量。以上利用反射球和T-Probe虽可以通过连续采点来获取大量测量点数据,其缺点是速度慢,测量点矢量方向易投影错误,造成测量结果不准确,对于这种情况,可以采用T-Scan进行激光扫描采集,短时间即可获得大量的点云数据。通过与CAD模型进行对比,可以明确工装在制造过程中的缺陷,及时对工装进行修复。
3 空间点测量实例及其不确定度分析
3.1 测量方法
本文以某检验工装测量为例,简述其测量过程,并对工装上的一点P进行测量。根据前述测量方法,通过对数模进行处理,粗建坐标系,工装调平;精建坐标系后,利用反射球对该工装上P点进行测量。为了测量的准确性,对工装上的点P重复测量8次,其名义值通过测量软件可直接读出,对于没有数模的测量,其估计值通过多次测量取平均值的方式获得,测得数据如表1所示。
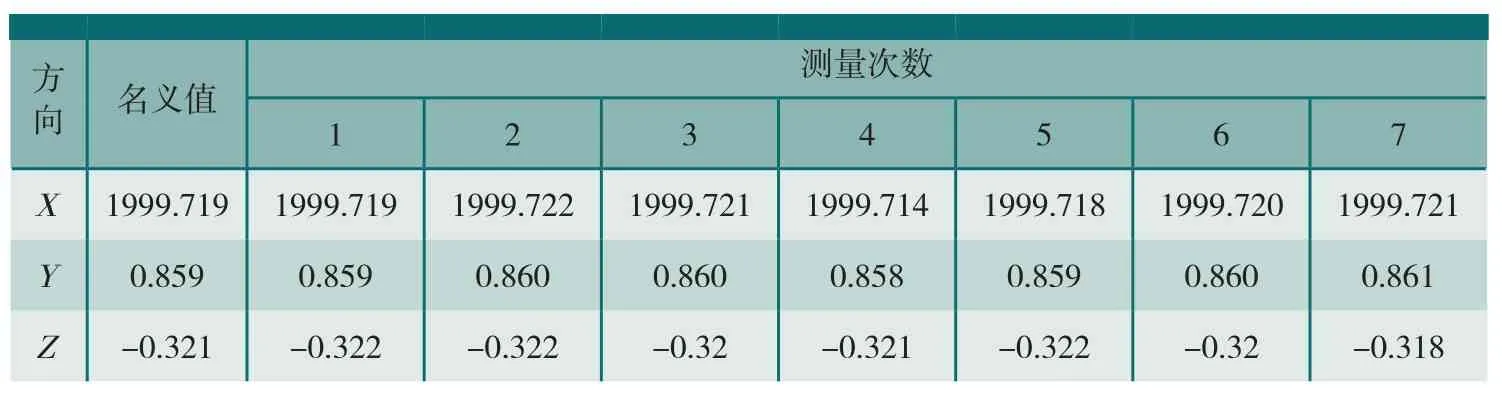
表1 重复性测量 mm
3.2 不确定度评定
分析测量方法可知,对空间点P的测量不确定度影响显著的因素有:P点坐标(x,y,z)的测量重复性引起的不确定度u1,u2,u3;激光跟踪仪系统不确定度u4;转站引起的不确定度u5。分析这些不确定度特点可知,不确定度u1,u2,u3,u5应采用A类评定方法,而不确定度u4,应采用B类评定方法[1]。
3.2.1 空间点P(x,y,z)测量重复性引起的标准不确定分量u1,u2,u3
利用Bessel公式计算P点x坐标标准差为

则P点x坐标的测量标准不确定度:u1=σx= 0.0027mm,其自由度v1=7-1=6。
同理可计算出u2=σy=0.0012mm,u3=σz=0.0015mm,v2=v3=6,对于无数模情况下的测量,需首先计算其平均值,再利用Bessel公式计算其标准差即可。
3.2.2 激光跟踪仪系统不确定度u4
由激光跟踪仪说明书获得仪器的测量精度为 ,取均匀分布,则激光跟踪仪的系统不确定度为:

因给出的测量数据稳定性可靠,其自由度v4=∞。
3.2.3 跟踪仪不同站位引起的不确定度u5
激光跟踪仪从不同位置对这些公共点进行测量,如果假设整个系统是理想状态,那么从不同位置测得的同一个公共点坐标经转站坐标转换后应该完全相同,但是由于测量的不确定性,使得各次的测量结果并不相同。
满足移站要求的最少公共点数为3个,为提高转换精度,本实验中采用4个公共点来评定测量不确定度。
实验中对公共点的布设应尽量包容待测空间,将4个磁性靶座固定在待测空间中,将激光跟踪仪进行3次移站,分别测量上述4个公共点的坐标值,4个磁性靶座的布置要保证在每站都能测量到。在不同测量站内测得的公共点数据是基于激光跟踪仪坐标系的,所以要将它们统一到同一个坐标系中,即数据的移站坐标转换。理论上,由于公共点在空间的位置没有变化,移站前的公共点经坐标转换后应和移站后的公共点坐标完全一致,这样,移站才不会影响测量结果。而实际上,由于各种因素的影响和测量的不确定性,移站前的公共点坐标经过转换后和转站后的坐标间具有一定的分散性,该分散性越小说明转换越精确。采用基于距离的最小二乘法来求解最佳坐标转换参数[2]。转站后P点坐标测量值如表2所示。

表2 不同站位测量的数据 mm
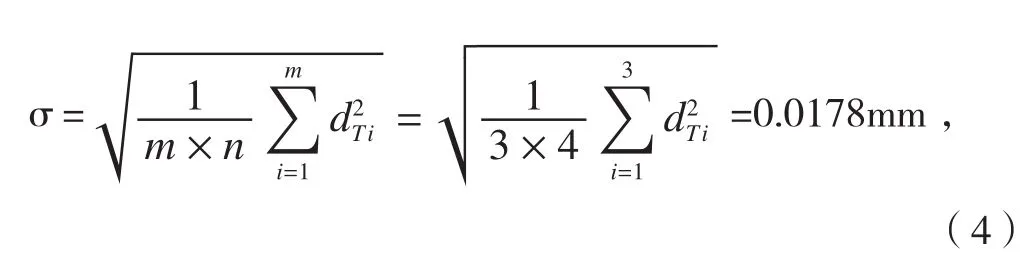
其中,m为不同站位的数量(转站的次数),n为转站公共点的数量,d为不同站位下测量的公共点与其名义值之间的距离。

故u5=0.0178mm,自由度v5=3-1=2。
3.3 不确定度合成
因不确定度分量u1,u2,u3,u4,u5相互独立,即ρij=0,故合成标准不确定度为
自由度为
3.4 扩展不确定度
取置信概率P=0.95,由自由度v=3,查t分布表得t0.95(3)=3.18,即包含因子k=3.18,空间点P的扩展不确定度为

通过不确定度分析,可以看出,影响空间测量点测量精度的主要因素是转站带来的精度损失,测量的重复性误差基本上可以忽略不计,若在测量过程中,合理安排激光跟踪仪的放置位置,使其不用转站就可以完成所有点的测量,即u5= 0,则P点的不确定度为

自由度为
取置信概率P=0.95,由自由度v=∞查t分布表得t0.95(∞)=1.96,即包含因子k=1.96,空间点P的扩展不确定度为

4 小结
航空航天领域对于测量精度的要求,代表了测量领域的最高科技和最高标准。本文在激光跟踪仪的基础上,以飞机大型工装的检测为例,介绍了大尺寸结构件的检测方法,详细说明了在检测过程中影响精度的主要因素以及检测中的注意事项,最后以对空间点P的测量为例,介绍了检测过程,并对其进行了测量不确定度的评定,为大型部件的精密测量提供了参考。
[1] 费业泰. 误差理论与数据处理(4版).北京:机械工业出版社,2003.
[2] 梁智勇. 激光跟踪仪测量系统误差分析与补偿[D].河南:河南理工大学, 2005.