前牵伸区内纤维变速点分布对混纺纱成纱质量的影响
2021-09-06郭明华新金朱海荣缪正伟
郭明华 新金 朱海荣 缪正伟


摘要: 为探究细纱机前牵伸区内纤维的变速点分布与不同比例混纺纱线的成纱质量的关系,文章以纺R65/T35和T65/R35混纺纱在前区牵伸倍数为40、50、60为例,采用CCZ-X三罗拉双区牵伸细纱机进行实验,对比分析不同牵伸倍数下同一混纺纱纤维变速集中的位置,以及相同牵伸倍数下不同混纺纱的纤维变速集中的位置,从而探究牵伸区内纤维变速点分布对成纱质量的影响。结果表明,当牵伸倍数为50时,R65/T35和T65/R35在前牵伸区的纤维变速点更集中靠近前钳口,成纱条干更好;牵伸倍数为40倍时,T65/R35混纺纱的条干更优,牵伸倍数为50、60倍时,R65/T35混纺纱的条干更优。
关键词: 变速点分布;涤黏混纺纱;成纱质量;牵伸倍数;细纱;粗纱;前牵伸区
中图分类号: TS104.5
文献标志码: A
文章编号: 10017003(2021)08002805
引用页码: 081106
DOI: 10.3969/j.issn.1001-7003.2021.08.006(篇序)
Effect of fiber accelerated-point distribution in the front draft zone on the yarn quality of blended yarns
GUO Minghua1, LIU Xinjin1, ZHU Hairong2, MIAO Zhengwei2
(1.Key Laboratory of Eco-Textiles, Ministry of Education, Jiangnan University, Wuxi 214122, China;2.Jiangsu Haite Fashion Co., Ltd., Wuxi 214122, China)
Abstract: To investigate the relationship between the distribution of fiber accelerated points in the front draft zone of the spinning frame and the yarn quality of the blended yarns with different proportions, this paper conducts an experiment by taking spinning R65/T35 and T65/R35 blended yarns with 40, 50 and 60 draft multiple of front draft zone as examples, using CCZ-X three-roller double-zone drafting spinning frame. Through a comparative analysis of the same blended yarn fiber accelerated location under different drafting multiples and the concentrated position of the spinning fiber speed of different blended yarns is accelerated under the same draft ratio, this paper explores the influence of the fiber accelerated point distribution in the draft zone on the yarn quality. The results reveal that with 50 draft multiples of the front zone, the fiber accelerated point of both R65/T35 and T65/R35 are more intensively closer to the front jaw, and the yarn levelness is better; with 40 draft multiples of the front zone, the yearn levelness of T65/R35 blended yarn is better, with 50 or 60 draft multiples of the front zone, the yearn levelness of R65/T35 blended yarn is better.
Key words: accelerated point distribution; polyester and viscose blended yarn; yarn quality; draft multiple; spun yarn; rough yarn; front draft zone
收稿日期: 20210115;
修回日期: 20210712
基金項目:
作者简介: 郭明华(1997),女,硕士研究生,研究方向为新型纺纱技术。通信作者:刘新金,副教授,liuxinjin2006@163.com。
涤黏混纺纱在人们的日常生活中运用广泛,而要获得优良的涤黏混纺纱[1-3],需要研究纱线的性能等特点,以及纺纱工序对成纱质量的影响。细纱牵伸区中牵伸倍数、纤维性能、纤维数量及其变速点分布、摩擦力界等与纱线质量有关,其中纤维变速点的分布与纱线的质量有着密不可分的关系[4]。研究牵伸区中纤维变速点分布,对于细纱机牵伸机构中生产工艺参数的优化设计、牵伸区中纤维控制的加强都具有重要的经济意义和现实意义[5]。
目前,有学者采用粗纱截面染色法对牵伸区纤维进行追踪、基于抛物线密度函数族的浮游纤维变速规律用Montecarulo方法随机模拟、通过对牵伸区浮游纤维的受力分析用计算机技术模拟与仿真等研究纤维变速点分布[6]。本文采用等长切断称重法对牵伸区纤维变速点分布进行测试,提供一种新的思路,实验操作的可行性和准确性高。本文选用不同比例混纺的涤黏混纺粗纱进行不同牵伸倍数下细纱的纺制,通过对比牵伸区中不同牵伸倍数对同种纱线性能的影响、不同混纺纱线在同一牵伸倍数下的纤维变速点及成纱性能的影响,从而更好地了解牵伸区中纤维变速点与成纱质量的关系,提高纱线品质。
1 涤纶、黏胶纱线性能及其混纺纱优势
不同的纤维原料在牵伸过程中的差异很大,本实验采用涤纶与黏胶为原料,两者具有较大的强度与刚度的差异,在其他性能方面也有较大差异,探讨不同的涤纶黏胶混纺比例在牵伸中的差异选出最優方案很有必要。
涤黏混纺是一种互补性强的混纺,不仅有棉型、毛型,还有中长型。涤纶纤维强度高,短纤维强度为2.6~5.7 cN/dtex,高强力纤维为5.6~8.0 cN/dtex[7]。涤纶纤维最大的优点是抗皱性及保形性很好,是三大合成纤维中工艺最简单的一种,价格也相对比较便宜,其次它有弹性好、结实耐用、耐腐蚀、挺括、不易变形、绝缘、易洗快干等特点,性能优良。黏胶短纤是最早投入工业化生产的化学纤维之一,在一般大气条件下,回潮率为13%左右,吸湿后显著膨胀,直径增加可达50%。由于吸湿性好、可纺性优良,常与棉、毛或各种合成纤维混纺、交织用于各类服装及装饰用纺织品[8]。
当涤纶黏胶混纺后,这种混纺纱线形成的织物能保持涤纶的抗皱、坚牢、尺寸稳定,可洗可穿性强的特点。这两种纤维的结合,改善了织物的透气性,提高了抗熔孔性,降低了织物的起毛起球性和抗静电现象[9]。这类混纺织物的特点是织物平整光洁、毛型感强、色彩鲜艳、手感弹性好、吸湿性好,因此良好的涤黏混纺纱线在生产应用中十分重要。
2 实 验
2.1 仪器与材料
采用CCZ-X多功能细纱机(无锡市恒久电器技术有限公司)进行实验,将定重5.50 g/10 m的R65/T35混纺粗纱和定重544 g/10 m的T65/R35混纺粗纱(江苏仪征金鹰纺织有限公司)分别在细纱机前牵伸区倍数为40、50、60倍时纺制细纱。采用USTER@TESTER 5条干测试仪(乌斯特技术有限公司)测试混纺纱的条干,XL-2纱线强伸度仪(上海新纤仪器有限公司)测试混纺纱的强力,YG173A型纱线毛羽测试仪(苏州长风纺织机电科技有限公司)测试混纺纱的毛羽。混纺纱的测试温度22 ℃,相对湿度66%,测试前将混纺纱放在该条件下平衡24 h以上。
2.2 实验方案与数据处理
2.2.1 实验方案
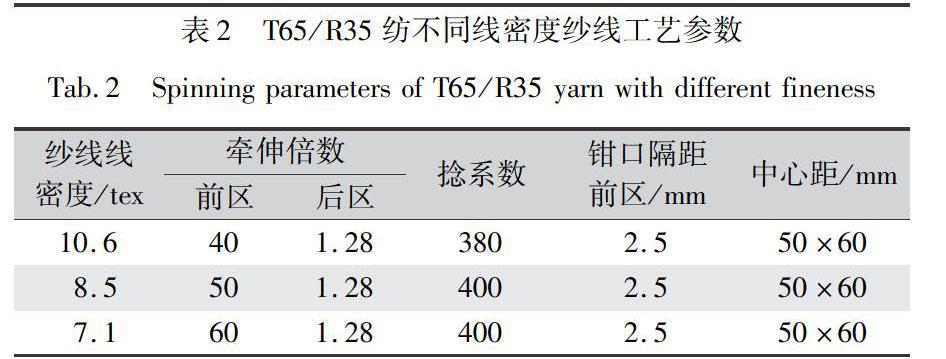
在粗纱定量、后区牵伸倍数、罗拉隔距等参数一定的条件下,对定重5.50 g/10 m的R65/T35混纺粗纱和定重5.44 g/10 m的T65/R35混纺粗纱,分别在CCZ-X三罗拉双区牵伸细纱机前牵伸区倍数为40、50、60倍时进行纺纱。采用等长切断称重法[10]得到这六种纱线在牵伸区内的纤维质量分布表,然后做出纤维在牵伸区内质量变化折线图,用质量变化表征牵伸区内纤维变速点的分布,从而分析牵伸区内纤维变速点的位置。对比分析不同牵伸倍数下同一混纺纱纤维变速集中的位置,以及相同牵伸倍数下,不同混纺纱的纤维变速集中的位置,根据测试所得成纱质量分析前牵伸区内纤维变速点分布对成纱质量的影响。采用CCZ-X三罗拉双区牵伸细纱机纺制R65/T35混纺纱的工艺参数如表1所示,纺制T65/R35混纺粗纱的工艺参数如表2所示。
2.2.2 数据处理
由于纤维牵伸过程是纤维须条变细,须条截面内纤维变少的过程,而在这一过程中须条内的纤维发生了变速,因此纤维质量变化可用于表征纤维变速点分布。用等长切断称重法对牵伸区中的须条进行切断称重得到纤维质量分布表后,将须条每5 mm切断称重得到数值,跟前一段数值做差值得到纤维质量变化值。对数据处理完成后绘图得到纤维质量变化折线图,对比分析同一纱线在不同牵伸倍数下的纤维变速点分布差异,以及不同纱线在相同牵伸倍数下的纤维变速点分布差异。
2.3 实验结果
2.3.1 R65/T35在前牵伸区倍数分别为40、50、60时纺纱
图1为使用CCZ-X三罗拉双区牵伸细纱机在前牵伸区倍数为40时R65/T35混纺粗纱纺制10.7 tex细纱的前牵伸区纤维质量变化折线图。
由图1可以看出,在前牵伸区倍数为40时,R65/T35混纺纱纤维在前牵伸区内的变速点在靠近中罗拉钳口线2 cm处,即距前罗拉钳口线3 cm处变速集中。
图2为使用CCZ-X三罗拉双区牵伸细纱机在前牵伸区倍数为50时R65/T35混纺粗纱纺制8.6 tex细纱的前牵伸区纤维质量变化折线图。
由图2可以看出,在前牵伸区倍数为50时,R65/T35混纺纱纤维在前牵伸区内的变速点在靠近中罗拉钳口线2.5 cm处,即距前罗拉钳口线2.5 cm处变速集中。
图3为使用CCZ-X三罗拉双区牵伸细纱机在前牵伸区倍数为60时R65/T35混纺粗纱纺制7.2 tex细纱的前牵伸区纤维质量变化折线图。
由图3可以看出,在前牵伸区倍数为60时,R65/T35混纺纱纤维在前牵伸区内的变速点在靠近中罗拉钳口线2 cm处,即距前罗拉钳口线3 cm处变速集中。
2.3.2 T65/R35在前牵伸区倍数为40、50、60时纺纱
图4为使用CCZ-X三罗拉双区牵伸细纱机在前牵伸区倍数为40时T65/R35混纺粗纱纺制10.6 tex细纱的前牵伸区纤维质量变化折线图。
由图4可以看出,在前牵伸区倍数为40时,T65/R35混纺纱纤维在前牵伸区内的变速点在靠近中罗拉钳口线2 cm处,即距前罗拉钳口线3 cm处变速集中。
图5为使用CCZ-X三罗拉双区牵伸细纱机在前牵伸区倍数为50时T65/R35混纺粗纱纺制8.5 tex细纱的前牵伸区纤维质量变化折线图。
由图5可以看出,在前牵伸区倍数为50时,T65/R35混纺纱纤维在前牵伸区内的变速点在靠近中罗拉钳口线2.5 cm处,即距前罗拉钳口线2.5 cm处变速集中。
图6为使用CCZ-X三罗拉双区牵伸细纱机在前牵伸区倍数为60时T65/R35混纺粗纱纺制7.1 tex细纱的前牵伸区纤维质量变化折线图。
由图6可以看出,在前牵伸区倍数为60时,T65/R35混纺纱纤维在前牵伸区内的变速点在靠近中罗拉钳口线2 cm处,即距前罗拉钳口线3 cm处变速集中。
2.3.3 T65/R35和R65/T35的集中度
為更直观地表示纤维变速点集中程度,提出如下式:
n=mM(1)
式中:n为纤维变速点集中度,m为纤维质量变化最大值,M为纤维质量变化值总和。
记须条到中罗拉钳口线距离5 mm处的纤维质量变化值为m1,依次类推45 mm处为m9,纤维质量变化如表3所示。
表3呈现了R65/T35混纺纱、T65/R35混纺纱在牵伸倍数为40、50、60下的纤维变速点集中程度,R65/T35混纺纱在牵伸倍数60时纤维变速点最集中,T65/R35混纺纱在牵伸倍数为50时纤维变速点最集中。纤维变速点越集中,纱线条干越均匀,成纱质量越好。
2.4 纱线性能
通过采用USTER@TESTER 5条干测试仪测试混纺纱的条干,XL-2纱线强伸度仪测试混纺纱的强力,YG173A型纱线毛羽测试仪测试混纺纱的毛羽。实验中不同线密度的R65/T35混纺纱的性能如表4所示,不同线密度的T65/R35混纺纱的性能如表5所示。
2.5 实验结果分析
由图1—图6可以看出,牵伸倍数为40倍时,R65/T35和T65/R35混纺纱的纤维变速点均在靠近前钳口3 cm处;牵伸倍数为50倍时,R65/T35和T65/R35混纺纱的纤维变速点均在靠近前钳口2.5 cm处;牵伸倍数为60倍时,R65/T35和T65/R35混纺纱的纤维变速点均在靠近前钳口3 cm处。故不同牵伸倍数下,R65/T35和T65/R35两种不同比例混纺纱的纤维变速点均在前牵伸倍数为50倍时更集中靠近前钳口。由表4和表5可以看出,不同的牵伸倍数下,R65/T35和T65/R35两种不同比例的混纺纱在牵伸倍数为50时,成纱条干更优。相同的牵伸倍数下,牵伸倍数为40时,T65/R35混纺纱的条干CV值更小,纱线的粗细节、毛羽更少,纱线强力更高,纱线条干更优;牵伸倍数为50倍时,R65/T35混纺纱的粗细节、毛羽相对较少,条干更优,但断裂强力低于T65/R35混纺纱;牵伸倍数为60倍时,R65/T35混纺纱的粗细节、棉结更少,成纱条干更优,但断裂强力低于T65/R35混纺纱。
由此分析,随着牵伸倍数的增加,纤维须条在牵伸区内前钳口处输出的纤维数量更少,其厚度和宽度均有减小,因此摩擦力界分布的长度减小,须条面积上的压力增大,故前钳口对纤维须条的握持力增大,纤维之间的抱合力增大,导致纤维变速点集中位置更靠近前钳口,纤维条干更均匀。然而,随着牵伸倍数的继续增大,变速点分布的离散性增大,T65/R35混纺纱随着牵伸倍数增大,纤维变速点的集中度没有在牵伸倍数50倍时好,这表明纤维变速点不集中。变速点不稳定,纤维头端变速位置变动范围增大,前牵伸区的纤维间抱合力减弱,须条结构松散,不能配合前区形成稳定的摩擦力界,故成纱条干不匀增加。R65/T35混纺纱随着牵伸倍数的增大,变速点的集中度越大。
3 结 论
本文对CCZ-X细纱机纺制R65/T35和T65/R35两种不同比例的混纺纱,在前牵伸区倍数为40、50、60时的纤维变速点分布和纱线性能进行测试分析。当牵伸倍数为50倍时,R65/T35和T65/R35混纺纱的纤维变速点均在靠近前钳口25 cm处变速点集中,成纱条干更优。相同的牵伸倍数下,牵伸倍数为40时,T65/R35混纺纱条干更优;牵伸倍数为50、60倍时,R65/T35混纺纱的条干质量优于T65/R35混纺纱。因此,综合分析得出以下结论:同样的牵伸倍数下,不同的混纺纱的成纱质量有一定的差异,随着牵伸倍数的增大,R65/T35混纺纱的条干质量更优;牵伸倍数分别为40、50、60时,在前牵伸区倍数为50倍时,纤维的变速点分布更靠近前钳口,变速位置更集中,纱线的条干均匀度更好。
参考文献:
[1]郝立军, NEIGIS B. 涤纶/粘胶混纺纱合股捻线的物理性能[J]. 上海丝绸, 2000(4): 8-11.
HAO Lijun, NEIGIS B. Physical properties of polyester/viscose blended yarn plied and twisted yarn[J]. Shanghai Silk, 2000(4): 8-11.
[2]李艳, 张得昆, 蔡鑫. 三维卷曲中空涤纶/粘胶纤维填充料的制备[J]. 纺织科学与工程学报, 2020, 37(3): 10-13.
LI Yan, ZHANG Dekun, CAI Xin. Preparation of three dimensional crimp hollow polyester/viscose fiber filler[J]. Journal of Textile Science and Engineering, 2020, 37(3): 10-13.
[3]周文刚, 代军. 涤纶与粘胶混纺针织纱细节的分析与控制[J]. 纺织科技进展, 2009(6): 37-39.
ZHOU Wengang, DAI Jun. The analysis and controiment of snicks on the blended knitting yarn of polyester and viscose fiber[J]. Progress in Textile Science and Technology, 2009(6): 37-39.
[4]刘璐, 李娟, 贺文慧, 等. 超大牵伸纺纱中的纤维牵伸力分析[J]. 上海纺织科技, 2018, 46(2): 4-6.
LIU Lu, LI Juan, HE Wenhui, et al. Analysis of drafting force of fibers in super high draft spinning[J]. Shanghai Textile Science & Technology, 2018, 46(2): 4-6.
[5]曲华洋, 谢春萍, 刘新金, 等. 超大牵伸条件下前牵伸区内纤维变速点分布对成纱质量的影响[J]. 上海纺织科技, 2017, 45(5): 38-41.
QU Huayang, XIE Chunping, LIU Xinjin, et al. Effect of fibers accelerated-point distribution of front draft zone on yarn quality on the super high draft spinning frame[J]. Shanghai Textile Science & Technology, 2017, 45(5): 38-41.
[6]李瑛慧, 谢春萍, 刘新金. 基于纤维变速点分布实验的成纱条干不匀研究[J]. 纺织学报, 2016, 37(8): 32-36.
LI Yinghui, XIE Chunping, LIU Xinjin. Study on yarn unevenness based on experiment of fibers accelerated-point distribution[J]. Journal of Textile Research, 2016, 37(8): 32-36.
[7]胡碧玉. 涤纶与粘胶混纺纱喷气涡流纺工艺及其对成纱性能和结构的影响[D]. 上海: 東华大学, 2011.
HU Biyu. The Study of Mvs Spinning for Polyester/Viscose Blended Yarn and the Influence of Paramenters on Yarn Propertises and Structure[D]. Shanghai: Donghua University, 2011.
[8]邵萌, 张孟洋. 粘胶纤维织物抗菌整理的研究[J]. 中国纤检, 2020(10): 124-127.
SHAO Meng, ZHANG Mengyang. Study on the antibacterial finishing of viscose fiber fabric[J]. China Fiber Inspection, 2020(10): 124-127.
[9]王关林, 谢光银, 余灵婕, 等. 织物结构对吸湿快干涤纶/粘胶织物性能影响研究[J]. 浙江纺织服装职业技术学院学报, 2021, 20(1): 1-6.
WANG Guanlin, XIE Guangyin, YU Lingjie, et al. Study on the influence of fabric structure on the properties of hygroscopic and quick-drying polyester/viscose fabrics[J]. Journal of Zhejiang Fashion Institute of Technology, 2021, 20(1): 1-6.
[10]张晓娟, 徐伯俊, 刘新金. 采用多项式拟合的细纱机双区与三区牵伸纤维分布对比[J]. 纺织学报, 2016, 37(4): 38-42.
ZHANG Xiaojuan, XU Bojun, LIU Xinjin. Fiber distribution comparison of two draft zones ring spinning machine and three draft zones ring spinning machine based on polynomial fitting[J]. Journal of Textile Research, 2016, 37(4): 38-42.
