预焙电解槽阳极钢爪横梁底表面分层脱落的原因分析
2014-09-03刘民章
刘民章,李 贤
(青海桥头铝电股份有限公司 技术中心,青海 西宁 810100)
预焙电解槽阳极钢爪横梁底表面分层脱落的原因分析
刘民章,李 贤
(青海桥头铝电股份有限公司 技术中心,青海 西宁 810100)
简要介绍了预焙电解槽阳极钢爪的加工工艺,分析了阳极钢爪横梁底表面分层剥落的危害及其产生原因,提出了控制阳极钢爪横梁底表面分层剥落的措施。
预焙电解槽; 阳极钢爪; 横梁; 腐蚀; 分层剥落
0 前言
阳极是预焙铝电解槽的“心脏”[1],这一观念已经得到广大铝电解工作者的共同认可。预焙阳极主要由阳极铝质导杆、铝铁爆炸焊块、阳极钢爪和阳极炭块等四个部分组成。阳极钢爪承担着连接阳极导杆和阳极炭块以及相铝电解槽中输送电流的任务,由此可以看出阳极钢爪在铝电解过程中的重要性。
根据阳极钢爪的外观形状,可以大体将其划分为:爆炸焊块连接处、阳极钢爪横梁和连接阳极炭块的钢爪头三个区域。而在这三个区域中,横梁起着承上启下的作用。因此,钢爪横梁的质量好坏,对电解过程的进行十分重要。
由于阳极钢爪在电解过程的特殊环境中,既要承受高温、高温电解烟气和水的腐蚀,还要承受吊运过程中来自自身和阳极炭块质量产生的重力,同时不可避免地要承受电磁力、振动力、热应力以及碰撞力,这些因素对于钢爪横梁都具有一定的破坏性。而这种破坏性直接影响钢爪的使用寿命、铝液的污染程度以及对电解槽运行工况的正确判断。因此研究探讨阳极钢爪横梁在铝电解槽中的腐蚀原因,对于延长阳极钢爪使用寿命、降低铝电解生产成本有着积极的意义。
本文结合某铝冶炼厂420 kA系列铝预焙电解铝电解槽焙烧启动初期阳极钢爪横梁下表面出现的分层剥落现象,分析了分层剥落的危害、产生原因,提出了解决横梁分层剥落的几点措施。
1 阳极钢爪的生产工艺流程简介
阳极钢爪是低碳铸钢材料,目前,国内铝电解行业执行的标准是ZG200- 400(GB/T11352—1989),其化学成分要求见表1[2]。
阳极钢爪的加工工艺流程可以简要描述如下:
钢液熔化→成分调整→脱氧静置→浇铸→打箱清理→钢爪头车削加工→爆炸焊接。
在完成与阳极导杆的爆炸焊接后,运送到阳极组装车间通过浇铸高温铁液将钢爪和预焙阳极炭块连接在一起,就形成可以用于预焙电解槽的阳极。

表1 阳极钢爪的化学成分
2 阳极钢爪横梁下表面的分层剥落
由某公司为西部水电公司生产的阳极钢爪应用于240 kA和420 kA预焙铝电解槽上。然而,在电解槽(焦粒)焙烧启动后不久,就出现了阳极钢爪横梁下表面出现分层剥落现象,而且十分严重,见图1。
对钢爪横梁下表面分层剥落物进行化学分析,各种元素含量见表2。
根据表2分析结果,结合表1元素含量要求,可以看出,Fe、Si、Mn、P烧损非常严重,而S含量则有了大幅度提高,约为标准规定值的10倍。同时,出现了表1中没有的几种元素,且含量相当高,如F含量30.2%,Na含量20.8%,Al含量5.89%。
结合图1可以确定,钢爪横梁地表面产生这种严重分层剥落的主要原因是腐蚀造成的。
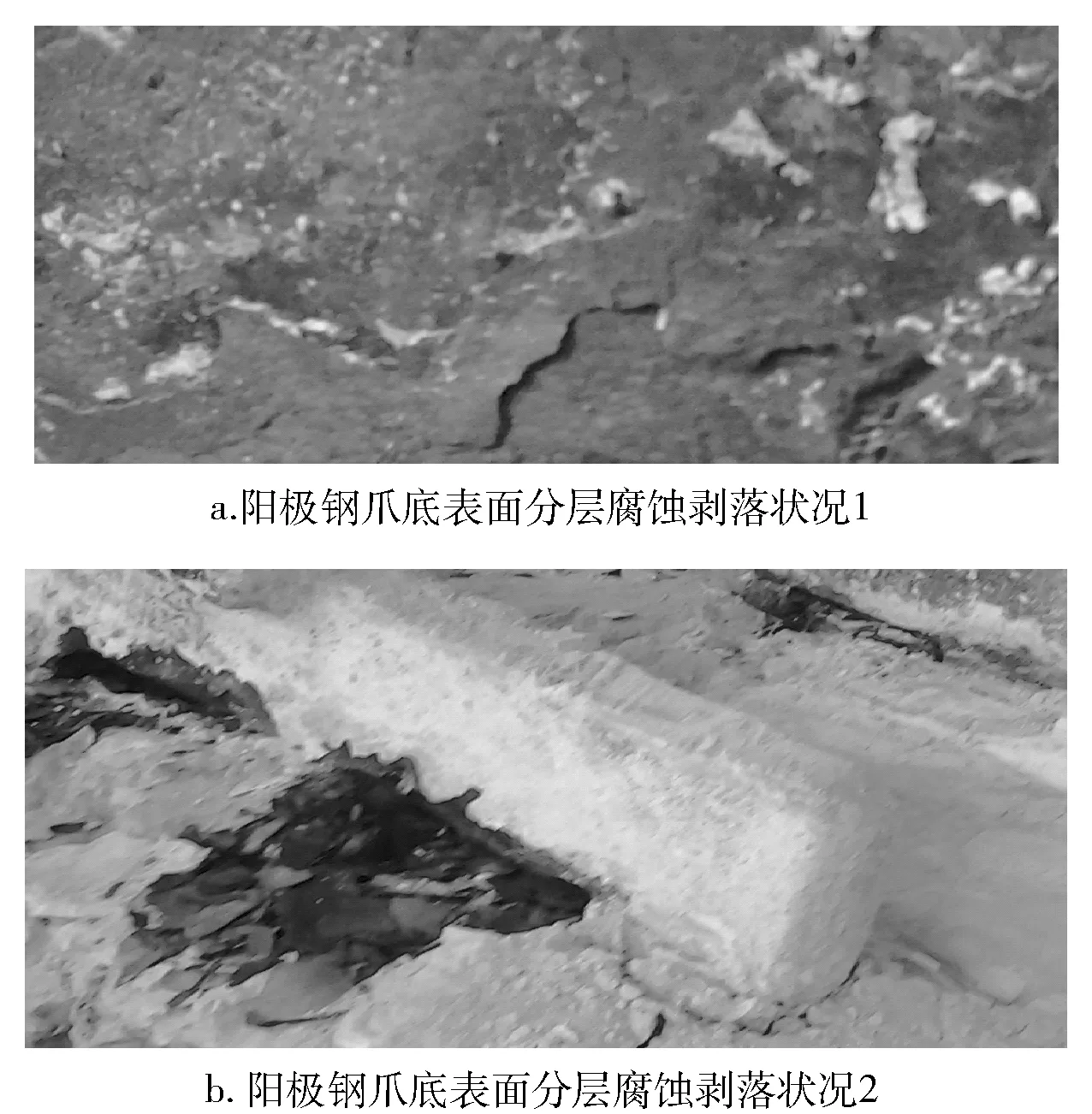
图1 420 kA铝电解槽用预焙阳极钢爪横梁分层剥落照片

表2 钢爪横梁下表面脱落物的化学成分
3 阳极钢爪横梁下表面分层剥落的危害
阳极钢爪横梁底表面出现严重的分层剥落后,其危害有以下几方面:
(1)缩短阳极钢爪的使用寿命,增加生产成本
阳极钢爪横梁承担着连接阳极导杆、阳极钢爪和预焙阳极炭块的任务。阳极钢爪横梁的截面积是根据预焙电解槽的电流强度而确定的。当电解槽的电流强度和所使用的阳极结构(单阳极或双阳极、阳极尺寸)确定后,阳极钢爪衡量的截面积就已经确定。钢爪横梁除了要具备良好的导电性,还必须具备足够的强度以承受电解槽运行过程中阳极炭块的重量和换极拔残极是承受的力量。因此,当阳极钢爪横梁产生严重的分层剥落时,就使得横梁的有效面积减小。在铝电解槽进电电流强度不变的情况下,由于横梁有效导电面积的减小,就会导致通过横梁单位面积的电流强度增大,即电流密度变大。而电流密度越大,作为导电体的横梁所发生的热量就会增大,加之透过阳极覆盖料由电解质中不断散发出的热量对衡量的热辐射和热传导,在横梁自身重量、阳极炭块重量和阳极覆盖料重量三者的作用下,就会使得横梁产生蠕变变形,严重时会导致阳极导杆报废。如果大批量产生钢爪横梁严重腐蚀剥落,必定会造成大量阳极钢爪报废,缩短阳极钢爪的有效使用时间和钢爪的更换周期,增加吨铝生产成本。
(2)对铝液造成污染,降低铝液品位
当预焙电解槽焙烧启动后,为了减少电解槽通过阳极的热损失并减小阳极炭块的氧化程度,必须在阳极上表面堆积由氧化铝、冰晶石和锥冰晶石组成的不同粒度的阳极覆盖料。当阳极达到换极周期时,必须将残极由电解槽中拔出更换新的阳极上槽。在这个过程中,必定有一部分不同粒度的阳极覆盖料掉入电解质中。
当阳极钢爪横梁下表面产生严重的腐蚀分层剥落时,就会有大量的含铁物质掉落在阳极覆盖料中并在换极时随覆盖料一起进入电解槽中。结果会造成铝液中铁含量的升高,使铝液或由铝液所铸造重熔铝锭的品位下降,对重熔铝锭的市场售价产生不良影响,影响铝冶炼厂的经济效益;另外,由于铝液中铁含量的升高,会对下游直接利用电解铝液生产铝产品的企业在配料时产生影响,当Fe含量严重超标时,还会诱发许多产品缺陷,尤其是裂纹,导致批量性经济损失。
(3)会造成电解车间操作人员对槽况误判断
众所周知,在电解铝厂,通常是以电解槽中在产铝液中Fe、Si含量的高低来判断是否漏槽。在正常生产条件下,电解铝液中的Fe含量在0.1~0.13%范围。当由严重腐蚀分层剥落的含铁物质(Fe>40%)进入电解槽中,就会使铝液中的Fe含量陡然升高。如果按照正常是否漏槽的标准判断的话,就会据此做出该电解槽已经漏铝、并且必须立即停槽的决定。而非正常停槽引起的经济损失将会是非常巨大的。
4 阳极钢爪横梁下表面分层剥落的原因分析
由于在铝电解槽正常运行期间阳极钢爪的服役环境很复杂,钢爪横梁不仅要承受热传导和热对流,还要承受力(重力、热应力、振动力、碰撞力和电磁力等)的作用,此外,还要承受高温含氟烟气和一定量水蒸气的腐蚀。因此,阳极钢爪横梁下表面分层剥落的原因也很复杂。下文就钢爪铸造所用炉料、钢爪服役环境和使用过程中受力情况几个方面进行初步分析。
(1)铸造阳极钢爪所用炉料
通常,在阳极钢爪铸造时,炉料应以机械加工剩余的低碳钢边角料为主,为了降低生产成本并充分利用库存的回收废料,可以添加一定比例的废旧钢爪或浇冒口回炉料。但是,回炉料的比例应控制在15%~20%,若比例过高,则会因为炉料的遗传性(冶金遗传和组织遗传)对产品性能产生影响。在熔炼过程中,根据炉前分析结果和成分要求,调整C、Si元素含量。
由剥落物分析结果可以看出,F含量高达30.2%,Na含量高达20.8%,S含量高达0.402%。这说明在钢爪熔炼铸造过程中,使用的废旧钢爪回炉料比例过高或全部使用了废旧钢爪回炉料。因为,只有长期并反复使用的钢爪,才能在铸造后在产品中分析出如此高的氟含量,使用时间短或者循环次数少的炉料不可能达到如此高的含氟量。另外,20.8%的Na含量和0.402%的S含量也说明了这一现象。因为GB/T11352—1989中规定的S含量仅为0.04%,要达到0.4%的硫含量,并不是短时间、几次熔炼可以累积到如此高的含量。高Na含量也是同样的道理。
(2)炉料组织遗传性的影响
阳极钢爪的工作条件决定了废旧钢爪回炉料存在晶粒粗大的组织遗传性。众所周知,从阳极安装到电解槽上一直到作为残极被新阳极置换下来,要大约30天的时间。这期间,阳极由常温(大约20 ℃)开始升温。当电解槽工作正常后,浸入电解质的阳极下部温度与电解质之间达成了温度平衡,也就是说,这一部分的阳极温度和电解质温度相同,大约在590~960 ℃。由此向上,阳极的温度之间降低,在阳极内部形成一个自下而上逐渐减小的温度梯度。但是,由于阳极保温料的作用,钢爪横梁以下被保温料掩埋的阳极上部温度达到400~500 ℃,这一温度一直将持续到换极。众所周知,对金属长期缓慢加热,会导致金属内部结晶组织发生变化,也就是会导致结晶晶粒长大,在合金内部存在粗大的晶粒组织,而粗大晶粒组织的出现会导致合金强度的大幅下降。当再次或多次熔化这种回炉料是,由于金属的组织遗传性,所铸造产品一定是具有粗大晶的粒组织,而且随之重熔次数的增多,这种组织遗传性愈来愈严重。
由于粗大组织的不均匀性,在阳极钢爪受热时,必定会在钢爪内部产生应力集中。而应力集中对于已经吸收了大量氟的钢爪横梁表面的作用,就会导致已经遭受腐蚀和氧化的横梁底表面分层剥落。如果阳极钢爪周期性处于这样的环境中,那么这种腐蚀和剥落也会反复进行下去,直至横梁失去其应有的功能。
(3)环境湿度的影响
在生活的环境空气中,都含有一定量的水分。根据地区的不同,空气中的水分含量也不同。有的地方空气湿度大,有的地方空气湿度小。正是由于空气湿度的存在,电解槽砌筑、焙烧、启动以及正常生产中使用的原材料中都会吸收一定的水分。安装在电解槽中的石墨、半石墨或石墨化阴极炭块中含有水分,悬挂在电解槽上的阳极炭块中含有水分,焦粒焙烧所使用的焦粒中含有水分,阳极覆盖料中同样有水分。分析这几种材料的结构,无一例外它们都是多孔碳材料。在环境空气中,这些多孔碳材料所吸收的水分与环境空气湿度达成了一种湿度平衡。
当这些材料在电解槽中加热并达到100 ℃以上时,吸附在碳材料孔隙中的水分就会变成水蒸气,由下向上从孔洞、缝隙中逸出。当水蒸气与钢爪横梁底表面相遇时,由于横梁内积聚了大量的氟离子,就会生成极具腐蚀性的氢氟酸(HF),氢氟酸与铁反应,生成氟化铁和氢气。

同时,由于钢爪横梁长期处于较高的温度下,也会与空气中的氧发生反应生成Fe2O3:
由此可见,氢氟酸和氧气的共同作用,加速了钢爪横梁的腐蚀。
(4)钢爪受力的影响
当钢爪受到腐蚀时,当受到力(振动、碰撞或变形应力)的作用时,一旦这种力超过FeF2和Fe2O3对铸钢横梁本体的粘附力时,FeF2和Fe2O3就会外力和自身重力的作用下,脱离横梁本体,掉落在阳极覆盖料上。
5 控制阳极钢爪横梁底表面分层剥落的途径
以上分析了产生阳极钢爪横梁下表面分层剥落的主要原因,那么,从理论上讲要控制分层剥落就必须从钢爪铸造原材料、电解槽焙烧启动用原材料、环境水分变化以及阳极使用过程中的钢爪保护等方面入手。然而,在实际生产应用中,除了铸造原料以外,其他因素如焙烧启动用原材料(阳极、阴极等)、环境水分的控制是难以实现的,而且,目前关于阳极使用过程中钢爪横梁的保护措施如涂刷防腐蚀涂料尚未看到相关报道。因此,在实际生产中,能够实现且操作性强的措施就是通过合理搭配钢爪铸造用原材料的方法来控制钢爪横梁的腐蚀,减缓横梁下表面的分层剥落问题。
首先,对铸造过程中使用的废旧钢爪回炉料进行抛丸处理,通过高速喷射钢砂产生的巨大力量撞击附着在钢爪横梁上的FeF2和Fe2O3,使其脱离回炉料本体,改善钢爪回炉的清洁度,从而降低回炉料中的含氟量和含氧量;
其次,合理搭配炉料中新料与回炉料的比例,通过控制回炉料比例实现含氟量的控制。通常,以新料(低碳钢边角料)80%~85%+废旧钢爪回炉料15%~20%构成新钢爪的铸造用炉料比较妥当。这样,不但可使钢液中的含氟量控制在较低的水平,而且对于解决炉料遗传性对阳极钢爪使用性能的影响也是极为有利的。
6 结语
作为预焙阳极炭块组装的重要组成部分,阳极钢爪横梁对预焙阳极的使用性能有着重要的影响。阳极钢爪的的质量不仅影响原铝的质量和电解槽运行过程中对槽况的判断,而且其寿命的长短也在一定程度上影响原铝成本。因此,研究探讨阳极钢爪的生产工艺、改善阳极钢爪的质量、提高其使用性能并延长其使用寿命,对于高效、低成本铝电解过程有着重要意义。
[1] 任必军,王兆文,石忠宁,班允刚,邱竹贤.大型铝电解槽阳极开槽试验的研究[J].矿冶工程,2007,(3):61-63.
[2] 王从曾,赵天德,贾柏林,陈景龙,解世岳.提高阳极钢爪导电性能的途径[J].轻金属,2002,(10):37-39.
ReasonAnalysisonLayeredPeelingoffoftheAnodicStubBottomSurfaceforPrebakedElectrolysingCell
LIU Min-zhang,LI Xian
(Technology Center, Qinghai Qiaotou Aluminium & Power Co., Ltd. Xining 810100, China)
The article briefly introduces fabrication process of anodic stub, analyses hazard and reasons of layered peeling off of the stub beams bottom surface, and proposes some measures to avoid layered peeling off.
prebaked electrolysing cell; anodic stub; beam; corrosion; layered peeling off
2014-02-21
刘民章(1961-),男,陕西大荔人,高级工程师,大学本科,主要从事铝加工工艺技术研究,现任青海桥头铝电股份有限公司铝加工研发工程师。
李贤(1980-),男,青海民和人,工程师,大学本科,主要从事铝电解工艺技术研发工作,现为青海桥头铝电股份有限公司技术中心铝电解研发工程师。
TF821
B
1003-8884(2014)04-0008-04
