H2S浓缩塔的制造
2015-04-12郭志英
郭志英
(中航黎明锦西化工机械(集团)有限责任公司)
0 前言
某H2S浓缩塔是中航黎明锦西化工机械 (集团)有限公司为某50万t/a合成氨工程制造的奥氏体不锈钢低温塔设备。通常,低温压力容器破坏的主要原因是母材及焊接接头在低温下的脆断,这也是低温压力容器的一个特点。基于此特点,在选材、制造和检验方面,选择适宜的材质、采用合理的制造工艺及检验方法是设备制造的关键。由于该设备直径较大、塔体较高,并有数十层塔盘内件,因此要保证塔盘组顺利装入塔体,就应当控制筒体直径允差、圆度允差、直线度允差和焊接变形,并采取分段制造,这是该设备制造的重点环节,也是该设备制造的难点。
本文主要介绍了该50万t/a合成氨装置上浓缩塔的结构特点,分析了其制造难点,并在制造、检验和运输等方面有针对性地提出了解决方案及工艺措施。
1 浓缩塔结构特点和主要设计参数
1.1 结构特点
H2S浓缩塔设备规格为DN4200 mm×16 mm×56000 mm,设备主体材质为S32168,设备内有75层塔盘,分五段制造、运输,在用户现场合拢后整体交货。该设备的结构如图1所示。
1.2 主要技术参数
该设备的主要技术参数如表1所示。
2 主体材料选择
低温用奥氏体不锈钢应符合相应标准规定,固溶状态供货,冲击韧性好。
奥氏体不锈钢材料的切割应采用剪切、机械加工方法完成,所使用的砂轮片应为专用的,钢丝刷及清除焊渣的工具应由不锈钢材料制成。施工过程中,应避免一切刻划、打钢印、过量冷变形、锤击、强力变形组装等可能产生残余应力的操作方法。
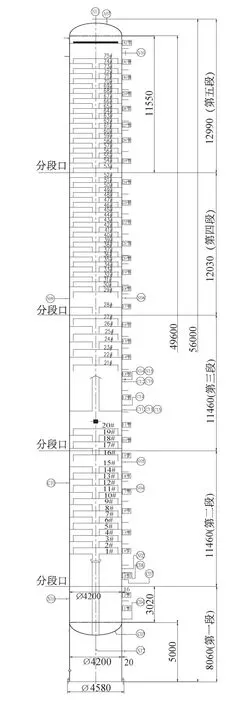
图1 浓缩塔结构
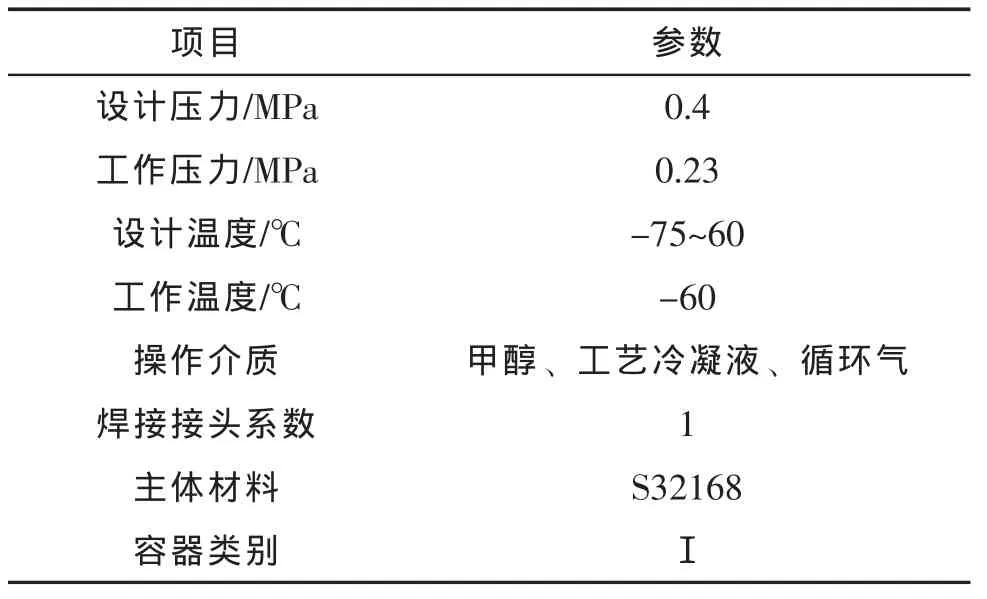
表1 浓缩塔技术参数
3 制造工艺及制造难点
3.1 筒节内径的控制
考虑到不锈钢材料线膨胀系数较大,纵焊缝焊接收缩较大,筒节展开刨边后料长应严格控制在mm范围内,即必须保证展开料在正差范围内。控制滚圆后组对前盘外圆周长的尺寸,以确保筒节焊后内径尺寸在mm范围内。
3.2 筒节两端口平面度的控制
号料时号出50 mm基准线,清晰地标记四心位置,边缘留2 mm刮边余量,每节筒节长度为正差0.9 mm;为保证塔体直线度,下料时应保证相邻母线垂直;刨边后检查板料的对角线差之绝对值<2 mm,每一节刨边后测量宽度并做好记录。
成形并经校圆合格的筒节应进行二次划线。将筒节置于平台上,使筒壁与平台表面垂直,重划50 mm线,保证两端50 mm基准线与平台平面的平行度允差小于0.5 mm。同时,将与封头相焊端的筒节内50 mm线划出,作为内件划线组焊用基准,并做清晰标记。划线完成后筒节两端用工装支撑圈支撑。
3.3 筒节圆度的控制
筒节找圆并经校圆后,用拉杆尺测量每个筒节两端的圆度,圆度均控制在8 mm以下。检查合格的筒节应立置,筒节两端用工装支撑圈支撑后的筒节圆度应小于5 mm。支撑圈端面与端口平面平行,平行度允差不大于3 mm。
3.4 塔盘外径尺寸的确定
3.5 现场组焊
设备共分为5段,各段塔体经检验合格运输到现场后,进行现场组焊。塔段卧置组对前,检查筒体分段处坡口尺寸及表面质量应符合图样要求。塔段卧置组对时,严格按四心位置组对,并采用水平、垂直方向挂钩线监测塔体直线度。在塔体头、尾及对口部位用钢尺检查,组对时对口错边应均匀,对口间隙也应均匀,避免一边倒现象。环缝对口错边量不大于3 mm;同一断面最大最小直径差小于5 mm,检查合格后组焊筒体;焊接过程中钢线不得拆除,以便随时进行检测。
3.6 塔内件支撑与筒体组焊工艺
筒体制造完成并经检验合格后,以与封头相焊筒体上标记出的50 mm基准线作为内件划线组焊用基准。每层塔盘支撑圈都以此50 mm基准圆作为基准线。塔盘支撑圈和支撑板点焊后,检查平面度和水平度,二者之间的焊接以及与塔体之间的焊接按焊接工艺进行,采用小电流焊接,防止支撑圈变形。
塔盘支撑圈和支撑板组焊后的上表面应在同一水平面上,最大偏差不大于3 mm。每种型号的塔盘在厂内试组1~2组,焊接后进行复验。塔盘支撑圈与塔壁焊接后,其上表面在300 mm弦长上的局部不平度均不得超过1 mm,整个塔盘支撑圈的上表面不平度允差为5 mm。相邻两层支撑圈的间距允差不得超过±3 mm。任意两层支撑圈间距允差在20层内不得超过±10 mm。
3.7 组装工艺
(1)筒体 (封头)组对前应先盘圆周,严格按心线组对,控制50 mm线间距偏差小于0.5 mm。
(2)组对时对口错边均匀分布,对口间隙均匀,避免一边倒现象。
(3)相邻筒节直线度允差小于2 mm,每3 m长筒体最大直线度允差3 mm;组对点焊后检查筒体直线度,每段塔体直线度偏差不得大于5 mm,整个塔体直线度偏差不得大于30 mm。
(4)环缝对口错边量不大于3 mm。
(5)环缝棱角度不大于3 mm。
(6)塔体总长允差±30 mm,同一断面最大最小直径差小于5 mm。
(7)各段塔体两端口内支撑圈作为运输支撑暂不拆,待现场组焊完成后拆除。
3.8 焊接要求
低温用钢的焊接,关键是要避免焊缝金属及热影响区形成粗晶组织而导致低温韧性降低,因此要求严格控制焊接线能量。通常,采用较小的焊接线能量,多层多道施焊,避免焊道过热,多道焊时要控制层间温度。
在低温条件下为防止钢材结构处或缺陷处的应力集中敏感性增大,从而加剧低温脆性破坏倾向,要求低温容器焊接时不得在母材的非焊缝区引弧,所有的焊接接头应严格避免焊接缺陷,不得有未焊透、未熔合、裂纹、气孔、咬边等缺陷,要求焊缝表面呈圆滑过渡,不应有急剧的形状变化。
3.9 无损检测
设备的A、B类焊接接头应进行100%射线检测,按标准JB/T 4730.2—2005Ⅱ级合格。其中现场组焊后的B类焊接接头需进行100%衍射时差法超声 (TOFD)检测,检测结果不低于JB/T 4730.2—2005Ⅱ级,所有C、D、E类焊接接头表面均应进行100%渗透检测,按JB/T 4730.5—2005Ⅰ级合格。
4 结论
本文主要介绍了合成氨装置上浓缩塔的结构特点,分析了其制造难点,并在制造、检验和运输等方面有针对性地提出了解决方案及工艺措施。通过对低温奥氏体不锈钢为主体材料的低温塔设备的成功制造,既积累了丰富的制造经验,又证明了所采取的制造工艺是合理可靠的。H2S浓缩塔制造完成后,三方监检及用户均非常满意,设备至今运行良好。
[1] TSG R0004—2009固定式压力容器安全技术监察规程[S].北京:新华出版社,2010.
[2] JB 4710—2005钢制塔式容器 [S].北京:新华出版社,2005.
[3] HG 20584—2011钢制化工容器制造技术要求 [S].北京:中国计划出版社,2011.
[4] 李世玉.压力容器设计:工程师培训教程 [M].北京:新华出版社,2005.
[5] NB/T 47015—2011压力容器焊接规程 [S].北京:新华出版社,2011.
