不锈钢纤维纱线的纺制
2015-03-11庄小兰
庄小兰
(厦门软件职业技术学院,福建 厦门 361024)
不锈钢纤维纱线的纺制
庄小兰
(厦门软件职业技术学院,福建 厦门 361024)
选用304不锈钢8μm纤维,纺制91tex×2不锈钢纤维纱线。根据不锈钢纤维的摩擦因数大和纤维之间缺少抱合力等特点,选用短流程工艺,细纱工序采用“低速度、中捻度、大隔距”的工艺原则,并形成了完整的纺纱制线工艺及其技术措施,可用于指导不锈钢纤维纱线规模化生产。
不锈钢纤维;工艺技术;规模化生产
不锈钢纤维及其制品在防电磁波辐射和屏蔽电磁波方面,具有独特作用,作为军工用新材料,广泛应用于伪装网和雷达目标布。在民用市场上不锈钢纤维加捻线具有稳定的电阻率、良好的耐高温和导电性能,广泛适用于信息传输线、导电传输线以及智能服装等。加之触摸屏手机的普及,用不锈钢纤维制成手套及防辐射服,因其具有导电性能和防电磁波辐射形成了一个新的市场热点。
但不锈钢纤维纺纱过程中纤维之间缺少抱合力,相较于普通纤维其伸长性低、抗弯曲性差,纺纱过程中纤维很容易脆断,致使纺纱生产非常困难。在不锈钢纤维线生产过程中平均300~500m就会断头,而国际市场需要用1 000m无断头的产品,这些断头不仅影响产品质量还严重制约不锈钢纤维线规模化生产。为探讨适合不锈钢纱线的规模化生产技术控制措施,经过多批次批量化的生产实践,形成可指导不锈钢纤维纺纱制线规模化生产的技术措施。
1 不锈钢纤维原料规格
不锈钢纤维原料(代号ST),一般是指以304、304L或316、316L等不锈钢为基材,经特殊工艺加工而成的直径在8~12μm的柔软工业用材料。本工艺采用厦门某企业提供的304不锈钢直径为8μm棉型纤维条,纺制91tex×2纤维纱线,其规格及指标性能如表1、表2所示。
2 纺纱工艺流程及技术措施
2.1 工艺路线
不锈钢纤维伸长性低、抗弯曲性差、抗扭抗拉强度低、摩擦因数大,而且不锈钢纤维无卷曲,纺纱过程中纤维之间缺少抱合力,因此不锈钢纤维的纺纱性能很差。工艺路线选择尽量流程短、工序少。

表1 原料规格

表2 8 μm不锈钢棉型纤维强力指标
采用不锈钢纤维条为原料,始纺工序从并条开始,考虑到不锈钢纤维的摩擦力大和抗绕性低等特点,为减少不必要的摩擦和接触,工艺流程考虑不经过粗纱工序,采取熟条直接进细纱牵伸加捻成纱再捻线。工艺路线为:

2.2 主要工艺参数
各工序主要工艺参数见表3,原料生条:20g/5m。
2.3 并条
并条是不锈钢纤维纺纱的第一工序,其纤维的分散状态和整齐性直接影响细纱纺纱。经多次试验,形成以下工艺技术措施:
(1)并条只需要2并,多并改变不了纤维的结构,且对纤维的强力有所破坏。(2)末并条控制在14.5m/(5m)以内,以防细纱出硬头。(3)头并选用7根,末并8根并,总体重不匀效果较好。(4)车速保持低速,并条约700r/min。(5)经常保持圈条盘的清洁。(6)保持各导纱通道没有缠条。

表3 主要工艺参数
2.4 细纱
细纱是纺纱的重要工序,因没有经过粗纱,对细纱车架进行相应改造,纺纱中采用并条后熟条直接牵伸加捻成纱。生产中一重要工作是防缠,即熟条相互缠绕,或缠绕在导纱元件等处,因此细纱应多巡回;其二采取“低速度、中捻度、大隔距”的工艺原则,细纱前罗拉车速160r/min,后区隔距加大到42mm,细纱捻系数在300~320间,以防纤维脆断;其三是根据不锈钢纤维摩擦力大,抗绕性低等特点,在选择钢丝圈时,要考虑到气圈的张力和紧密卷绕,钢丝圈需要偏重掌握。同时选择薄弓形钢丝圈,以减少摩擦产生的热量。
2.5 操作运转
不锈钢纤维脆硬,摩擦因数大,容易脆断,产生纱疵,运转的操作需更为细致,以保证生产连续性和产品品质。
(1)勤巡回清洁 经常巡回并条车后导纱和圈条位置,防止积花。细纱重点巡回牵伸部分,有任何积花应及时清洁。
(2)勤捉飞纤 不锈钢纤维容易脆断,形成飞纤,运转操作应勤捉飞纤,防止堵塞导纱、牵伸通道。
(3)勤查缠纤 细纱工序采用熟条直接牵伸加捻的纺纱方式,细纱工序应经常巡回车架,勤查缠纤。
(4)勤换钢丝圈 不锈钢纤维摩擦因数大,钢丝圈磨损严重,每次断头应检查并更换钢丝圈。
(5)勤检查配件磨损 所有纺纱通道,在落纱或保养检修时,应勤检查配件磨损,尤其是细纱的导纱钩,及时更换。
3 纱线质量
3.1 91tex纱成纱质量指标
根据后道工序的要求,为保证单纱具一定的强力,同时满足规模化生产,共进行多批次的纺纱实践,设置91tex纱不同的工艺参数,各批次主要成纱指标如表4,其中批次1各项指标均符合要求(见表5)。
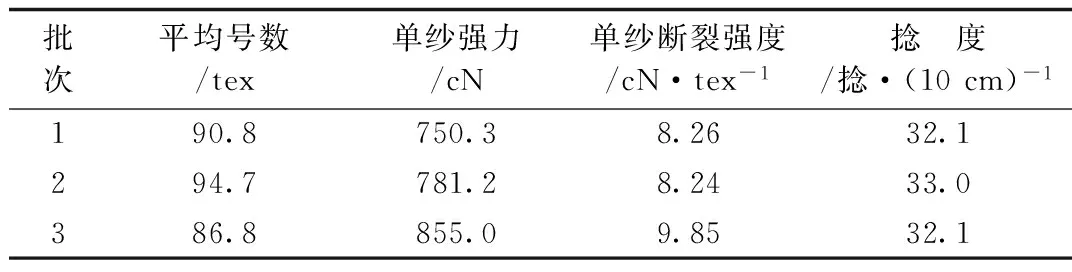
表4 各批次成纱指标

表5 批次1的指标
3.2 股线质量指标
用不锈钢纤维91tex单纱,在631捻线机上进行反向退捻加捻,制成91tex×2双股线,其主要质量指标如表6所示。

表6 股线质量指标
3.3 设备改造与产品
3.3.1 捻线导纱架
为了提高不锈钢纱线的质量,使纱线能定向,并减少摩擦进入到捻线机中,导纱是加捻前必不可少的重要环节,它能确保下一道捻纱工序的捻纱质量,为此对捻线导纱架改造。
两竖杆左右分立,导纱扁铁的两端设有轴杆,通过轴杆和定位套筒跨接在两竖杆上。导纱扁铁的一个侧面开有多个横向长孔,插纱杆的端部安置在横向长孔上,使插纱杆可以左右调节位置并固定在横向长孔上,插纱杆上插接有短纤纱。改造后直接采用细纱管纱并捻加捻,退绕纱可以根据喂入捻线位置调整,减少纱条与导纱元件的接触,减少摩擦,减少工序,节省大量的制造加工成本,提高了不锈钢纱线的质量。改造示意见图1。
3.3.2 后道织带产品使用情况
为跟踪不锈钢股线的质量,采用91tex×2线为纬纱,46.2tex涤纶高强长丝为经纱,按用户要求开发人字纹织带,生产过程中不锈钢纤维91tex×2与其他纤维纱线无明显差异,生产效率高,千米无断头,基本满足用户需要。

图1 导纱架改造
4 结论
根据不锈钢纤维的特点,成功纺制了3批91tex×2股线,分析和总结不锈钢纤维纺纱制线的工艺参数,在批量生产过程中采取的技术措施,以及后道使用跟踪。
(1)由于不锈钢纤维须条的抱合力差,摩擦因数大,容易脆断,在纺纱各工序加工过程中机前断头现象均较多,为了保证纺纱过程的顺利进行,并条、细纱采用低车速。
(2)由于纤维间不能充分抱合,捻度选择尤其重要,采取中捻度工艺,细纱捻系数在300~320间,以防
纤维脆断。
(3)纺纱中不锈钢纤维伸长率低,抗绕、抗弯性差,各工序采用大格局的工艺原则,保证成纱强力。
(4)在一定条件下,对各纺纱工序进行改造,减少工序,缩短工艺流程,对规模化生产和保证成纱品质有一定的作用。
(5)纺纱过程中,需使纱线能定向,并尽可能减少接触,减少摩擦,及时更换磨损件,在规模化生产中还需加强运转操作巡回。
[1] 庄小兰.不锈钢纤维纺制起绒纬纱的技术要点[J]. 棉纺织技术,2010,(3):48.
[2] 庄小兰.不锈钢纤维在人造革基布品种的开发应用[J].纺织科技进展,2010,(3):34.
[3] 孙玉钗, 程中浩, 张艳梅.纯不锈钢纤维的摩擦性能及其对编织送纱的影响[J].产业用纺织品, 2012,(2):10.
[4] 阴建华, 崔少英, 杜雪敏,等. 不锈钢纤维纯纺纱织物的电磁屏蔽性能探讨[J].棉纺织技术,2013,(1):18.
Yarn Spinning of Stainless Steel Fiber
ZHUANG Xiao-lan
(Xiamen Institute of Software Technology, Xiamen 361024, China)
91 tex×2 stainless steel fiber wire was woven using 304 stainless steel 8μm fiber. The principles of “low speed, moderate twist and large gauge” were selected according to the characteristic of friction coefficient and lack of cohesion between stainless steel fibers. A complete spinning technology and technical measures were formed to guide the large-scale production of stainless steel fiber.
stainless steel fiber; process technology; large-scale production
2015-05-12
庄小兰(1969-),副教授,主要从事教学科研工作,E-mail:zhuangxl@vip.sina.com。
TS
A
1673-0356(2015)04-0035-03