430 铁素体不锈钢A-TIG 焊接
2013-12-06胡绳荪王勇慧申俊琦陈昌亮许海刚
胡绳荪,王勇慧,申俊琦,陈昌亮,许海刚
(1. 天津大学材料科学与工程学院 天津 300072;2. 天津市现代连接技术重点实验室,天津 300072;3. 宝山钢铁股份有限公司研究院,上海 200431)
奥氏体不锈钢以其出色的耐腐蚀、高温、氧化性能,在全世界范围内获得广泛的应用.但随着国际镍价飙升,以镍作为主要合金元素的奥氏体不锈钢价格居高不下,人们开始转向其他替代钢种的研发推广,其中铁素体不锈钢具有很大发展潜力.
430(1Cr17)是铁素体不锈钢的代表钢种,基体不含镍,价格相对较低,并具有导热系数大、线膨胀系数较小、耐氯化物应力腐蚀性好等优点[1].这类钢通常采用手工焊或TIG 焊工艺进行焊接.
传统的 TIG 焊能获得优良的焊缝,但存在焊缝熔深小的问题,中厚板需要开坡口进行多道焊或者加大焊接热输入,这样焊接效率低,而且焊后组织粗化严重,使用性能急剧下降.
A-TIG 是在待焊工件表面涂覆活性剂后进行TIG 焊的一种高效的焊接方法,活性剂的使用可以明显增加熔深.目前国内外碳钢、铝合金、钛合金、奥氏体不锈钢等相关的 A-TIG 研究较多[2-6],针对铁素体不锈钢的研究鲜见报道.
笔者针对 430 铁素体不锈钢进行了单组份和多组分的 A-TIG 焊实验,分别研究了活性剂对焊缝熔深、微观组织和力学性能的影响规律.
1 实验条件
实验用 430 铁素体不锈钢板规格为:300,mm×150,mm×3.2,mm,其化学成分如表 1 所示.所使用的焊接设备包括 Fronius 公司生产的 Magic Wave 4000 型数字化TIG 焊机、自动焊接工作台、按压式夹具等.实验时工件固定在夹具上,焊枪随着小车作匀速直线运动,这样可使焊接过程中弧长和焊接速度保持稳定.
为了减少焊接缺陷,提高焊缝质量,焊前应对焊板进行表面处理,具体方法为用 240#砂纸对钢板表面进行打磨,然后用无水乙醇进行清洗,以去除表面杂质和氧化膜,待其干燥后可以进行活性剂的涂覆.

表1 430铁素体不锈钢化学成分Tab.1 Chemical composition of 430 ferritic stainless steel %
2 单组分活性剂对焊缝熔深的影响
研究单一组分活性剂对焊缝熔深的影响规律,是进行多组分活性剂实验的基础.在查阅文献[2,4-5,7]的基础上,选用了氧化物和卤化物2 种类型的活性剂,包括 B2,O3、Cr2O3、SiO2、TiO2、MnO2、MgO、CaO、KCl、CaF2、NaF,经电子天平精确称量后,加入适量无水乙醇调和成糊状,用扁平毛刷均匀涂覆到待焊工件表面,涂覆宽度为20~30,mm,厚度为0.5,mm左右.
首先测量每种活性剂对应的临界熔透电流值,以初步了解每种组分对于焊接熔深影响的大小及对应的成形状况,焊接规范见表 2.焊接电流从 90,A 开始,每次增加 5,A,直至找到临界熔透电流值.每焊完一道后,均要重磨钨极并重新调整钨极高度,以保证焊接条件的一致性.

表2 A-TIG焊接规范Tab.2 Welding parameters of A-TIG
实验结果如图1 所示,可见所用活性剂均能使焊接临界熔透电流值减小,即涂覆活性剂后可以在较小的热输入条件下使 3.2,mm 钢板熔透.氧化物类活性剂对减小焊接临界电流的作用比较明显,B2O3、Cr2O3、SiO2、TiO2、MnO2、CaO 都能使临界熔透电流降低80,A 以上,效果最好的B2O3甚至能将临界熔透电流降为空板焊接时的 42.3%;卤化物 KCl、CaF2、NaF 效果均不明显.
对于活性剂增加焊缝熔深的作用机理,国内外存在多种理论解释,其中最有代表性的是 “电弧收缩理论” 及“表面张力温度梯度改变理论”[7-9].活性剂中的F、Cl、O 都具有较强的电子亲和能力,能够引起电弧收缩效应,但同时 O 还能有效改变熔池表面张力梯度,增大焊缝熔深,因而氧化物的综合效果要普遍优于卤化物.
选用氧化物类活性剂用表2 的规范在90,A 电流下进行焊接,焊后横向切割焊缝制备金相试样,腐蚀后在低倍光学显微镜下观察焊缝熔深,得到各组分活性剂对焊缝熔深的影响如图2 所示(D 为不同活性剂对应的熔深,D0为无活性剂区的熔深).从结果来看,所选活性剂均能不同程度增加焊缝熔深.其中增加效果较为明显的有 B2O3、SiO2、Cr2O3、TiO2.
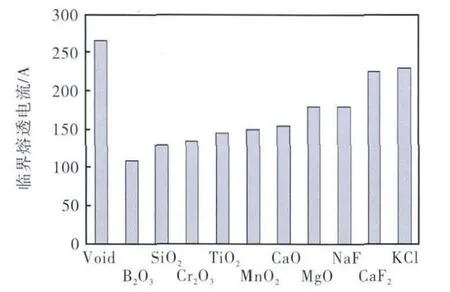
图1 单组分活性剂临界熔透电流Fig.1 Penetration currents of single component activating flux
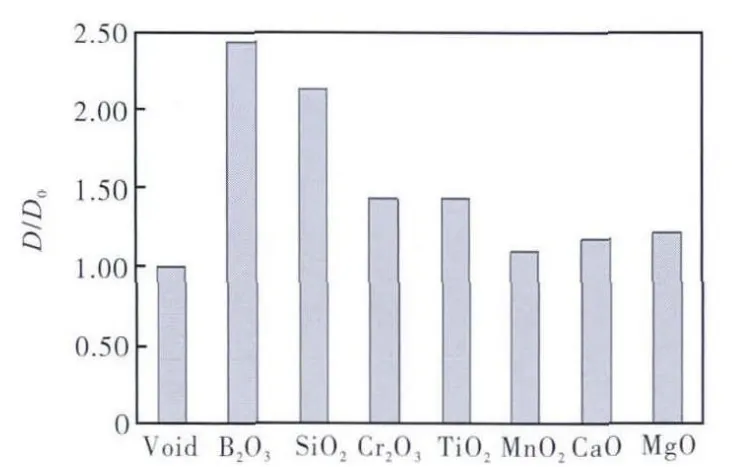
图2 单组分活性剂对焊接熔深的影响Fig.2 Effect of single component activating flux on weld penetration
3 多组分活性剂对焊缝熔深的影响
在单组分活性剂实验的基础上,选定 B2O3、Cr2O3、SiO2、TiO2进行混合组分活性剂实验.
(1) 进行任意2 个单组分活性剂等量混合实验,用表2 所示焊接规范,分别在110,A、120,A 的电流下进行焊接,观察焊缝熔透情况.
(2) 进行多组分活性剂定量配比实验,用表2 所示焊接规范,分别在 105,A、110,A 的电流下进行焊接,观察焊缝熔透情况.
等量混合单组分活性剂实验的结果如表3 所示,从表 3 中 2~5 组结果可以看出,Cr2,O3和 TiO2含量较大时,活性剂作用效果变差,因而在混合组分中含量不应太多.
从表 3 中 2、3 和 4、5 两组对比可以看出,Cr2,O3的作用优于 TiO2.根据胡礼木等[10-11]的研究结果,多组元活性剂中的Cr2,O3或有改善焊接接头“贫铬”,提高腐蚀性能的作用.结合实验结果,本实验最终确定活性剂配方的主要成分为:B2,O3(40%~80%),SiO2(10%~20%),Cr2,O3(10%~20%),其配比如表 4所示.
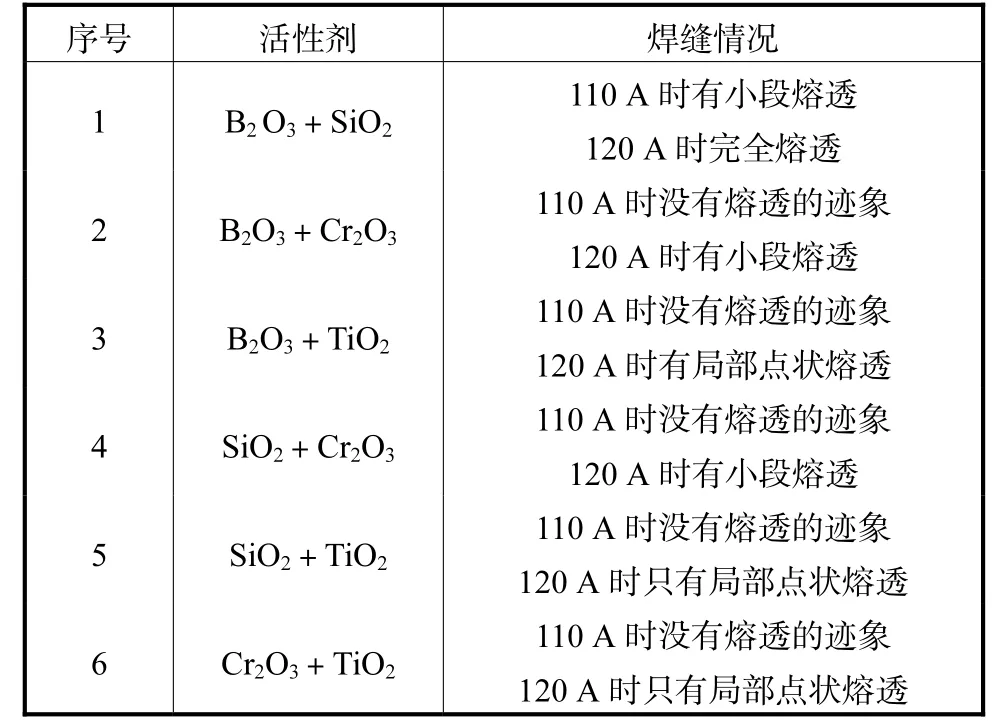
表3 等量混合单组分活性剂实验结果Tab.3 Results of the expriment with 1∶1 single component activating flux
其中A 组在105,A,下全部熔透;B 组仅在110,A下有小段熔透;D 组在 110,A 下大半段熔透,在105,A 下只有局部点状熔透;G 组在 110,A 下大半段熔透,在 105,A 下只有局部点状熔透;H 组在 110,A下全部熔透,在 105,A 下只有部分熔透;剩下的 C、E、F 3 组在110,A 电流下均未熔透.
通常认为:SiO2、Cr2O3、CaF2等活性剂会在阳极表面形成导电性较差的熔融层,使得电弧导电通道变长而导致电弧等离子体发生收缩;B2O3、TiO2等活性剂则能强烈改变熔池表面张力,使表面张力温度梯度由负变正,熔池金属流动方向从周边流向中心,从而使焊缝熔深增加.多组分活性剂综合了电弧收缩作用和表面张力温度梯度改变作用,因而比单组分活性剂的效果更为明显[12-13].
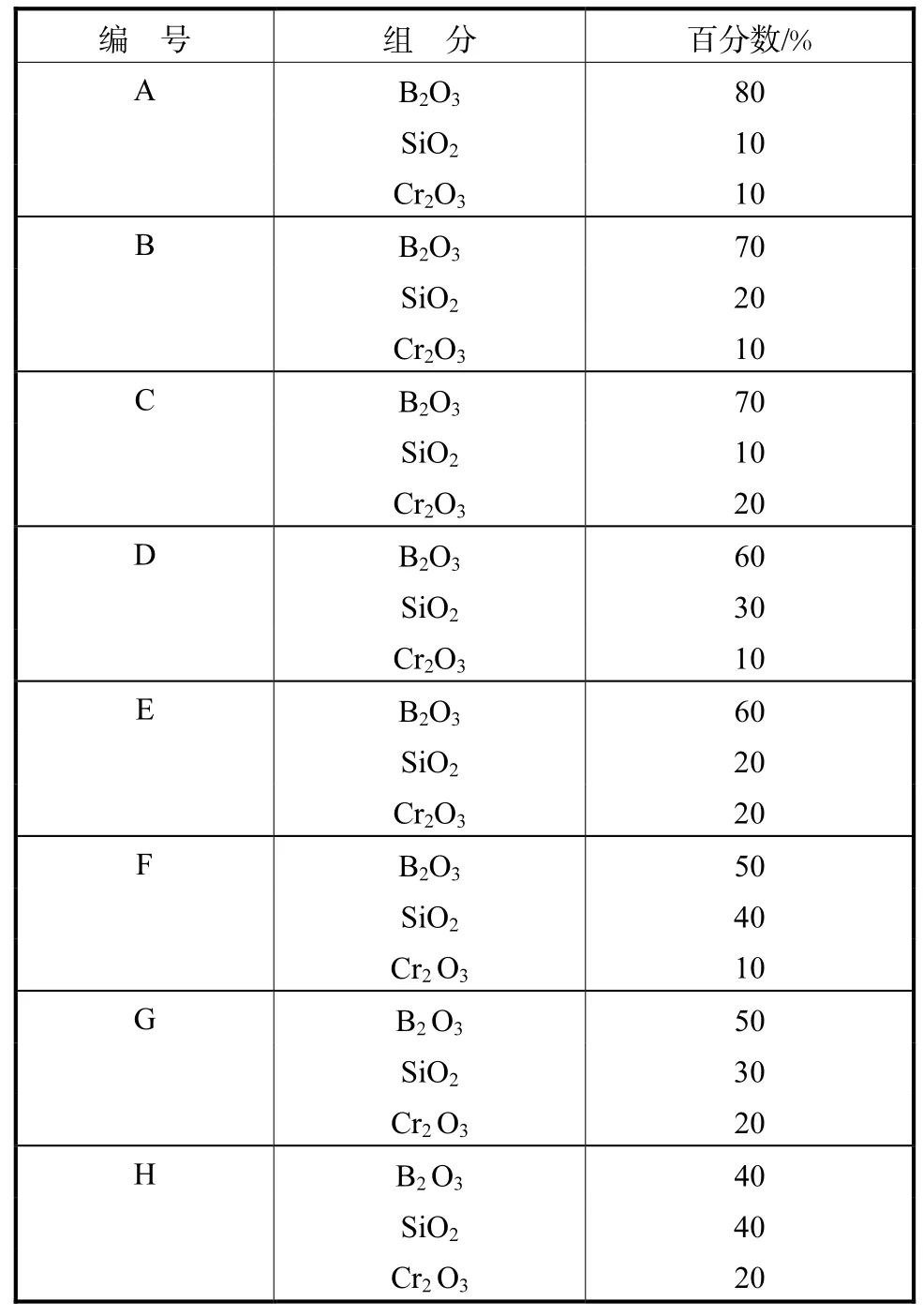
表4 多组分活性剂配比Tab.4 Proportioning of multi-component activating flux
4 活性剂对焊缝组织性能的影响
利用表2 所示焊接规范,在105,A 电流下对涂覆A 组活性剂和不适用活性剂的 430 铁素体钢板进行焊接,焊后对焊缝区取样进行观察.
如图 3 所示,在相同焊接条件下,不使用活性剂焊接钢板时,得到的熔深只有 1.3,mm,是宽而浅的碗状熔深;使用活性剂后熔深可达 3.2,mm,是前者的 2.46 倍,同时熔宽明显减少,呈现深而窄的杯状熔深.
不使用活性剂的焊缝组织如图 4(a)和 4(c)所示,可见在焊接热循环的作用下铁素体组织较为粗大,并出现少量马氏体和析出相;使用活性剂的焊缝组织如图 4(b)和 4(d)所示,从图 4 中可以看出,使用活性剂后焊缝区铁素体的晶粒尺寸有所减小,这与活性剂中 Cr、B、Si 等合金元素引起的晶粒细化作用有关[14].
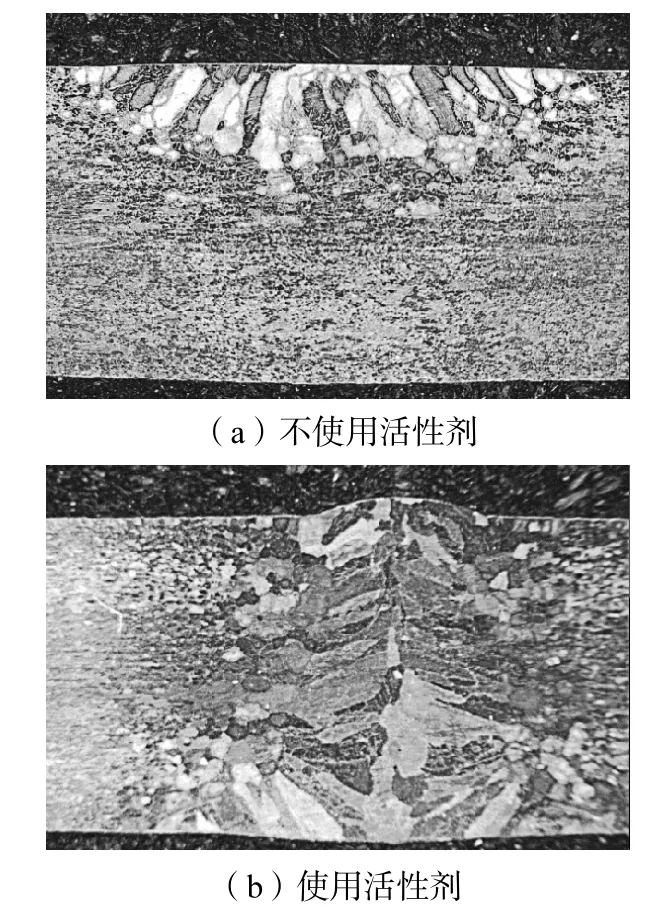
图3 焊缝宏观形貌(25×)Fig.3 Macroscopic morphology of the welds(25×)
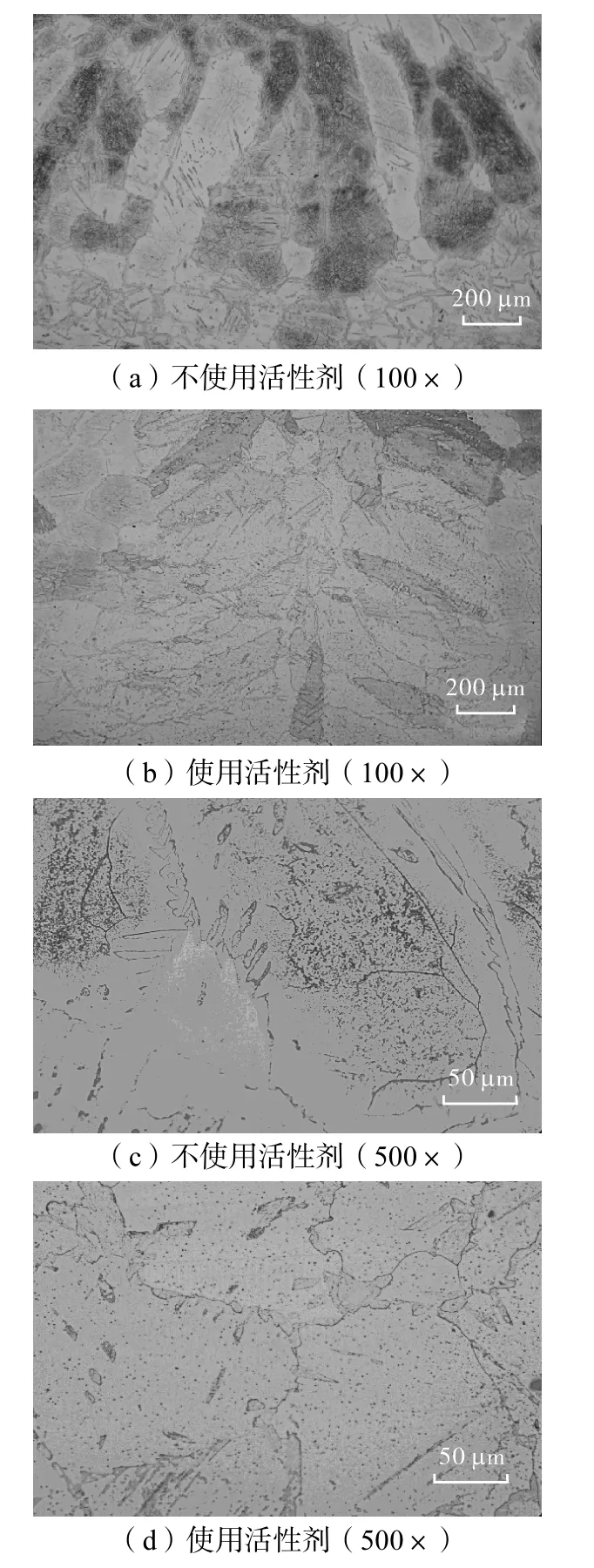
图4 焊缝微观组织Fig.4 Microstructure of welds
利用表2 所示焊接规范,在105,A 电流下对使用A 组活性剂和不使用活性剂的 430 铁素体钢板进行焊接,焊后进行拉伸实验并测量焊缝中心处显微硬度值,拉伸试样尺寸为150,mm×30,mm×3.2,mm,显微硬度测试中施加载荷为 1.96,N,载荷保持时间为10,s,实验结果见表 5.铁素体不锈钢由于焊后出现马氏体和析出相,因而显微硬度值与母材相比有明显提高.实验结果表明,与传统 TIG 焊相比,使用活性剂后焊缝抗拉强度和硬度变化不大.
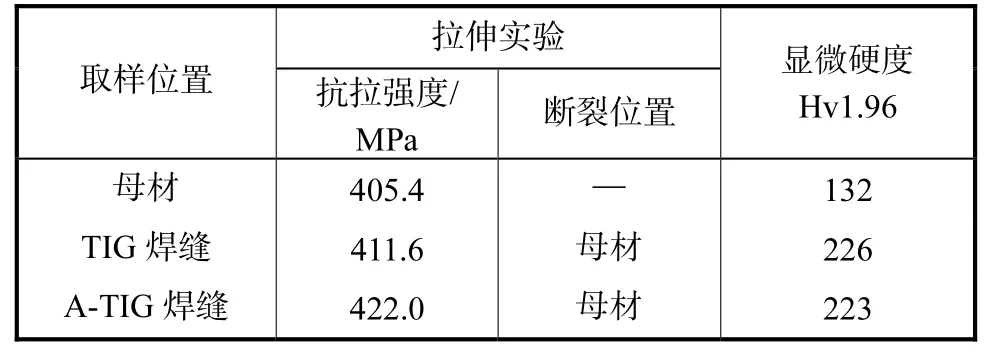
表5 室温下焊缝力学性能测试结果Tab.5 Results of the mechanical performances of the welds at room tempreture
5 结 论
(1) 在铁素体不锈钢 TIG 焊中,所用活性剂均能降低其临界熔透电流并增加焊缝熔深.氧化物类活性剂的效果优于卤化物类活性剂,其中效果最好的B2O3在焊接电流为 90,A 时能使临界熔透电流降低57.7%,焊缝熔深增加1.46 倍.
(2) 多组分活性剂的作用比单组分活性剂更佳.使用 B2O3单组分活性剂需要 110,A 以上的电流才能使 3.2,mm 铁素体不锈钢板完全焊透,而同样条件下使用最佳配比的多组分活性剂时只需要 105,A的电流就可完全焊透.
(3) 在本实验条件下,活性剂的使用可以大幅增加焊缝熔深,同时焊缝区铁素体的晶粒尺寸略有减小,焊缝力学性能则基本保持不变.
[1]孟 威. 400 系铁素体不锈钢热轧板材力学性能及焊接性能的研究[D]. 兰州:兰州理工大学材料科学与工程学院,2009.Meng Wei,The Research of Mechanical and Weld Properties of 400 Series Hot Rolled Ferritic Stainless Steel Plates [D]. Lanzhou:School of Materials Science and Engineering,Lanzhou University of Technology,2009 (in Chinese).
[2]Huang Yong,Fan Ding. Experimental study on activating welding for aluminum alloy [J].China Welding,2005,14(2):130-134.
[3]Niaqai J. Use of A-TIG method for welding of titanium,nickel,their alloys and austenitic steels[J].Welding International,2006,20(7):516-520.
[4]Leconte S,Paillard P,Chapelle P,et al. Effect of oxide fluxes on activation mechanisms of tungsten inert gas process [J].Science and Technology of Welding and Joining,2006,11(4):389-397.
[5]Liu L M,Zhang Z D,Song G,et al. Mechanism and microstructure of oxide fluxes for gas tungsten arc welding of magnesium alloy [J].Metallurgical and Materials Transaction A,2007,38(3):649-658.
[6]Loureiro A R,Costa B F O,Batista A C,et al. Effect of activating flux and shielding gas on microstructure of TIG welds in austenitic stainless steel [J].Science and Technology of Welding and Joining,2009,14(4):315-320.
[7]Leconte1 S,Paillard P,Saindrenan J. Effect of fluxes containing oxides on tungsten inert gas welding process[J].Science and Technology of Welding and Joining,2006,11(1):43-47.
[8]张兆栋. 镁合金活性焊接研究[D]. 大连:大连理工大学材料科学与工程学院,2007.Zhang Zhaodong. The Study of Activating Flux Welding for Magnesium Alloy[D]. Dalian:School of Materials Science and Engineering,Dalian University of Technology,2007(in Chinese).
[9]Modenesi P J,Apolinario E R,Pereira I M. TIG welding with single component-fluxes[J].Journal of Materi-als Processing Technology, 2000,99(1/2/3):260-265.
[10]胡礼木,胡 波,郭从盛,等. 奥氏体不锈钢 TIG 用活性剂的研制[J]. 焊接学报,2006,27(6):53-55.Hu Limu,Hu Bo,Guo Congsheng,et al. Active flux for austenitic stainless steel tungsten inert-gas welding[J].Transactions of the China Welding Institution,2006,27(6):53-55(in Chinese).
[11]胡礼木,胡 波,张永宏,等. 不锈钢 A-TIG 焊接头的抗腐蚀性能分析[J]. 焊接学报,2006,27(7):34-36.Hu Limu,Hu Bo,Zhang Yonghong,et al. Analysis of corrosion resistance of A-TIG welded joint for austenitic stainless steel[J].Transactions of the China Welding Institution,2006,27(7):34-36(in Chinese).
[12]宋天革,张 岸. 多组元活性剂对 TIG 焊焊缝熔深的影响[J]. 兵工学报,2009,30(12):1718-1721.Song Tiange,Zhang An. Effect of multi-component active fluxes on penetration in TIG welding[J].Acta Armamentarii,2009,30(12):1718-1721 (in Chinese).
[13]孙亚非. 活性剂等离子弧焊接的研究[D]. 大连:大连交通大学材料科学与工程学院,2004.Sun Yafei. Investigation on A-PAW[D]. Dalian:School of Materials Science and Engineering,Dalian Jiaotong University,2004(in Chinese).
[14]韩宝军,徐 洲. 钢铁晶粒超细化方法及其研究进展[J]. 材料导报,2010,24(1):94-103.Han Baojun,Xu Zhou. Grain ultra-refinement and its development in steels[J].Materials Review,2010,24(1):94-103(in Chinese).
