电视大型注射模模架规范
2015-03-20彭超,刘琼
彭 超,刘 琼
(襄阳职业技术学院, 湖北 襄阳 441050)
现生产CRT、LCD、LED显示器外壳的企业,特别是电视行业,产品更新换代很快,与之对应使用的注射模具也随之更换。在开发新模具而淘汰旧模具的过程中,以往企业都是将整个旧模具的模芯、模架全部淘汰,重新开发新模具,模芯淘汰那是必然的,但旧模具的模架还是完好能用的,若将其弃之不用,不但造成钢料资源的浪费,同时也造成产品成本的增加,实在可惜。电视大型注射模模架规范就是按电视企业产品、注射机设备等实际情况,依据塑料注射模模架国家标准(GB/T12555-2006),开发出来的注射模模架企业标准,便能有效地解决这一难题,该思路、方法也可以应用到其他电子行业。
一、模具基本构造
模具由模架和模芯组成。模架固定模芯,模芯分型腔和型芯,型腔和型芯一起成型产品。电视大型注射模模架基本结构如图1所示;模架零件名称、作用和可以制作标准规范的零件见表1。
二、模架零件设计标准规范
(一)定模座板
定模座板作用,见表1;定模座板结构、尺寸如图2所示。
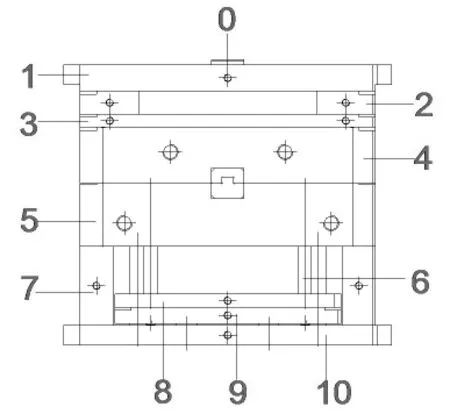
图1 模架基本结构
1.W、H尺寸标准制定原则
兼容模具定模板尺寸和注射机定模固定板上尺寸,同规格尺寸或相近规格尺寸模具采用相同尺寸。

表1 模架零件功能和标准规范
2.D尺寸标准制定原则
兼容热流道尺寸,统一制定D=80mm。
3.装模尺寸标准制定原则
以注塑厂要求为原则,比如某电视企业统一制定:W1=50 mm,D1=60 mm。适应范围:19-55 英寸以上电视机模具的自动安装和人工安装。定模座板材料标准定为S50C。

图2 定模座板
(二)热流道板
热流道板的结构、长、宽尺寸暂不做标准制定,但其厚度设定为标准尺寸,设定为70 mm。适用范围:19~55英寸以上电视机注塑模具。热流道板材料标准定为S50C。
(三)热流道垫板
热流道垫板的结构、长、宽尺寸暂不做标准制定,但其厚度设定为标准尺寸,设定为50 mm。适用范围:19~55英寸以上电视机注塑模具。热流道板材料标准定为S50C。
(四)定模板
定模板分面壳定模板和后壳定模板:面壳定模板不受产品结构限制,完全可以实施标准规范尺寸制作;后壳定模板受产品后壳侧AV位置限制,后壳AV位置规范后,也可以实施标准规范尺寸制作。
定模板尺寸,如图3所示。AW、AH、AD标准尺寸参照现有模具使用寿命和模具结构制定的。AW1,AH1尺寸,视产品结构而定,该尺寸暂不做标准规范要求。适用范围:19~55英寸以上电视机注塑模具。定模板材料标准定为S50C。

图3 定模板
(五)动模板
动模板分面壳动模板和后壳动模板:面壳动模板受产品结构螺柱、扣位、按键、斜顶和接收头等位置影响,在对它们进行位置尺寸标准规范后,也可以实施标准规范尺寸制作;后壳动模板不受后壳结构影响,完全可以实施标准规范尺寸制作。
动模板尺寸,如图4所示。BW、BH、BD标准尺寸参照现有模具使用寿命,模具结构而制定的。BW1、BH1尺寸,视产品结构而定,该尺寸暂不做标准规范要求。适用范围:19~55英寸以上电视机注塑模具。动模板材料标准定为S50C。
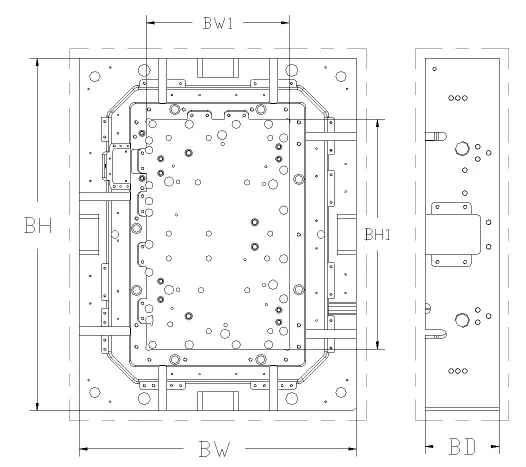
图4 动模板
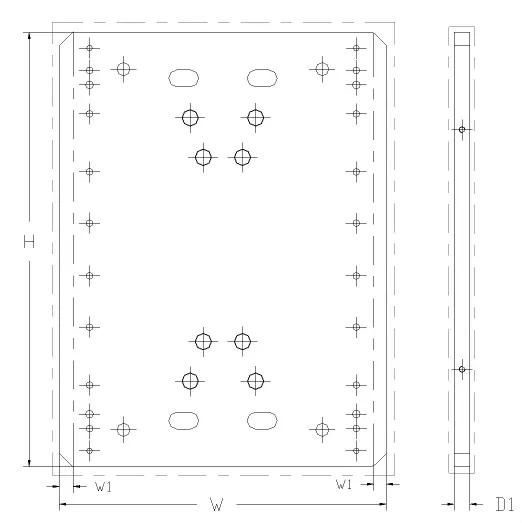
图5 动模座板

表2 电视机大型注射模模架设计规范关键尺寸汇总
(六)动模座板
动模座板作用见表1;动模座板结构、尺寸如图5所示。W、H、W1、D1尺寸标准制定原则,同定模座板一样。
(七)垫块
垫块外形、结构、尺寸暂不做标准规范,但其厚度可设定为标准尺寸,设定为240 mm。适用范围:19~55英寸以上电视机注塑模具。垫块材料标准定为S50C。
(八)推杆固定板
推杆固定板结构、尺寸暂不做标准规范,而由各模具制造商,根据具体产品结构而定。适用范围:19~55英寸以上电视机注塑模具。推杆固定板材料标准定为S50C。
(九)推板
推板外形、结构、尺寸可标准规范制定。适用范围:19~55英寸以上电视机注塑模具。推板材料标准定为S50C。
三、电视机大型注射模模架设计规范关键尺寸
按上述思路、方法,考虑某电视企业产品、注射机设备等实际情况,依据塑料注射模模架国家标准(GB/T12555-2006),开发出来的电视机大型注射模模架设计规范关键尺寸,见表2。
四、结束语
据调研,各电视企业每年投入电视机注射模具费用至少几千万RMB,甚至达到一亿多RMB,其中,仅模架费用就占50%左右。据模具业内专家可靠估算,模架利用一次,可节约模具单投资成本30%以上。
模具的模架寿命往往是模芯寿命3~4倍,制定了电视机注射模模架设计规范,对产品研发来说,单套模架重复利用一次可节约开模费用30%,缩短开模周期50%,一年可节约模具开发费用至少几百万RMB,甚至达到几千万RMB;对模具制造商来说,可节省80%模具设计工作量;对市场营销来说,适应机制转型,抢占市场的价值更是不可估量;对注塑厂来说,采用小设备配置大模具生产,统一将模具由原来横向改为竖向放置固定于注射机动、定模固定板上,可大大降低注塑成本,同时也可规范注塑工艺,提高注塑产品质量。综上所述,本设计规范,能使产品研发、模具制造、注塑生产及市场开发全方位收益。
[1]GB/T12555-2006,塑料注射模模架[S].北京:中国标准出版社,2007.
[2]张维合.注塑模具设计实用手册[S].北京:化学工业出版社,2011.
