规约协议并行法在温压补偿系统上的实现与应用
2015-03-11ImplementationandApplicationoftheParallelMethodBasedonSpecificationandProtocolonTemperaturePressureCompensationSystem
Implementation and Application of the Parallel Method Based on Specification and Protocol on Temperature & Pressure Compensation System
何 艳1 张 宇2 胡3 艾 军2
(重庆医药高等专科学校1,重庆 400030;
重庆川仪自动化股份有限公司2,重庆 401121;重庆邮电大学移通学院3,重庆 401571)
规约协议并行法在温压补偿系统上的实现与应用
Implementation and Application of the Parallel Method Based on Specification and Protocol on Temperature & Pressure Compensation System

(重庆医药高等专科学校1,重庆400030;
重庆川仪自动化股份有限公司2,重庆401121;重庆邮电大学移通学院3,重庆401571)
摘要:现存压力变送器传感器温压补偿采用点对点式的串行温压补偿法,该方法存在温压补偿耗时长、单位时间内产品产能低、标定流程中设备能耗损耗高以及温压补偿设备的维护和维修成本高等缺陷。考虑不改变现有设备平台和开发平台,提出一种以HART总线为基础,采用自拟规约协议的并行法应用于压变温补系统中,实现待补偿压力传感器的压力、温度和电流标定的同步并行采样。实际的研发与应用验证了规约协议并行法能够有效地解决串行温压补偿方法中存在的诸多问题。 是现代科技论文的必要附加部分,只有极短的文章才能省略。它是帮助读者从浩瀚的信息海洋中能较快、较准地找到他们所需要的科技信息的一种有效工具。摘要一般置于作者及其工作单位之后、关键词之前。
关键词:压力变送器温压补偿HART总线规约协议并行法
Abstract:Existing temperature and pressure compensation use point to point serial method for pressure transmitters, this method features the defects of time consuming, low product capacity in unit time, high energy consumption of equipment in calibration process, and high maintenance costs of the temperature and pressure compensation devices, etc., on the basis of HART bus and keeping existing equipment platform and development platform unchanged, the parallel method using self-draw specification protocol is proposed to be applied in the temperature and pressure compensation system, to implement synchronous parallel sampling for pressure, temperature and calibration current of the pressure transducer to be compensated. Practical R&D and application verify this parallel method can effectively solve many problems existing in serial temperature and pressure compensation method.
Keywords:Pressure transmitterTemperature and pressure compensationHART busSpecification protocolParallel method
0引言
随着压力变送器产品系列的不断增加,产品投放市场的份额越来越大,如果不改变现有的生产模式,则产品的产量就不能够满足工业自动化市场客户的需求。单从扩大生产线的方式来解决产品的产能问题是不科学的,问题的关键在于寻求一种方式或方法来取代现有的点对点式的串行温压补偿方式[1]。因为这种温压补偿方式在压力变送器生产的过程中存在温压补偿耗时长,单位时间产能低,标定流程中设备能耗高和维护、维修成本高等问题。针对串行温压补偿方法存在的缺点,提出一种以HART总线[2]为基础的规约协议并行法,并将此方法应用在压力变送器温压补偿生产系统上。经过大量生产试验与测试,得出该方法在实际的生产中减少了温压补偿的时间,提高了产品单位时间的产能,降低了温压补偿设备的折旧率和维护、维修成本,有效地解决了串行温压补偿方法中存在的问题。
1规约协议并行法实现的总体方案
利用现有的研究与开发平台,并且在不改变现有压力变送器温压补偿系统中的任何设备平台和硬件平台的前提下,实现规约协议并行法在压力变送器温压补偿系统中的应用。图1为一个整套完备的压力变送器温压补偿系统框图。
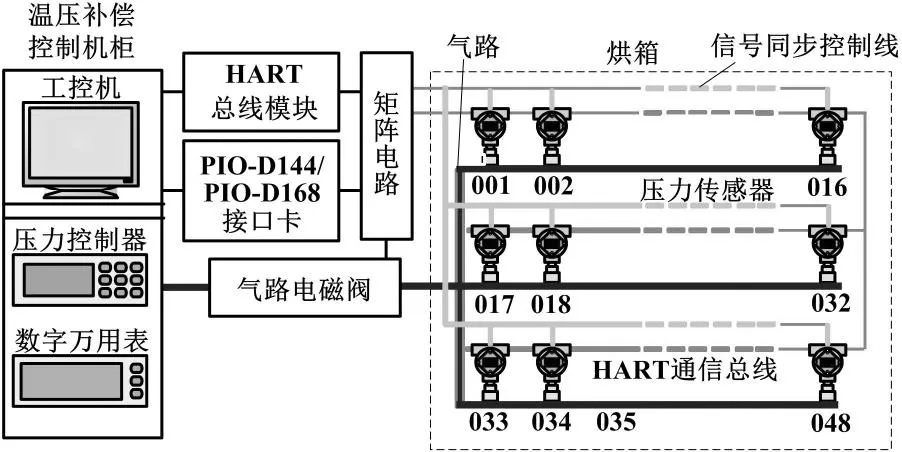
图1 温压补偿系统控制框图
规约协议并行法的温压补偿系统主要由控制主站、标定设备、控制总线、温压补偿工位矩阵电路、补偿主控电路和气路装置6部分组成。
① 控制主站
压力变送器传感器温压补偿系统中的工控机部分是该系统的核心。安装在工控机上的自动温压补偿软件通过HART总线实现对在线待补偿压力传感器的压力、温度和电流标定采样[3-4],以及相关内部参数、温压补偿修正系数的读写操作;在压力传感器温压补偿生产流程中,通过GPIB总线[5-7]实现对压力控制器RUSKA 7250和数字万用表Agilent 34401A的操作控制;通过PCI总线驱动控制PIO-D144/D168接口卡,输出168路的数字I/O,实现对矩阵电路控制,完成HART总线型工位电路的切换和压力传感器标定气路的选择;通过RS- 485总线实现对高低温烘箱控温操作[8]。
② 标定设备
标定设备主要是压力控制器RUSKA 7250、数字万用表Agilent 34401A和高低温烘箱。其中压力控制器RUSKA 7250是压力传感器温压补偿生产流程中压力标定的控压设备,数字万用表Agilent 34401A是4~20 mA输出检测设备,高低温烘箱是压力传感器的温度标定设备。
③ 控制总线
压力变送器温压补偿系统中的控制总线有HART总线、GPIB总线、PCI总线和RS-485总线4种,是控制主站实现对温压补偿系统中相关设备及电路操作控制的基础。
④ 温压补偿工位矩阵电路
该部分是由PCI总线驱动控制PIO-D144/D168接口卡输出168路数字I/O进行阵列组合设计的电路,其功能是控制主站通过PCI总线控制,实现烘箱内在线待补偿压力传感器间HART总线的选通、规约协议并行同步采样时钟控制线的操控和温压补偿气路的切换。
⑤ 补偿主控电路
该部分电路主要是接收解析来自温压补偿系统主站的协议帧,依据协议帧指令完成当前工位压力传感器的压力标定、温度标定和电流标定的采样、线性修正系数的读写等功能。
⑥ 气路装置
该部分主要由气路管道、传感器安装夹具和基架组成。气路管道是气源通过压力控制器输出恒定压力至压力传感器的输出通道。传感器安装夹具是压力传感器与气路的连接部分,主要完成气路管道与压力传感器之间的密封性。
运用上述压变温补系统中现有完备的6个部分,只需修改系统软件的温压补偿流程和补偿系统主站与补偿主控电路之间的通信总线协议,即可实现规约协议并行法在压变温补系统上应用及推广。
2规约协议并行法及协议帧原理
为了能够更清楚、透彻地理解基于HART总线的自拟规约协议并行法在压变温补系统上应用的优势,首先要研究一下串行温压补偿方法在压变温补系统上的实现流程。所谓的串行温压补偿方法就是点对点式的温压补偿,在进行压力变送器温压补偿线性修正的生产流程中,当进行压力、温度和电流标定时,在线待温压补偿的压力传感器在同一时刻只能有一台压力传感器与主站控制系统软件进行标定的通信控制,其余压力传感器处于闲置等待状态。这种闲置等待状态势必会使整套温压补偿系统中的高低温烘箱、压力控制器和数字万用表等设备,以及在线等待标定的压力传感器处于耗能且无效的工作状态。图2为压力标定点的串行温压补偿法时序图。
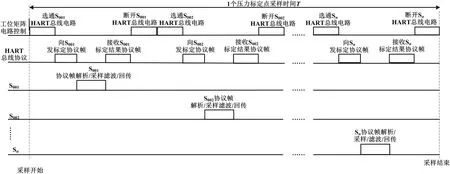
图2 串行温压补偿法时序图
依据图2所示,当在线待温压补偿的压力传感器满足压力标定条件时,具体时序流程[9]如下。
① 主站通过PCI总线驱动控制工位矩阵电路,选通在线待温压补偿传感器工位1处的HART总线,其他工位HART总线断开。
② 主站通过HART总线向工位1处的压力传感器发送当前恒压下的压力标定协议帧,并等待工位1处压力传感器的响应帧。
③ 工位1处的压力传感器解析主站发来的协议帧,并依据协议内容进行压力采样、滤波,结果回传主站。
④ 主站通过HART总线接收工位1处压力传感器的压力标定结果,并将结果存储至系统数据库。
⑤ 完成工位1处压力传感器的压力标定,主站通过PCI总线驱动控制工位矩阵电路断开工位1处的HART 总线。
⑥ 重复步骤①~⑤,完成当前压力标定下其他压力传感器的压力标定采样。
由上述串行温压补偿法可知,在进行一台压力传感器压力标定采样时,其他在线的压力传感器是处于闲置状态的。这不仅浪费时间,而且在产品产能和产品生产成本上也是一种无形的浪费。如果在线的所有
压力传感器能在同一时刻同时进行压力标定采样,不仅将缩短产品的生产时间,而且在产品产能、产品生产成本以及设备损耗等方面具有较好的效益。图3为压力标定补偿点规约协议并行法的时序图。规约协议并行法采用的是自拟协议,其协议命令帧和协议响应帧格式分别如图4、图5所示。
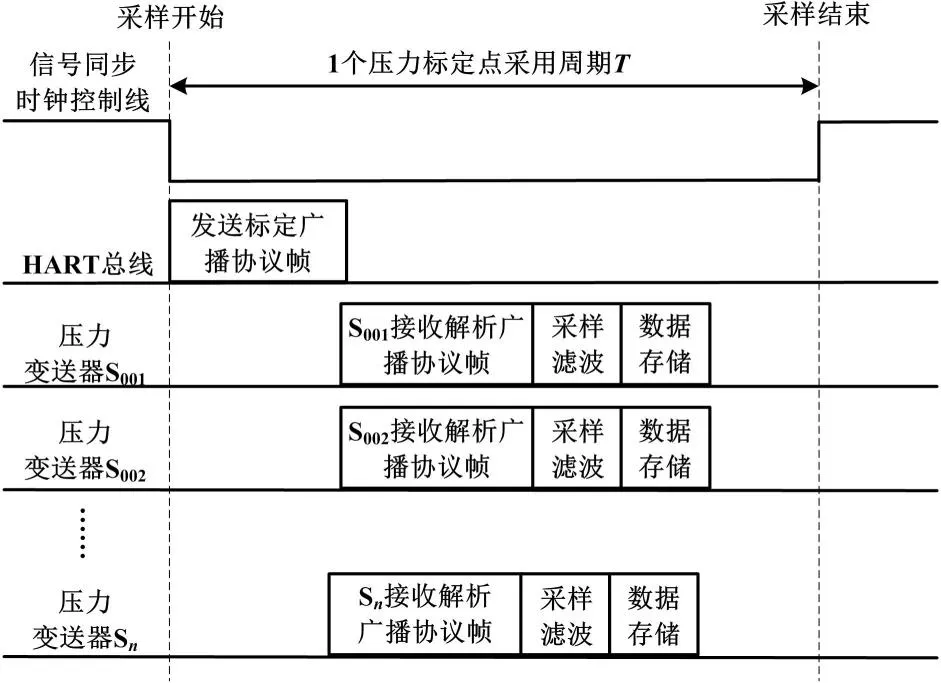
图3 规约协议并行法时序图
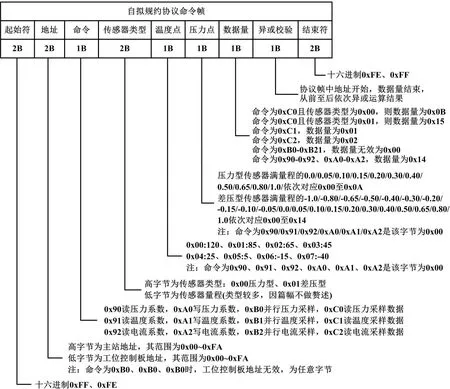
图4 自拟规约协议命令帧
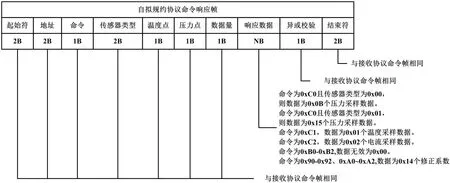
图5 协议命令响应帧
依据图3所示,当在线待温压补偿的压力传感器满足压力标定条件时,规约协议并行法完成一个压力标定采样点时序流程如下。
① 主站通过PCI总线驱动控制矩阵电路,选通在线所有工位的HART总线。
② 主站通过PCI总线驱动控制PIO数字I/O,将规约协议并行法中信号同步时钟控制线由高置低,在线所有待温压补偿传感器在时钟下降沿或低电平时准备接收压力标定采样协议。
③ 主站通过HART总线向在线所有待温压补偿传感器发送当前压力标定点的广播协议帧。
④ 在线所有待温压补偿传感器监听主站广播压力标定采样协议帧,然后进行当前压力标定点的并行压力标定采样、滤波及数据存储。
⑤ 主站通过PCI总线驱动控制PIO数字I/O,将信号同步时钟控制线由低置高,从而终止当前压力标定。
对比分析规约协议并行法与串行温压补偿法的时序图和温压补偿流程,规约协议并行法不仅操控简单、生产实用,而且在线所有待温压补偿的压力传感器,采用规约协议并行法进行一个压力标定采样的时间周期,与串行温压补偿法进行单台、单个压力标定采样的时间周期相同。
3 规约协议并行法的软件实现流程
压力变送器传感器在出厂前都要进行一次全温区的温压补偿标定[13-14],并在全温区内选取8个温度补偿点,分别为120 ℃、85 ℃、65 ℃、45 ℃、25 ℃、5 ℃、-15 ℃、-40 ℃。同时,在每一个温度点下还要进行压力的标定。对于压力型的传感器,通常选取11个补偿标定修正点,分别为待补偿压力传感器满量程的0.0、0.05、0.1、0.15、0.2、0.3、0.4、0.5、0.65、0.8和1.0。对于差压型的传感器,通常选取21个补偿标定修正点,分别为待补偿压力传感器满量程的-1.0、-0.8、-0.65、-0.5、-0.4、-0.3、-0.2、-0.15、-0.1、-0.05、0.0、0.05、0.1、0.15、0.2、0.3、0.4、0.5、0.65、0.8和1.0。
依据上述给定的温度和压力补偿标定条件,采用规约协议并行法进行压力型传感器温压补偿实现的具体步骤如下。
① 温压补偿软件通过RS-485总线控制设置烘箱温度为第1个温度补偿点120 ℃。
② 温压补偿软件进行120 ℃的恒温延时,并实时监测烘箱内部的在线待补偿传感器的温度是否达到或接近120 ℃。当温度达到或接近120 ℃并处于恒温稳定状态时,则进行当前温度点下的压力标定。
③ 温压补偿系统软件通过GPIB控制总线控制压力控制器,使压力的输出值为待补偿压力传感器的第1个压力补偿标定点(满量程的0.0)。当气路管道和压力传感器容室内的气体压力与压力控制器输出的气体压力相等且处于恒压稳定状态时,则进行当前压力标定点的压力标定采样。
④ 温压补偿系统软件通过PCI总线驱动控制PIO数字I/O电路,将标定采样的信号同步时钟控制线由高置低,同时将HART总线与在线所有待温压补偿传感器的HART总线接通,然后进行毫秒级延时,发送规约协议并行法中并行压力采样协议帧。
⑤ 并行压力采样延时12 s(生产经验值),并将标定采样的信号同步时钟控制线由低置高,完成在线所有压力传感器的压力、温度和电流的标定采样及结果数据数据存储。
⑥ 重复步骤④~⑤,完成120 ℃补偿温度下其他标定点的压力采样(在线待补偿压力型传感器满量程的0.05、0.1、0.15、0.2、0.3、0.4、0.5、0.65、0.8、1.0)。
⑦ 温压补偿系统软件通过HART总线,根据从前至后的顺序,依次将在线压力传感器的温压补偿标定数据读回,并将数据存储至主站系统数据库中。
⑧ 重复步骤①~⑦,完成其他温度补偿点的压力标定(85 ℃、65 ℃、45 ℃、25 ℃、5 ℃、-15 ℃、-40 ℃)。
⑨ 进行在线压力传感器的线性修正计算,并将线性修正系数通过HART总线写入至对应压力传感器的非易失性存储器内,同时将线性修正系数等数据进行保存备份。
⑩ 温压补偿系统软件完成压力传感器的温压补偿,报告生产用户。
图6为规约协议并行法在压变温补系统上软件的实现流程。
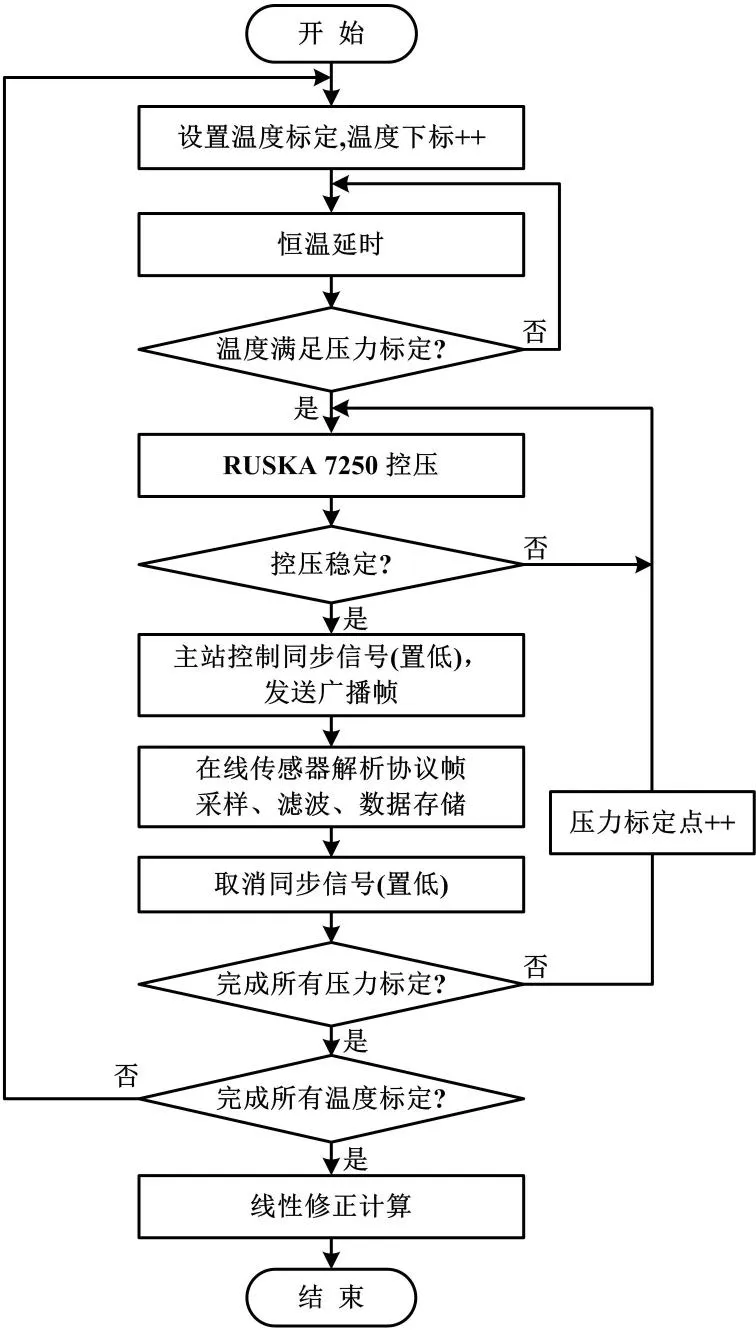
图6 规约协议并行法的软件流程图
4规约协议并行法的工程实例与对比分析
规约协议并行法进行单批次压变传感器温补所需的总时间:

(1)
式中:TB_Tot为整批次压力传感器温压补偿总时间,min;TB_Oven为单个温度补偿点下烘箱升降温时间,min;TB_Pre为单个压力标定点下的控压时间,min;TB_Samp为信号同步采样滤波周期,min;NB_PNum为每个温度补偿点下的压力标定数量;NB_TNum为温度补偿选取的温度点的数量。
采用规约协议并行法进行压力传感器温压补偿后,单台传感器的生产时间:
(2)
式中:NB_SNum为在线温压补偿传感器的数量。
串行温压补偿方法进行单批次压力变送器传感器温压补偿所需的总时间:
NΔP_num]NΔT_num
(3)
式中:TΔTot为整批次压力传感器温压补偿总时间,min;TΔOven为单个温度补偿点下烘箱升降温时间,min;TΔPre为单个压力标定点下的控压时间,min;TΔSamp为单台传感器压力标定的采样滤波周期,min;NΔS_num为在线温度补偿压力变送器传感器的数量;NΔP_num为每个温度补偿点下的压力标定数量;NΔT_num为温度补偿选取的温度点的数量。
采用串行温压补偿法进行压力传感器温压补偿后,单台传感器的生产时间:
(4)
在实际的压力变送器传感器温压补偿生产中,采用规约协议并行法与采用串行温压补偿法存在4种应用对比。
① 最小压力型传感器的温压补偿系统
该系统只进行压力型传感器的温压补偿生产,不论是采用规约协议并行法,还是采用串行温压补偿法,其中单个温度补偿点下烘箱升降温时间TΔOven=TB_Oven=150 min;单个压力标定点下的控压时间TΔPre=TB_Pre=1.2 min。规约协议并行法中信号同步采样滤波周期与串行温压补偿法中单台传感器压力标定的采样滤波周期完全相同,即TΔSamp=TB_Samp=0.2 min。系统内所能容纳压力型传感器的最大数量NB_SNum=NΔS_num=32台;每个温度补偿点下的压力标定数量NB_PNum=NΔP_num=11;温度补偿选取的温度点的数量NB_TNum=NΔT_num=8。
在最小压力型传感器的温压补偿系统中,采用规约协议并行法进行单批次压力传感器温压补偿生产总时间和单台压力传感器的生产时间:
TB_Tot=[150+(1.2+0.2) ×11]×8=1 323.2 min
TB_Unit=1 323.2/32=41.35 min
串行温压补偿法在该系统上进行单批次压力传感器温压补偿生产总时间和单台生产时间:
TΔTot=[150+(1.2+0.2×32) ×11]×8=1 868.8 min
TΔUnit=1 868.8/32=58.4 min
与应用串行温压补偿法相比,在最小压力型传感器温压补偿系统上应用规约协议并行法,可使温压补偿系统在单位时间对压力变送器产品的产能提高TΔUnit/TB_Unit=58.4/41.35≈1.412倍。
② 最小差压型传感器的温压补偿系统
与最小压力型传感器的温压补偿系统相比,该系统只是待补偿传感器的类型发生了变化,即在每个温度补偿点下的压力标定选取点数增加近一倍,所以NB_PNum=NΔP_num=21,其他参数无变化。在最小差压型传感器的温压补偿系统中,采用规约协议并行法进行单批次温压补偿生产总时间和单台生产时间:
TB_Tot=[150+(1.2+0.2)×21]×8=1 435.2 min
TB_Unit=1 435.2/32=44.85 min
在最小差压型传感器的温压补偿系统中,采用串行温压补偿法进行单批次差压传感器温压补偿生产总时间和单台生产时间:
TΔTot=[150+(1.2+0.2×32)×21]×8=2 476.8 min
TΔUnit=2 476.8/32=77.4 min
与应用串行温压补偿法相比,在最小差压型传感器温压补偿系统上应用规约协议并行法,可使温压补偿系统在单位时间对压力变送器产品的产能提高TΔUnit/TB_Unit=77.4/44.85≈1.725 8倍。
③ 最大压力型传感器的温压补偿系统
与最小压力型传感器的温压补偿系统相比,除了系统所能容纳压力型传感器的数量发生变化外,即NB_SNum=NΔS_num=128台,其他的参数无变化。在最大压力型传感器的温压补偿系统中,采用规约协议并行法进行单批次温压补偿生产总时间和单台生产时间:
TB_Tot=[150+(1.2+0.2)×11]×8=1 323.2 min
TB_Unit=1 323.2/128=10.337 5 min
同理,串行温压补偿法在最大压力型传感器的温压补偿系统上进行单批次温压补偿生产总时间和单台生产时间:
TΔTot=[150+(1.2+0.2×128)×11]×8=3 558.4 min
TΔUnit=3 558.4/128=27.8 min
与应用串行温压补偿法相比,在最大压力型传感器温压补偿系统上应用规约协议并行法,可使温压补偿系统在单位时间对压力变送器产品的产能提高TΔUnit/TB_Unit=27.8/10.3375≈2.689倍。
④ 最大差压型传感器的温压补偿系统
与最小型的差压型传感器的温压补偿系统相比,除了系统所能容纳差压型传感器的数量和每个温度补偿点下的压力标定点数量发生变化外,即NB_SNum=NΔS_num=128台,NB_PNum=NΔP_num=21,其他参数无变化。在最大型的差压型传感器的温压补偿系统中,采用规约协议并行法进行单批次温压补偿生产总时间和单台生产时间:
TB_Tot=[150+(1.2+0.2)×21]×8=1 435.2 min
TB_Unit=1 435.2/128=11.212 5 min
同理,串行温压补偿法在最大差压型传感器的温压补偿系统上进行单批次温压补偿生产总时间和单台生产时间:
TΔTot=[150+(1.2+0.2×128)×21]×8=5 702.4 min
TΔUnit=5 702.4/128=44.55 min
与应用串行温压补偿法相比,在最大差压型传感器温压补偿系统上应用规约协议并行法,可使温压补偿系统在单位时间对压力变送器产品的产能提高TΔUnit/TB_Unit=44.55/11.212 5≈3.973倍。
表1为规约协议并行法和串行温压补偿法的工程实例对比分析表。
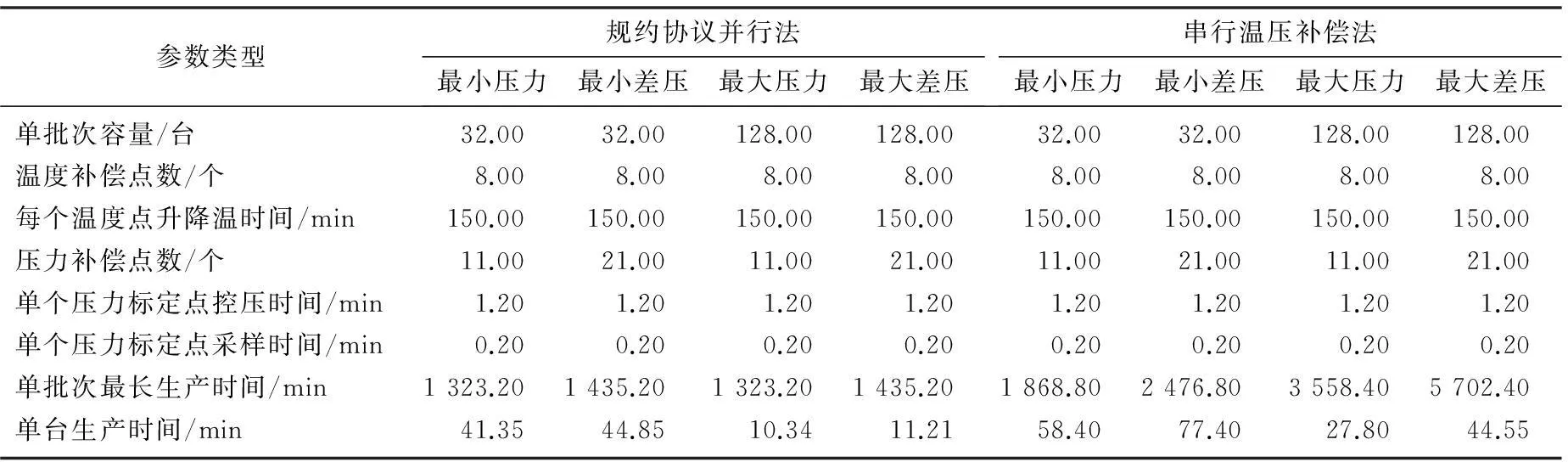
表1 两种温压补偿法的对比
综合上述4种工程实例对比分析,得出采用本文提出的规约协议并行法不仅实用性强,而且还能够解决现存串行温压补偿法中存在单批次压力传感器温压补偿生产时间长、单位时间产品产能低、设备能耗高以及温压补偿标定设备维护与维修成本高的问题。
5结束语
采用规约协议并行法实现压力变送器温压补偿标定生产流程中的并行采样,可完全解决串行温压补偿法中一对一串行温压补偿方式存在温压补偿耗时长、单位时间内产品产能比、标定流程中设备能耗损耗高以及温压补偿设备的维护和维修成本高的问题。经过压力变送器温压补偿生产现场长时间的应用实践和测试验证,体现出规约协议并行法在压力变送器传感器温压补偿生产线上的优势。其具体表现在该方法研发与应用的周期短、投入成本极少、无硬件和生产设备的变动、无需扩建生产线便可提高压力变送器产品的产能。该方法的研发成果不仅满足压力变送器生产企业的需求,而且能够在系统中长期稳定、可靠地运行。
参考文献
[1] 胡珺珺.高精度智能压力变送器温度补偿方法研究及软件开发[D].重庆:重庆大学,2009.
[2] Ajmeri A.Integrating HART data from smart devices[J].Control Engineering: Covering Control,Instrumentation,and Automation Systems Worldwide,2014,61(4-2):68-72.
[3] Gupta S,Berghe V D H,Lombaert G,et al.Numerical modelling of vibrations from a Thalys high speed train in the Groene Hart tunne[J].Soil Dynamics and Earthquake Engineering,2010,30(3):82-97.
[4] Zulkifli M Z,Harun S W,Thambiratnam K,et al.Self-calibrating automated characterization system for depressed cladding EDFA applications using LabVIEW software with GPIB[J].IEEE Transactions on Instrumentation and Measurement,2008,57(11):2677-2681.
[5] 顾志强.基于GPIB的自动测试系统的研究与实现[D].南京:南京理工大学,2007.
[6] 高玉栋,肖铁军,王刚,等.基于GPIB接口的远程测试系统的设计[J].传感器与仪器仪表,2008,24(10):233-236.
[7] Adams B A,Wulfsohn D,Fredlund D G.Air volume change measurement in unsaturated soil testing using a digital pressure-volume controller[J].Astm Geotechnical Testing JournaL,1996,19(1):12-21.
[8] 张宇.三隔离压力变送器温补系统的研发与应用[D].重庆:重庆大学,2010.
[9] 胡泽,李强,葛亮.低功耗无线压力变送器研究设计[J].自动化仪表,2013,34(12):87-90.
科技期刊中文文摘的撰写
根据GB/T 6447-1986《文摘编写规则》关于摘要的定义,摘要是以提供文献内容梗概为目的,不加评论和补充解释,简明、确切地记述文献重要内容的短文。按摘要的不同功能来划分,它大致分为报道性摘要、指示性摘要、报道-指示性摘要3种类型。一般的科技论文应尽可能采用报道性摘要。摘要中应写的内容一般包括研究工作的目的、方法、结果和结论,而重点是结果和结论。根据有关规定,撰写摘要应注意以下几点。
① 省略“我们”“作者”“笔者”“本文”这样的主语。
② 简短精炼,明确具体。简短,指篇幅短,一般以不超过200字为宜(依摘要类型而定);精炼,指摘录出原文的精华,无多余的话;明确具体,指表意明白,不含糊,无空泛、笼统的词语,应有较多而有用的定性和定量的信息。
③ 一般不要交代背景,更不要阐述一般性知识。
④ 格式要规范,一般不分段,尽可能用规范术语,不用非共知共用的符号和术语。不能简单地重复题名中已有的信息,并切忌罗列段落标题来代替摘要。除了实在无变通办法可用以外,一般不出现插图、表格,以及参考文献序号,一般不用数学公式和化学结构式。
中图分类号:TH7;TP273
文献标志码:A
DOI:10.16086/j.cnki.issn1000-0380.201508020
国家863专项基金资助项目(编号:2012AA041201)。
修改稿收到日期:2015-06-15。
第一作者何艳(1981-),女,2011年毕业于重庆大学计算机科学与技术专业,获硕士学位,讲师;主要从事计算机科学技术与微控制系统方向的研究。
