1950mm拉弯矫直机的电气控制系统
2014-09-03王刚,董宝
王 刚, 董 宝
(东北轻合金有限责任公司 系统工程师站, 黑龙江 哈尔滨 150060)
1950mm拉弯矫直机的电气控制系统
王 刚, 董 宝
(东北轻合金有限责任公司 系统工程师站, 黑龙江 哈尔滨 150060)
本文主要介绍了东北轻合金有限责任公司超大规格特种铝合金板带材项目南线板带车间1号1950 mm拉弯矫直机的控制原理和电气控制系统构成,电气控制系统介绍了机列控制、多传动控制、带材对中控制和纠偏控制。
拉弯矫直机; 机列电气控制; 多传动电气控制; 对中控制; 纠偏控制
随着科学技术的发展,拉弯矫直机正向着高速、高度自动信息化、大规格和高质量工艺加工要求的方向发展。东北轻合金有限责任公司超大规格特种铝合金板带材项目中的南线板带车间1号1950 mm拉弯矫直机性能先进、自动化控制系统可靠性强,所加工的带材能很好地达到产品工艺质量要求。本拉弯矫直机组可以进行板带表面清洗、拉弯矫直和一定厚度的纯拉伸矫直,配有进口的矫直单元。拉弯矫直机组的拉伸部分由入口四辊张力辊组及出口四辊张力辊组组成,矫直单元由进口矫直辊系组成。
1 拉弯矫直机的工艺原理
铝合金板带材在冷轧机加工时,由于轧机辊型和辊缝的不稳定形变原因会引起带材板形不良,如双边波浪、单边波浪、中间波浪等不良板型。导致这些板型缺陷发生的根本原因在于带材宽度方向上的纵向延伸不均匀,出现内应力的结果。为消除板型不良,使带材内应力分布趋于均匀,需要使用拉弯矫直机对带材进行矫正。带材在拉弯矫直机张力辊与矫直辊的作用下可产生超过带材屈服极限的拉应力。
东北轻合金有限责任公司超大规格特种铝合金板带材项目中南线板带车间1号1950 mm拉弯矫直机的工作过程包括:上料→开卷→展平→切头→切边→碎边→缝合→清洗→挤干→铝带干燥→拉弯矫直→检查→卷取→卸卷。
2 机列电气控制系统组成
采用了技术成熟、可靠性高的西门子S7- 300系列可编程控制器来进行机列各系统逻辑程序控制,发送控制命令给传动程序控制器,并且接收传动系统的运行状态信息。主操台安装了一台西门子MP377触摸屏,用于拉弯矫直机控制参数的设置和显示(如延伸率值、开卷机张力值、卷曲机张力值、机列速度值、卷径值等),以及一些辅助操作。开卷操作台也设有一台TP177触摸屏,主要设置新卷直径、圆盘剪开口度、对中置偏值设定,以及开卷卷径超声波测量探测器的标定、圆盘剪开口度标定等。
1950 mm拉弯矫机列控制系统组态如图1所示,从站采用了ET200M和ET200S模块,图中+B1和+B2从站是机列交流电机控制站,+FZOP从站是液压辅助操作台,+GLO从站是板式过滤机操作台,+OP1从站是开卷操作台,+OP2从站是拉弯矫主操作台,+OP3从站是卷取操作台,+QXO从站是清洗操作台,+GSO从站是供水系统操作台,+AFT从站是A阀台控制箱、+BFT从站是B阀台控制箱, +CFT从站是C阀台控制箱, +GFT从站是G阀台控制箱, +EFT从站是E阀台控制箱, +FFT从站是F阀台控制箱,组态图最下方为分别连接5台ACS550变频器的DP通讯适配器RPBA-01,从左至右依次为控制圆盘剪开口度电机、控制入口上卷小车电机、控制出口卸卷小车电机、控制高压清洗1#辊刷、控制高压清洗2#辊刷。
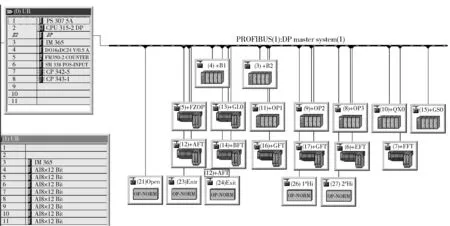
图1 拉弯矫机列控制系统组态
3 多传动电气控制系统组成
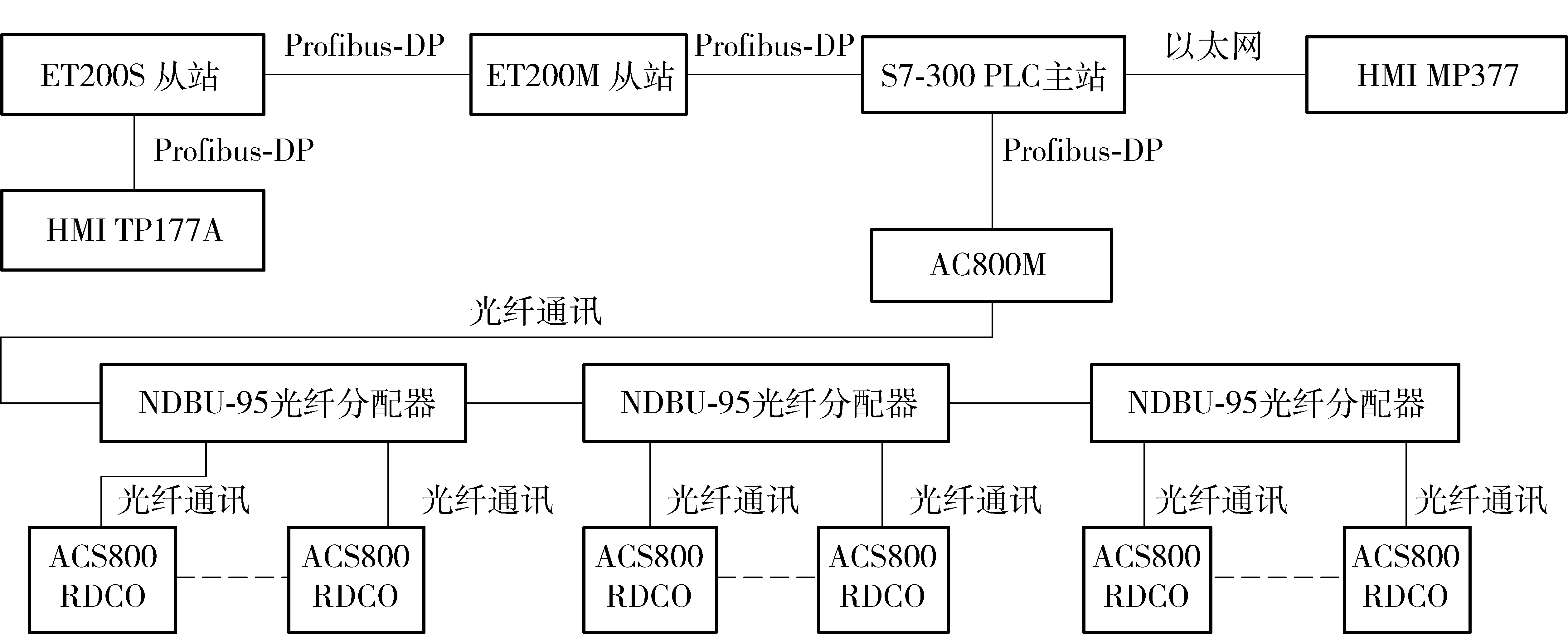
图2 传动电气控制系统组成
整条拉弯矫直机生产线均采用ABB全数字交流ACS800交直交变频器,该交直交变频器有全面的自身保护和自身诊断故障功能,其故障历史信息自动存储,并可以在调试和维护软件DriveWindow或手持控制盘CDP312R上显示,方便故障的查询和处理。多传动控制系统还包括一个可编程控制器AC800M,其采用的编程软件是Control Builder,AC800M用于控制多传动电机变频器的参数给定和接收变频器实际参数值,其内部控制程序包括计算并分配各张力辊组间的速度和转矩给定,计算开卷机和卷取机卷径、进行开卷机和卷取机静态转矩补偿及加速转矩补偿计算等。其传动电气控制系统组成如图2所示。可编程控制器S7- 300主站和从站采用Profibus-DP通讯,S7- 300和AC800M也采用Profibus-DP通讯,AC800M和ACS800变频器通过光纤分配器采用光纤通讯。
此拉弯矫直机多传动部分共有23台交流变频电机,电机组成如图3所示。传动机组中起到拉伸带材重要作用的为张力辊组部分。其机械部分由8根直径较大的张力胶辊组成,电气传动上采用了10台交流变频电机驱动,其中入口第四张力辊和出口第一张力辊各由2台电机同轴驱动,张力辊组中只有出口第一张力辊的1号传动电机变频器采用速度控制方式,其它张力辊传动电机变频器均采用转矩控制(ADD模式),并配合窗口速度限幅进行控制。出口第一张力辊1号传动电机的实际转矩作为出口其它张力辊传动电机的转矩给定,入口第四张力辊1号电机的转矩给定根据板带合金型号的屈服强度、宽度、厚度等参数计算得出,入口第四张力辊1号电机的实际转矩作为入口其它张力辊传动电机的转矩给定。开卷机、卷取机变频器采用转矩控制(MIN模式)方式;其它交流电机变频器采用速度控制方式。带材的延伸率由入出口张力辊组之间的线速度差值产生,并进行闭环控制。延伸率的计算见公式(1):
(1)
式中V1—入口四号张力辊的线速度;V2—出口一号张力辊组的线速度;ε—延伸率。

图3 传动系统机组构成
4 对中控制系统(CPC)和纠偏控制系统(EPC)
此拉弯矫直机采用了北美公司的对中和纠偏系统,具有控制精度高、坚固耐用,操作维护方便的特点。共安装有一套带材对中控制系统(CPC)和一套带材纠偏控制系统(EPC)。开卷机带材自动对中系统通过2个光电接收器接收光源产生电压信号的差值发送给电子控制放大器,电子控制放大器同时接收大量程位移传感器的横向位移电压信号,电子控制放大器通过比较接收到的此两个信号产生的差值驱动液压伺服阀,使开卷机基座产生横向移动,直到差值为零。这样就可以实现对中,使带材正处于中心位置。
卷取机边部自动纠偏系统(EPC)使任何在DSS传感器检测到的带材边部偏差,都可以精确地与卷取机的横向移动相匹配。DSS传感器检测入料带材的边部位置,并输出一个与带材边部横向移动偏差量成比例的模拟量信号。安装在卷取机上的位移传感器提供一个与卷取机横向移动量成比例的模拟量信号。H6600控制器比较DSS传感器和位置传感器的输出信号,两个信号的偏差值将驱动液压伺服阀,使卷取机移动,直到位移传感器输出与DSS探测器输出信号相等为止。这样卷取机就可以灵活地连续跟随带材边部位置横向移动。
5 结束语
目前东北轻合金公司超大规格特种铝合金板带材项目南线1号1950 mm铝带拉弯矫直机已经投入生产运行,实践证明该拉弯矫直机自动化控制系统稳定,生产效率高,带材矫正效果良好,能够很好地满足后续铝加工设备的来料质量要求。
ElectricalControlSystemof1950mmFlatteningMachine
WANG Gang,DONG Bao
(System Engineer Station, Northeast Light Alloy Co., Ltd. Harbin 150060, China)
This article mainly introduces the control theory and electrical control system configuration of No.1 1950mm flattening machine of south department of super size aluminum alloy material project of Northeast Light Alloy Co., including the line control, multiply driving control, material alignment control and deviation rectification control of the electrical system.
flattening machine; line control system; multiply driving electrical control; alignment control; deviation rectification control
2014-01-21
王 刚(1984-),男,黑龙江海林人,工程师,大学本科,主要从事设备调试和维护工作。
董 宝(1982-),男,黑龙江大庆人,工程师,大学本科,主要从事设备管理和维护工作。
TG333.23
B
1003-8884(2014)04-0005-03
