不同锻造冷却工艺对C70S6连杆质量的影响
2014-10-10岳海军南宫市精强连杆有限公司
文/岳海军·南宫市精强连杆有限公司
不同锻造冷却工艺对C70S6连杆质量的影响
文/岳海军·南宫市精强连杆有限公司
连杆是发动机的关键重要零部件,连杆的质量直接关系到发动机的质量和使用寿命,如何提高连杆锻件的质量,成为连杆行业一个永恒的话题。特别是近几年来,国内胀断连杆的迅速发展,为材料和锻造从业者提出了更大的挑战,既要保证胀断效果,又要保证锻件的机械性能、耐疲劳性能。优化锻造工艺成为每个工程技术人员努力的方向。本文采用不同的加热、冷却工艺,分析不同工艺对C70S6钢显微组织的影响,为得到高质量连杆显微组织、机械性能、胀断效果提供了实践、理论依据。
试验方案的选择
试验用钢为德国C70S6胀断连杆用钢,化学成分见表1,试样为某胀断连杆。
根据图1设计出3种不同的加热温度,3种不同的冷却速度,共9个方案,根据不同的结果,找出最佳方案。
方案1:将圆钢用电感应加热炉加热至1150℃,经过辊锻、模锻、切边等工序,锻件温度约为900℃,用表2三种冷却方式将锻件冷却至550℃,将冷却后的锻件制成金相试样,用4%硝酸酒精溶液腐蚀后,按照GB/T6394-2002标准,用JX-2P金相显微镜在100倍下进行显微组织观察、判定。将连杆在杆身上取样,按照《GB/T228-2002金属材料室温拉伸试验方法》制成标准拉力试棒,用WE-30万能拉力试验机进行拉力试验,结果见表2。
方案2:将圆钢用电感应加热炉加热至1200℃,经过辊锻、模锻、切边等工序,锻件温度约为900℃,用表3三种冷却方式对锻件冷却,将工件冷却至550℃,用方案1同样的检测方法进行检验,结果见表3。
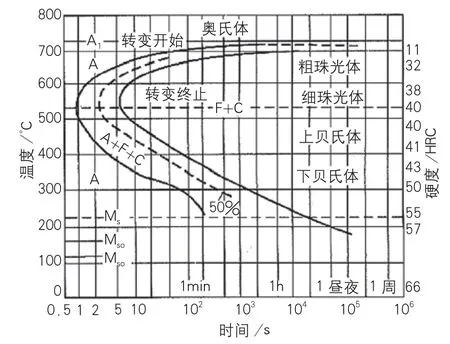
图1 C70碳素钢过冷奥氏体等温转变曲线

■ 表1 C70S6钢各化学成分所占质量分数
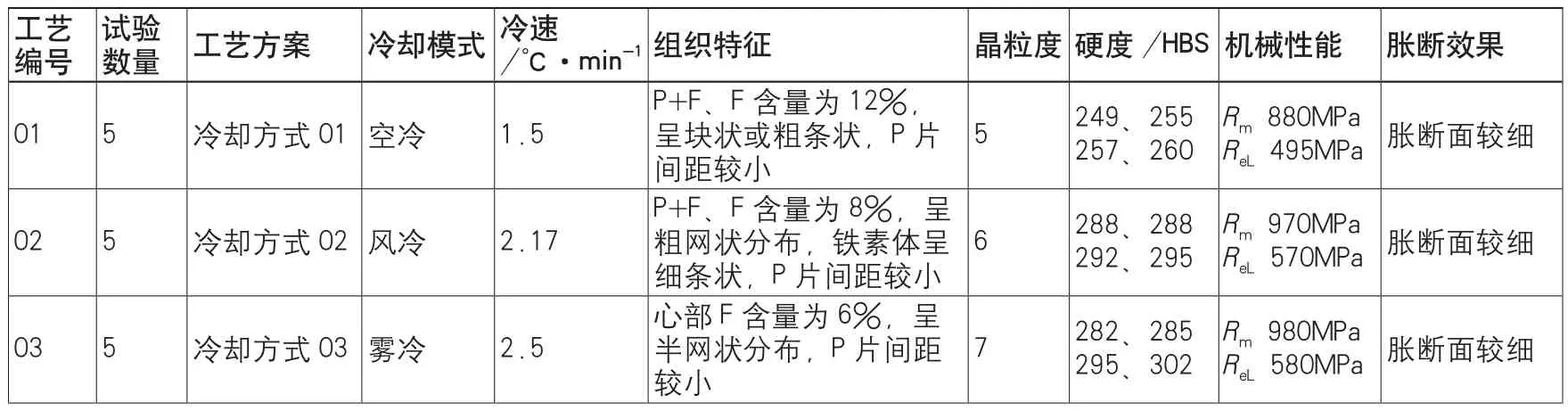
■ 表2 对加热至1150℃锻成的锻件进行分析

■ 表3 对加热至1200℃锻成的锻件进行分析

■ 表4 对加热至1250℃锻成的锻件进行分析
方案3:将圆钢用电感应加热炉加热至1250℃,经过辊锻、模锻、切边等工序,锻件温度约900℃,用表4三种冷却方式对锻件冷却,将工件冷却至550℃,用方案1同样的检测方法进行检验,结果见表4。
试验结果分析
经过以上工艺的试验,由表2、表3、表4可以看出:
⑴锻造温度为1150℃,冷却速度为2℃/min,能使连杆得到良好的机械性能和胀断效果。
⑵连杆的锻造温度、锻后冷却速度直接关系到连杆锻件的质量。

图2 珠光体加铁素体(100×)
⑶在保证锻造成形的条件下,锻造温度越低,锻件的晶粒越细,锻件的综合机械性能越高,连杆的使用寿命越长。锻造加热温度偏高,会导致晶粒迅速长大。因为连杆在锻造过程中,锻造变形、多次冲击和显微组织的转变都会释放热量,导致连杆在锻造过程中的温度升高。连杆显微组织晶粒越细,连杆胀断面的轮廓度波动越小,波峰、波谷差异也越小。

图3 珠光体加铁素体(100×)
⑷连杆锻后冷却速度越快,锻件的晶粒越细,铁素体的含量越低,铁素体呈细条半网状组织,强度越高,越有利于锻件的胀断。冷却速度太快,超过临界冷却速度,还会产生贝氏体、马氏体等组织。
结束语
本文以C70S6钢生产的某连杆为研究对象,分析不同锻造工艺对连杆质量的影响。结果表明,C70S6钢经过高温加热后以不同的冷却速度冷却至550℃。随着冷却速度的增加,珠光体团直径、片间距减少,以2℃/s的冷却速度冷却可得到均匀、细片状珠光体及少量铁素体。
C70S6钢不同的锻造工艺、不同的冷却速度将得到不同的显微组织和性能,锻造温度和锻后冷却速度是热锻工艺获得合理显微组织和性能的重要技术参数。采用锻造温度1150℃,冷却速度2℃/min的风冷方式即可获得理想的金相组织,但由于钢材炉号不同、规格不同,化学成分偏差,微量元素的差异,工艺也需要做适当的调整才能达到理想的效果。作为工程技术人员要不断利用六西格玛、DOE等先进技术持续改进优化现有工艺,挖掘材料的最大潜能,延长连杆的生命周期。
