塑料制品翘曲变形的解决方案及应用
2014-07-25罗孝辉姜勇
罗孝辉,姜勇
(延锋彼欧汽车外饰系统有限公司技术中心,上海 201805)
0 前言
注塑制品翘曲变形是指注塑制品的形状偏离了模具型腔的形状,它是塑料制品常见的缺陷之一,产生的主要原因是收缩不均匀。随着塑料工业的发展,人们对塑料制品的外观和使用性能要求越来越高,翘曲变形的程度作为评定产品质量的重要指标之一也越来越多地受到模具设计者和工艺开发者的关注与重视。工艺开发人员希望在制造阶段能够消除产品翘曲造成的外观匹配问题,模具设计者更希望能够在设计阶段预测出塑料件可能产生翘曲的原因及变形量,以便加以优化设计,从而提高注塑生产的效率和质量,缩短模具设计周期,降低后期开发成本。
文中着重介绍了运用不同的方法解决注塑件翘曲变形的实践经验及预变形分析的应用。
1 原始方案分析
如图1所示,制件为某款车型的电镀装饰条,选定两个进胶点,按默认工艺进行初步分析,具体设定见表1。
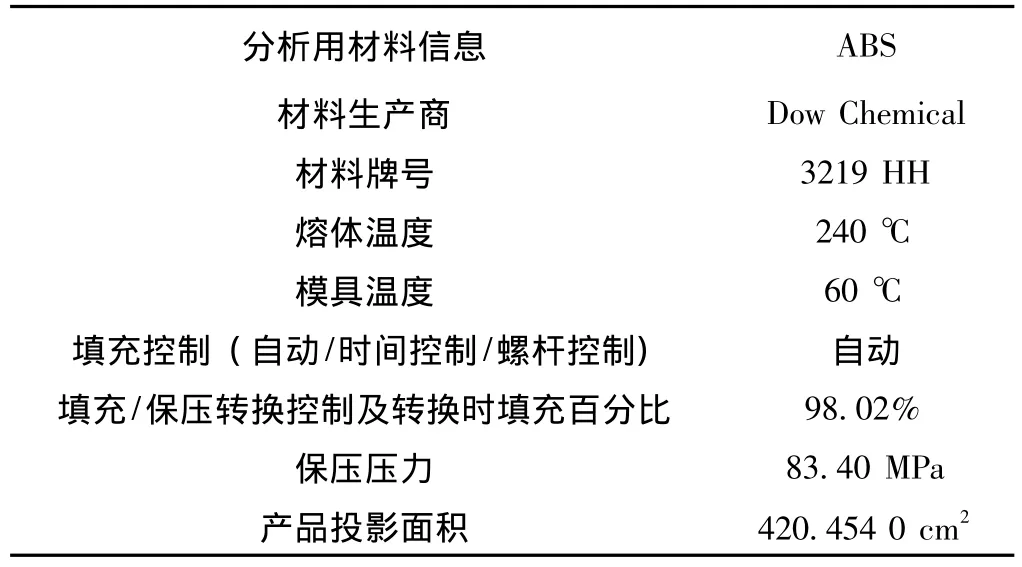
表1 工艺设置
此次分析的电镀饰条,厚度均匀,基本料厚为2.5 mm,尺寸为680 mm×172 mm×25 mm,产品理论质量73 g,选用Dow公司的3219 HH材料。分析结果如图2所示:图 (a)为充填时间,上下两模流动基本平衡;图 (b)为充填百分比,对于单一模腔,可以看出尖端头的充填率较平端头低,可能会导致尖端头的收缩更大;图 (c)为综合变形的情况,平端头的变形量在13 mm左右,尖端头的变形量在32 mm左右。
按此设计工艺开发的产品实际变形量:平端头10 mm,尖端头16 mm。
由于此变形量的存在,导致零件在装车过程中存在面差过大、间隙过大的外观缺陷,如图3所示。
针对此翘曲变形引起的质量问题,作者考虑了多方面因素来消除此变形量,从而优化匹配的效果,并在多个方面取得了重大的突破。
2 优化方案分析
主要涉及的优化方案:(1)预变形模具的开发;(2)整形工装 (工位器具)应用;(3)其他 (如电镀挂具、梅花桩、结构更改)。下面将分别介绍这几种方案的分析过程。
2.1 预变形模具的研究
说明1:实际变形量的计算。作者选择固定的基准点,通过产品投影的方式,较精确地统计变形值,如图4所示。
说明2:预变形产品中变形原点的选择。以模流分析中的原点坐标 (即变形量最小值处)作为预变形下的原点坐标进行产品设计,如图5所示。
2.1.1 工艺分析对比
通过调整注塑工艺,包括注射速度、保压压力时间等参数(由于影响较小未计入表格),统计两端的实际变形量,见表2。
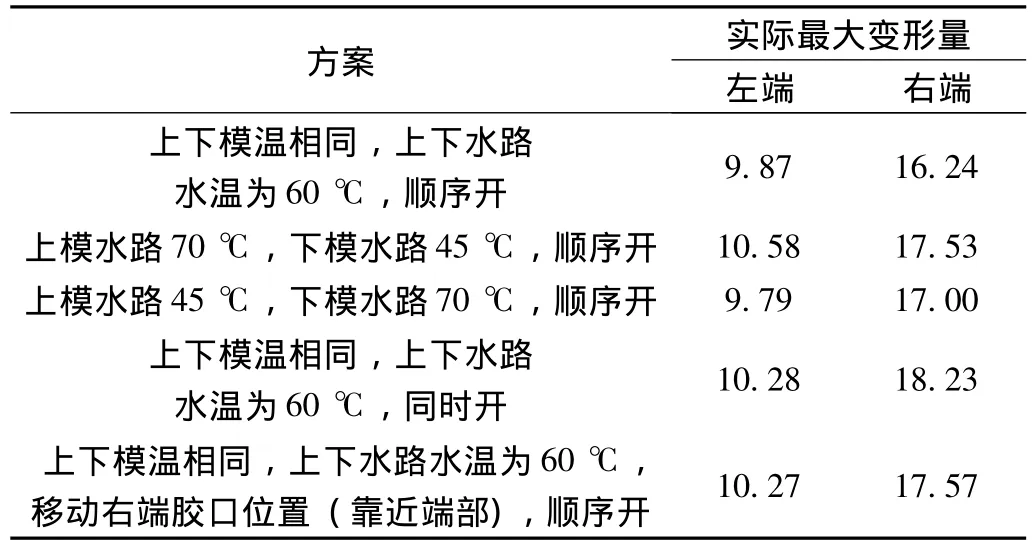
表2 二点浇口在不同工艺下的变形量 mm
由表2可知:在浇口形式、模具形式固定的情况下,调整浇口的打开顺序和模具温度,变形量差异在±1 mm之间,对减小变形量的意义不大。
2.1.2 二点浇口的模流分析对比
在基本工艺设置 (见第1节)不变的前提下,通过设置不同浇口形式和打开方式对比变形量。
由图6、图7、表3可以得到推论:不论工艺条件如何变化,模流分析与实际变形量之间对应的趋势基本一致,这对于选择变形量数值具有重要的指导意义。
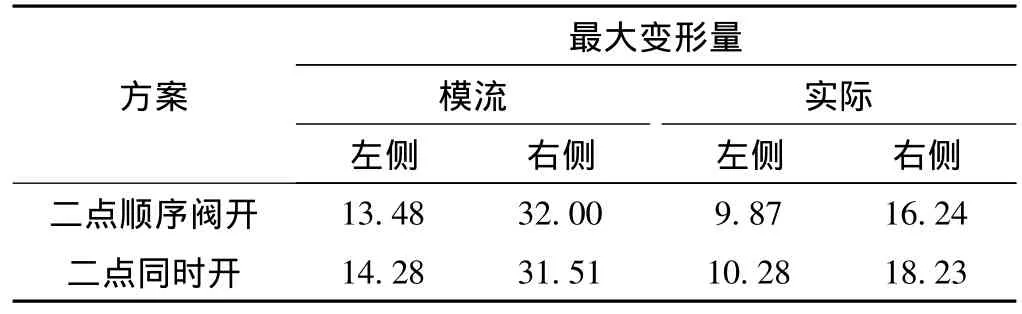
表3 二点浇口模流分析变形量与实际变形量对比 mm
2.1.3 二点与三点浇口的模流分析对比&预变形量的确认
由图8、图9、表4可以得到推论:两点和三点浇口下的翘曲变形量略有不同,但是变形趋势一致,因此通过二点和三点变形量类比的方式,初步计算三点浇口下实际变形量:左侧10 mm,右侧14 mm。
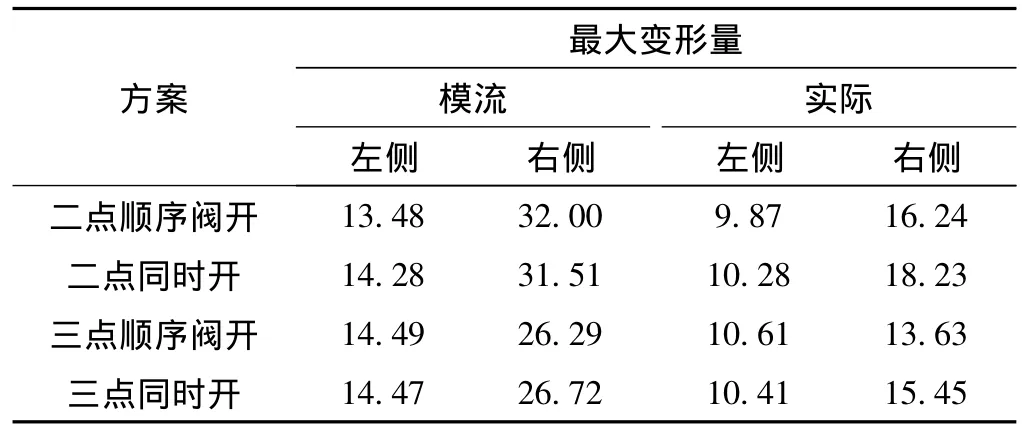
表4 二点和三点模流分析及实际对比 mm
确定了基准原点和变形量后,进行新的产品设计,效果如图10所示。
其中红色为原产品三维图,蓝色为预变形产品三维图。将预变形产品再次与原产品进行模流分析对比。
由图11、图12、表5进一步得到理论验证:用Dow 3219 HH材料,用三点顺序阀开的方法,分别用原数据和预变形数据进行模流分析对比,两者变形量几乎一致,即可以推测预变形后的产品变形趋势、变形量 (左13.09 mm,右27.28 mm)与未预变形的产品变形趋势、变形量 (左14.49 mm,右26.3 mm)基本一致。

表5 原产品与预变形产品模流及实际最大变形量对比 (三点顺序阀开) mm
2.1.5 预变形产品的实际应用
(1)制件自测效果展示。通过调整不同注塑工艺,将预变形后的产品 (图13)上检具测量长度,用卡尺测量宽度,用弧度检测工装测量弧度,目视检测外观状态,通过与对手件匹配,得到的结果如表6所示。
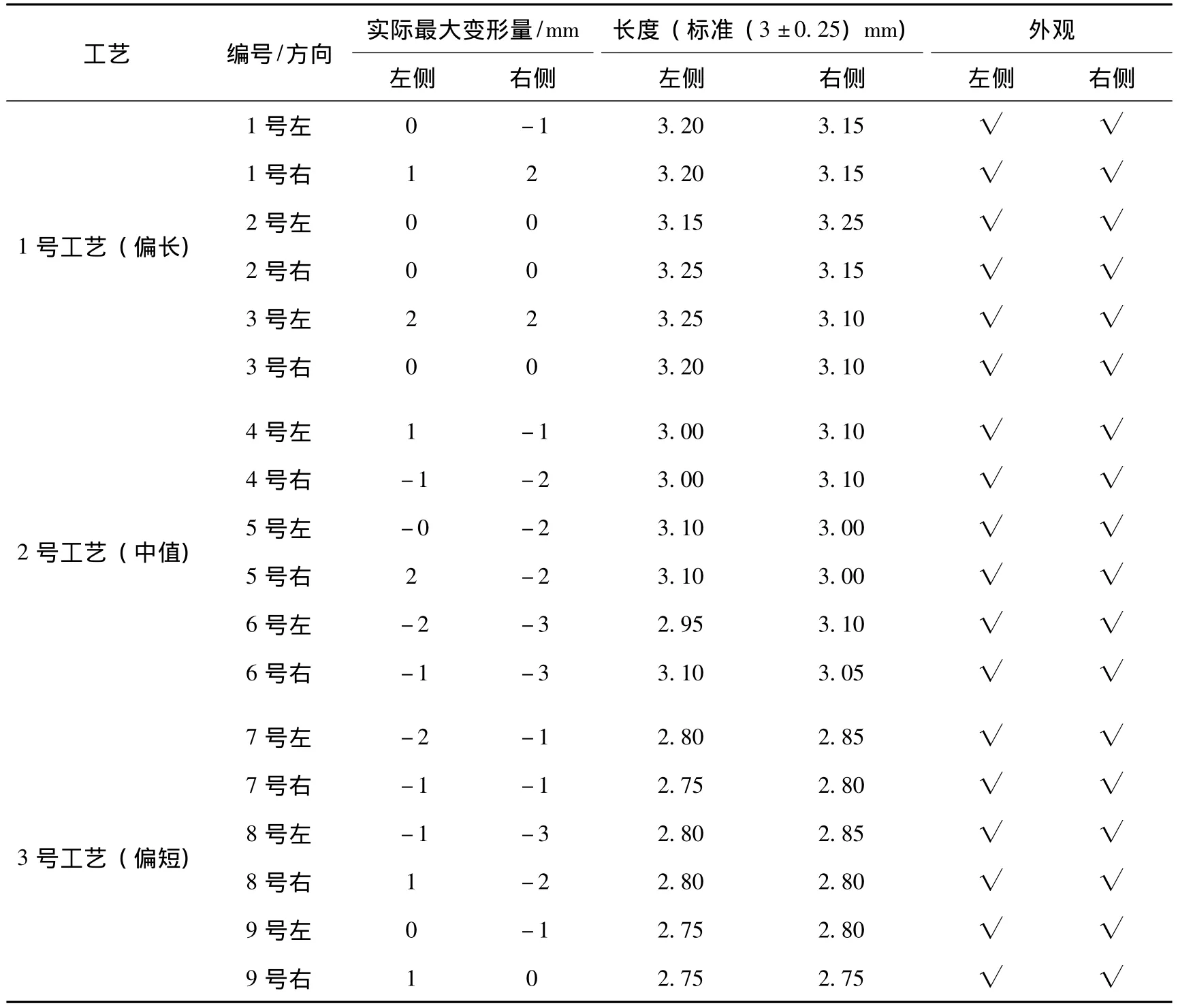
表6 预变形饰条的实际测量结果
由表6可以看出:预变形产品的实际变形量与当初设定的左侧10 mm、右侧14 mm基本接近,变形后与理论值偏差在±3 mm之内,因此变形后能够符合产品初始设计要求,达到了原先预计的变形效果。
(2)制件与对手件匹配效果展示。制件与对手件匹配情况见图14,匹配效果见表7。
近期,《中国矫形外科杂志》编辑部多次接到读作者的电话和Email,发现有多个网站利用《中国矫形外科杂志》名义非法征稿及骗取有关费用,要求作者将费用汇入指定账户等方式骗取作者钱财,侵犯了广大作者的合法权益。《中国矫形外科杂志》编辑部在此提醒广大读作者,本刊编辑部从未委托任何代理机构为《中国矫形外科杂志》征稿。
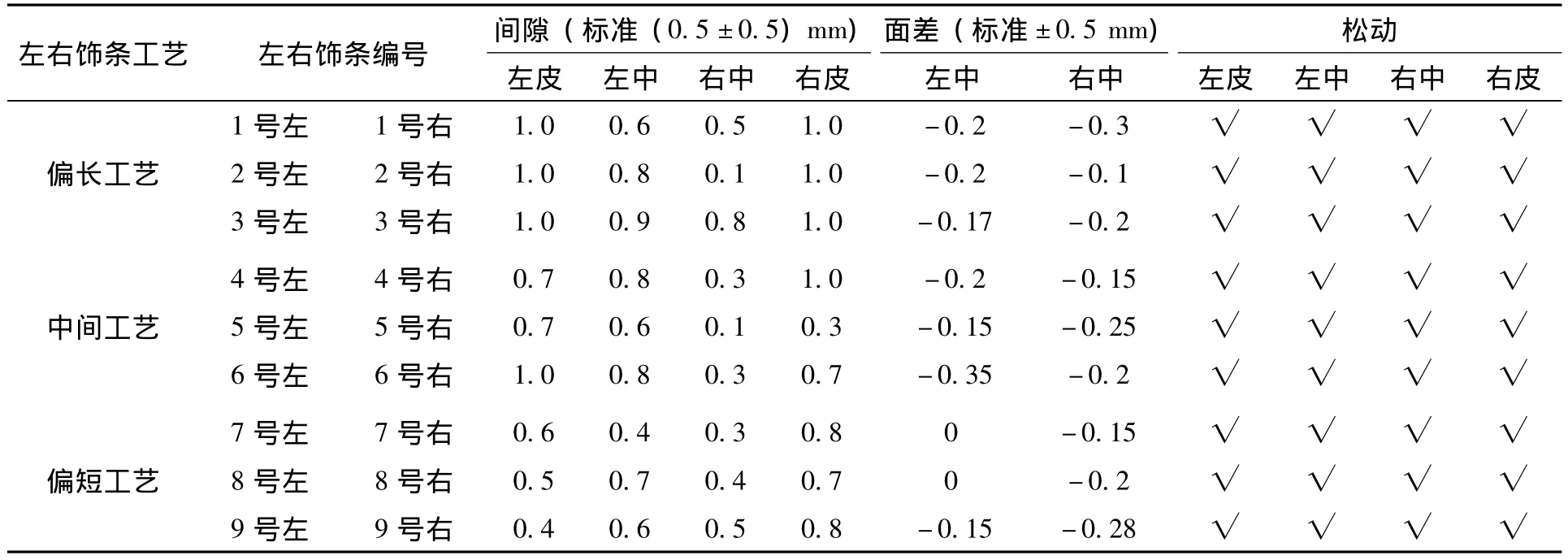
表7 预变形饰条与对手件的实际匹配效果 (上检具状态)
由表7可以看出:预变形的产品与对手件匹配的间隙和面差均能保证在标准值±0.5 mm之内,更进一步证明了,该预变形产品在变形后能够满足匹配的所有要求。
2.1.6 预变形方案的验证结论
通过饰条类预变形产品的实例研究,找到了预测变形量的方法,对于类似长条类产品,在工艺设置相同的情况下,选择固定的基准点后 (原点坐标),可以通过设计不同浇口下的模流分析变形量进行自身对比,同时根据目前研究的饰条变形量的比例趋势去预测其他产品的变形趋势。这样就可以在开模前较准确地预测产品的理论变形量,直接根据分析结果来修改产品数据和调整模具结构,可以有效地避免后期开发过程中因产品翘曲造成的匹配及外观不良问题。
2.2 整形工装的研究
对于已经翘曲的产品,文中也对几种方法进行了相关研究,并获得了显著的成效,特别是泡沫盘整形方案的成功对于以后项目有着重大的指导意义。虽然在其他很多项目中都会有各自的整形方案,但是在此次的饰条案例中,必然是目前最经济、最便捷、最实用的方法。
2.2.1 检具、工装整形
最常见的整形手段之一,如图15所示。
由于这两种方案是按照产品数据弧度整形,对于需要后处理的饰条产品,在整形后,短时间内虽然可以保证弧度,但是在经过高温去应力的工艺后,零件会重新反弹,整形效果消失。而且这两种整形方式,操作不便捷、无法量化、成本高、时间长,因此局限性较大,不能推广。
2.2.2 夹钳&梅花桩整形
用价格低廉的树脂做基材,用金属夹钳或金属定位柱做定量整形,如图16所示。
图16(a)所示为便携工装,可以在红色圈位置处粘贴泡沫塑料块来支持零件,用夹钳固定住产品,且变形量可通过夹钳调整;而图16(b)所示的梅花桩整形方法也可以对变形量进行定量调整,且同一工装可以应用于几套零件。这两种方案虽然解决了之前检具和工装在变形量和后处理工艺上的局限性,且在整形后确实能达到消除翘曲的效果,但是由于工装体积大、质量大,操作仍不便捷,而且成本仍很高,无法大批量推广。但是不可否认,这两种整形方式达到了消除翘曲的效果,对于其他整形方案的研究有很大的借鉴意义。
2.2.3 挂具整形
通过挂具来控制零件的变形量也是比较常见的整形方案之一,见图17。
在电镀工艺过程中,选择产品上的定位点,通过挂具上的结构固定,并在电镀过程中保持既定的变形量,从而在电镀后实现消除翘曲的效果。此方案有很多优点,操作便捷、成本低、可量化。但有两个最大的缺陷:(1)电镀后的变形量虽然可以有效控制,但是不稳定,有的时候会超出预想的变形效果;(2)电镀过程中是通过强行施加力使其达到消除翘曲的效果,其实零件本身仍存在着应力,当外界温度较高时,应力仍会释放,翘曲也会重新反弹。这在很多项目上都曾发生,当车辆在炎热天气中或者在阳光暴晒下时,饰条就会有翘曲的反应。
2.2.4 注塑件定型
注塑件工位器具整形,这是一个全新的想法,也是非常成功的案例。
图18(a)表面上看就是普通的饰条类周转工装——泡沫盘,但是考虑到翘曲问题,在设计时对泡沫盘进行了过定位设计,即零件放进泡沫盘后,就相当于放进了一个定量整形工装,过量的数值可通过试制验证得到。零件随着泡沫盘一起周转,并在泡沫盘内进行去应力,这样在注塑件的过程中就完成了零件的整形,如图18(b)。这样的整形方式成本低、操作性强、应用广、效果佳。
2.2.5 注塑整形与电镀整形的对比
说明:弧度测量工装,采用两点定位,一点读数的方式,进行简易的弧度测量,如图19所示。注塑件整形与电镀挂具整形的对比见表8。
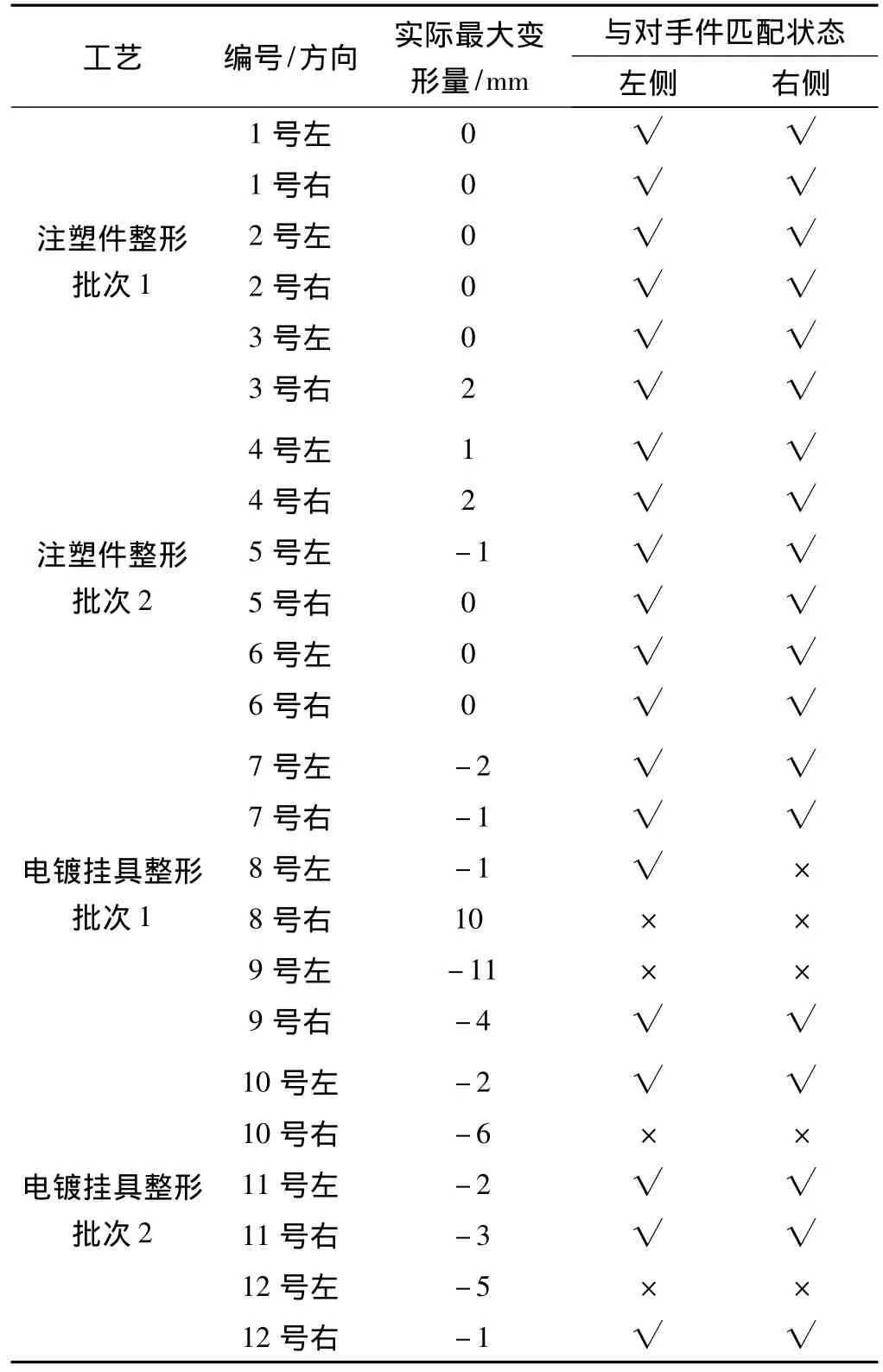
表8 注塑件整形与电镀挂具整形的对比
2.2.6 整形方案的验证结论
通过饰条类翘曲产品的实例研究,找到了消除翘曲变形量的方法,对于类似长条类产品,在翘曲已经既成事实的情况下,选择在工艺中不可缺少的环节,比如工位器具,加以设计,同时考虑将工艺条件与工位器具匹配,将周转器具与产品一同进行去应力,这样可以准确地对产品进行矫正,达到整形的效果。
3 结论
对于易翘曲类产品的设计可以通过预变形的方式,参考此次案例中变形量的预测手法,利用Moldflow软件,对制品进行浇口布置、工艺设置等分析,较准确地给出变形量参考数值,从而有效降低制品的翘曲情况,以达到产品设计的目的,避免后期开发过程中,因产品翘曲造成的匹配及外观不良问题。
对于已经翘曲的产品,解决的方案很多,文中采用工位器具进行整形是一个非常实用的方式,可以作为借鉴,但是在实际工作中应根据具体情况灵活运用。
【1】贡晓洁,魏爱思,管旭明.运用Moldflow针对翘曲问题优化塑料制品的应用[J].塑料制造,2010(7):62-63.
【2】黄钢华,张益华,鲁世红.Moldflow_MPI翘曲分析在注塑模中的应用[J].塑料制造,2008(8):64-67.
