铜铝配套端面的精密磨削加工研究
2014-03-07陈燕
陈燕
(中航工业贵州红林机械有限公司,贵州贵阳 550009)
铜铝配套端面的精密磨削加工研究
陈燕
(中航工业贵州红林机械有限公司,贵州贵阳 550009)
为解决青铜衬套压入铝合金阀座后铜铝配套端面的高精密磨削加工难题,实现磨削后达到高精度尺寸误差和形位公差,通过对不同砂轮类型和不同磨削参数、不同磨削刃角度进行对比试验,得出了适用的磨削砂轮、磨削参数和磨削刃角度,实现产品合格率达到95%以上。
铜铝配套端面;精密磨削加工;对比试验
T TAWAKOLI等通过磨削参数和工件硬度对MQL冷却磨削加工性能的影响试验发现:MQL冷却磨削加工能够提高砂轮磨削能力,延长砂轮寿命,改善磨削表面质量[1-2]。H Z CHOI等认为冷风磨削能够达到传统磨削液冷却的小切深磨削效果[3]。S OHMORI等分析了低温冷风对磨削温度的影响[4]。BAHETI等采用氧化铝砂轮切入式平面磨削碳钢[5]。C JAN等研制了泵式内冷却砂轮,并进行了不同冷却液流速的磨削试验研究[6]。S SHAJI等认为如果减小砂轮和工件之间的摩擦因数,在磨削加工区提供足够的润滑,就能减少甚至避免磨削烧伤[7]。
在某单位承制的外贸航空转包产品中,首现青铜衬套压入铝合金阀座组件,要求在铜铝配套端面进行高精密磨削加工,并要求磨削后达到高精度尺寸误差和形位公差。由于铜、铝都是塑性、韧性以及切削性能较好的有色金属,首先考虑采用车加工,直接保证如图1所示的尺寸公差、形位公差和表面粗糙度的要求,车加工后用平台、千分表可测出铜套与铝座交接处,铜套高出铝座面0.005~0.01 mm。
在车加无法保情况下,考虑采用磨削加工,使用单位库存磨削钢件80#国产中刚玉砂轮进行磨削试验。加工完成后,发现同样存在类似于车加工出现的问题,接痕处有凸台,尺寸公差和形位公差难保证,以及砂轮极易堵塞,每磨削一件零件即要修磨一次砂轮,且磨削光度较差。
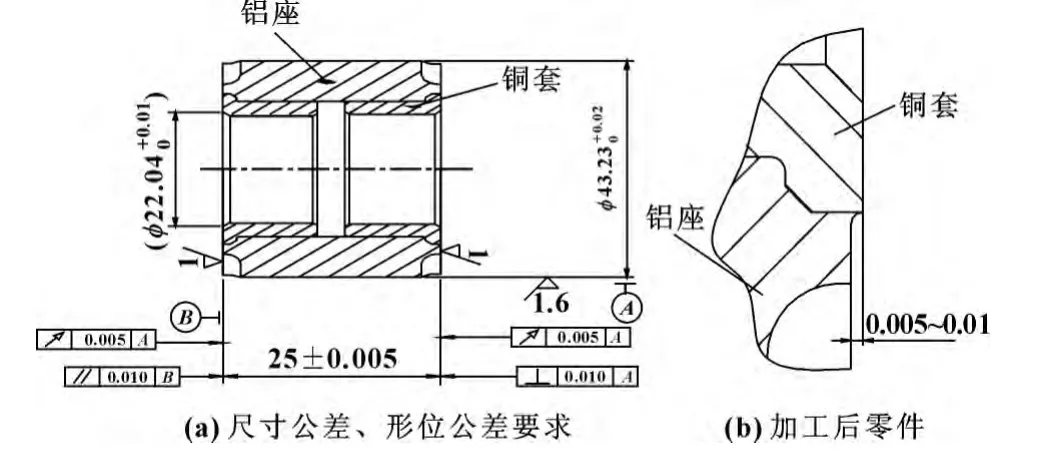
图1 尺寸公差、形位公差要求和加工后零件
为实现此类型产品的精密磨削加工,克服铝和铜磨削性能的差异,消除铜铝交接处凸台,避免磨削加工中切屑堵塞砂轮以及磨削热产生的应力变形现象,进行了新的试验,并取得了良好的试验效果,实现了大批量生产。
1 试验准备
1.1 组件结构特点
(1)隔圈组件由铝阀座和青铜衬套装配而成,阀座材料为铝2024,衬套青铜 (材料标准为AMS4625),均为有色金属,但这两种有色金属磨削性能有差异。
(2)工艺要求通过精磨削加工达到尺寸和形位公差保证在0.005 mm以内配合而成的端面,属精密加工范畴。
1.2 砂轮选择
1.2.1 砂轮磨料的选择
被加工产品材料是铝合金和青铜配套而成,材料本身塑性和韧性好,但塑性较大的有色金属破坏砂轮的自锐作用,切屑易堵塞砂轮使砂轮的切削能力丧失,如果砂轮没有自锐性,就会导致工件烧伤,所以要求砂轮有良好的自锐性。
1.2.2 砂轮粒度的选择
被加工产品的加工精度在0.005 mm以内,属精密磨削范畴;工件表面精度及粗糙度要求较高,如果使用粗度砂轮磨削时效率高,但工件表面粗糙度差;用细粒度砂轮磨削时,工件表面粗糙度较好,但效率低且切削易堵塞砂轮造成工件烧伤变形。
1.2.3 砂轮硬度的选择
通常被磨削的材料愈硬,所选用的砂轮就应愈软;被磨削的材料愈软,所选用的砂轮就应愈硬。但实践证明,磨削有色金属时砂轮硬度的选择原则恰恰相反,即应选用软的或次软的砂轮,不宜选用硬的砂轮。因为铝合金和青铜虽然切削抗力很小很容易切削,磨粒也不容易磨钝,但切屑很容易粘附在砂轮表面上,当磨粒脱落时粘附在砂轮表面的切屑也就一起脱落了所以砂轮表面不致被切削堵死。如果选用硬的砂轮,当砂轮粘附着切屑时,由于磨粒不易脱落了,所以砂轮就易被堵死。
为满足以上分析的砂轮指标要求,最终选择瑞士生产的温特图尔精密磨削白刚玉人造气孔砂轮,牌号为53A60F15VPH。其中,53A表示白刚玉 (磨料);60表示磨粒粒度 (中等粒度);F表示硬度 (偏软);15表示砂轮 (组织结构);V表示陶瓷结合剂;P表示人造气孔;H表示高气孔率。
1.3 组件加工工艺路线的确定
由于车加工工序无法直接保证最终组件要求加工精度,故粗加工车工序应预留磨削余量单边0.05 mm。同时,又由于精磨工序是以孔为基准穿芯棒同时磨外圆及端面,故磨削前应先珩内孔保证内孔尺寸公差以及内孔对外圆的跳动和对端面的垂直度,组件工艺路线安排如下 (图2)。
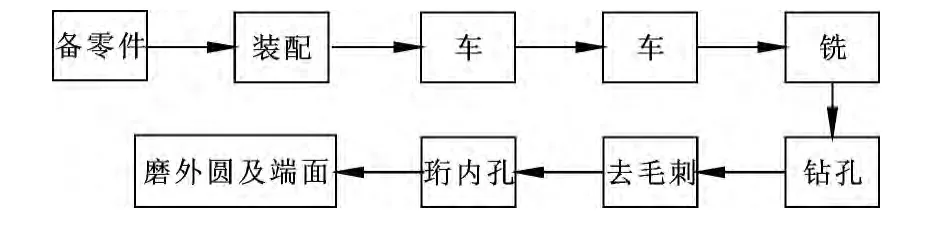
图2 组件工艺路线流程图
2 试验结果
2.1 砂轮类别对磨削精度的影响
国产磨钢件用中刚玉砂轮气孔致密、切屑易堵塞,磨削完铝座后磨粒锋利度减弱,导致对铜套的切削不够锋利而形成凸台。进口白刚玉砂轮具有人造气孔疏松组织结构,反复多次磨削压力使微小的晶粒从磨粒上脱落,不断暴露出新的锋利的磨削刃,从而避免了传统刚玉砂轮磨削过程中出现的磨粒钝化现象,能够提供排屑间隙,提高磨削量,更重要是疏松的组织结构能够提高砂轮磨削过程中的自锐性,避免了铜铝交接处产生接痕的现象。经反复试验,与中刚玉砂轮相比,参数对照见表2。
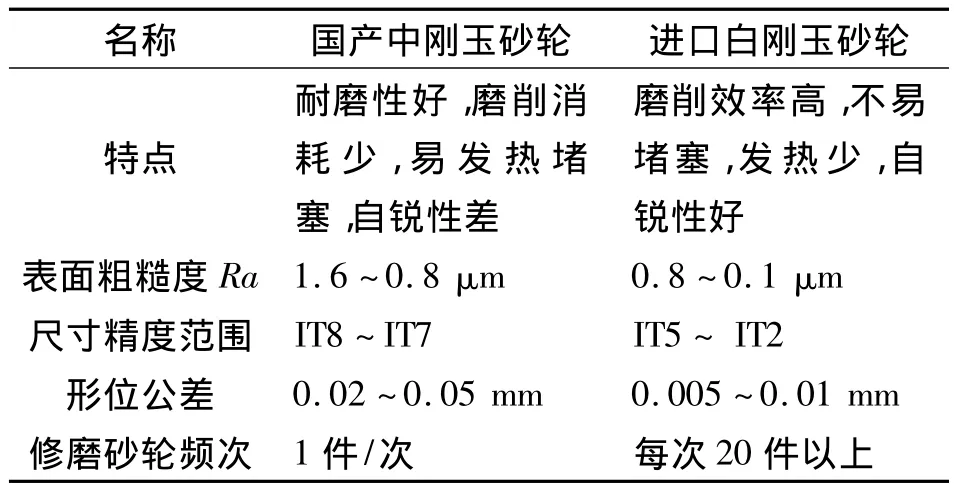
表1 不同砂轮参数对照表
2.2 砂轮修磨不同磨削刃试验
在零件加工前,将砂轮修磨呈一定锥度保证避免砂轮与被加工表面为线接触模式,保证零件与砂轮间存在一定间隙,便于排屑和散热。通过国产中刚玉砂轮和进口白刚玉砂轮修磨不同磨削刃角度对比试验后,得到如下的适用参数。
国产中刚玉砂轮的修磨砂轮宽度L为被磨削部位单边宽度2倍以上,按每20mm宽度向砂轮中心位置低0.5 mm修磨锥度α,tanα=0.5/20=0.025,故修磨锥度α=1.43°;而进口白刚玉L值只需比被磨削部位单边宽度多2 mm,按每5 mm宽度向砂轮中心位置低0.05 mm修磨锥度α,tanα=0.05/5=0.01,故修磨锥度α=0.57°。由此可见,进口白刚玉砂轮的修整量明显低于国产中刚玉砂轮,提高了砂轮使用寿命和减小了修正次数。
2.3 砂轮转速对比试验
砂轮速度vs=πdn/(1 000×60),其中:vs为砂轮速度 (m/s);d为砂轮直径 (mm);n为砂轮转速(r/min)。该零件砂轮规格为400 mm×127 mm×40 mm,由于考虑砂轮磨削损耗,设定砂轮的直径为350 mm,手动调节砂轮转速为2 000、2 400、2 800 r/min进行试验,故得 vs=36.6、43.96、51.286 m/s。
随着砂轮速度增大,单位时间内的工作磨粒数将增多,单个磨粒的切削厚度变小,挤压和摩擦作用加剧,滑擦显著增多。此外还会使磨粒在工件表面的滑擦次数增多,将促使磨削温度的升高。故试验后发现砂轮转速vs在36.6~43.96 m/s内磨削产品质量较稳定。
2.4 工件速度对比试验
工件速度vg=πdn/(1 000),其中:vg为工件速度(m/s);d为工件直径(mm);n为工件转速(r/s)。工件外圆直径为43.23 mm,手动调节工件转速为150、200、250 r/s,故得 vg=20.36、27.15、33.94 m/s。
工件速度增大使热源移动速度增大,工件表面温度可能有所降低,但不明显。这是由于工件速度增大后,增大了金属切除量,从而增加了发热量。
2.5 磨削参数对比试验
由于车加工零件总长为25.1 mm,磨削后零件总长为25 mm,因而磨削余量为0.1 mm,即单边磨削余量为0.05 mm。对于精密磨削过程中可分为粗磨、半精磨、精磨3个工步,涉及的磨削用量径向进给量、轴向进给速度、磨削方式等参数见表2。
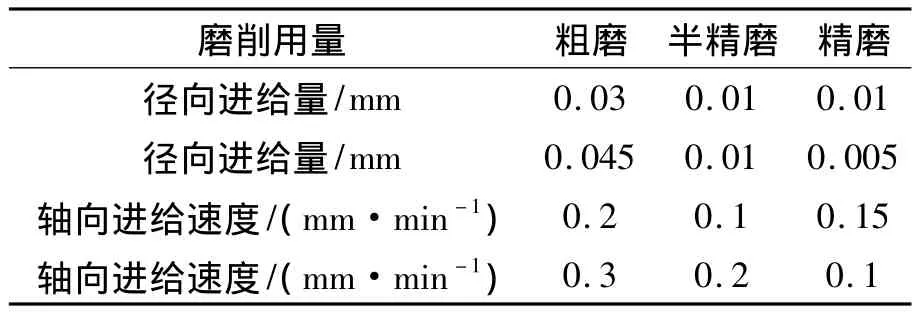
表2 磨削参数表
径向进给量的增大,将导致磨削过程中磨削变形力和摩擦力的增大和磨削温度的升高。为了更好地降低磨削温度,应该在提高工件速度的同时,适当地降低径向进给量,使单位时间内的金属切除量保持为常值或略有增加。试验对比后发现,第2组与4组参数组合,磨削产品质量合格率最高。
3 结论
铜铝配套端面的磨削加工,在于选用合适的砂轮,砂轮具有良好的自锐性,关键问题是砂轮表面不被切屑堵塞。在磨削前将砂轮修磨到合适的磨削刃角度,利于磨削过程中零件的排屑和散热,防止零件由于磨削热产生的烧伤和变形,从而保证零件表面质量和磨削精度。主要掌握好磨削参数的设置,粗磨时大的径向进给量和较快的轴向进给速度,精磨时小的径向进给量和稍慢的轴向进给速度,利于提高磨削效率和零件表面光度。
同时,合理使用磨削液也是至关重要的,冷却液的充分提供可降低磨削温度并减少磨削力,减少工件的热变形,降低已加工表面的粗糙度值,改善磨削表面质量,提高磨削效率和砂轮寿命。
通过对产品进行反复对比性试验,得出了适用的磨削参数和修磨磨削刃角度。按现行的加工方法,加工出来的零件95%以上满足产品技术要求,既保证了产品质量又大大提高了生产效率。同时,明确了磨削参数,固化相关几何参数,掌握了精密磨削中需要关注的重要影响因子,为今后此类型产品的精密磨削加工的顺利进行奠定了基础。同时,也可以进行其他材料零件的精密磨削加工。
[1]TAWAKOLIT,HADAD M J,SADEGHIM H.Influence of Oil Mist Parameters on Minimum Quantity Lubrication QL Grinding Process[J].International Journal of Machine Tools and Manufacture,2010,50(6):521-531.
[2]SANCHEZ J A,POMBO I,ALBERDIR,et al.Machining Evaluation of a Hybrid MQL-CO2 Grinding Technology[J].Journal of Cleaner Production,2010,18(18):1840-1849.
[3]CHOIH Z,LEE SW,JEONG H D.The Cooling Effects of Compressed Cold Air in Cylindrical Grinding with Alumina and CBNWheels[J].Journal ofMaterials Processing Technology,2002,127(2):155-158.
[4]OHMORIS,TATENO M,KOKUBO K.Effects of the Supplied Cold-air Condition on Grinding Temperature in Coldair Jet Grinding[J].Key Engineering Materials,2003(238/239):195-198.
[5]NGUYEN T,ZHANG L C.An Assessment of the Applicability of Cold Air and Oil Mist in Surface Grinding[J].Journal of Materials Processing Technology,2003,140(1/2/3):224-230.
[6]JAN C,BENJAMIN K,PETER H,etal.Hydraulic design of a Grinding Wheel with an Internal Cooling Lubricant Supply[J].Production Engineering,2011,5(2):119-126.
[7]SHAJIS,RADHAKRISHNAN V.Application of solid lubricants in grinding:investigations on graphite sandwiched grinding wheels[J].Machining Science and Technology,2003,7(1):137-155.
[8]李亚明.关于冷拔丝生产工艺的改进与应用[J].中国高薪技术企业,2010(25):19-20.
[9]袁哲俊,王先逵.精密和超精密加工技术[J].北京:机械工业出版社,1999.
[10]袁巨龙,张飞虎,戴一帆,等.超精密加工领域科学技术发展研究[J].机械工程学报,2010,46(15):161-177.
Precision Grinding Machining of Cu-Al Assembly End-face
CHEN Yan
(AVIC Guizhou Honglin Machinery Co.,Ltd.,Guiyang Guizhou 550009,China)
In order to solve the difficult problem in high precision grinding machining of assembly end-face of aluminum alloy with bronze after the bronze bushingswas pressed into aluminum alloy valve seat,to realize high precision dimension errors and shape and position tolerance,through the contrast testing of different types of grinding wheel,different grinding parameters and different grinding tool edge angles,suitable parameterswere obtained.The products qualification rate has achieved more than 95%.
Cu-Al assembly end-face;Precision grindingmachining;Contrast test
TH162+.0
B
1001-3881(2014)10-039-3
10.3969/j.issn.1001-3881.2014.10.011
2013-04-27
贵州省科技厅联合基金资助项目 (黔科合J字LKM[2012]14号)
陈燕 (1981—),女 (侗),硕士,主要研究方向为精密机械加工。E-mail:714030518@qq.com。