半柔性同轴电缆外导体垂直镀锡工艺及其关键工艺参数
2013-12-06程方杰马兆龙杨立军杨俊香武云龙
程方杰,马兆龙,杨立军,肖 鑫,杨俊香,武云龙
(1. 天津大学材料科学与工程学院,天津 300072;2. 天津市现代连接技术重点试验室,天津 300072)
随着通讯技术的快速发展,我国已经正式启动新一代的3G 通讯网络.3G 网络使用的信号频率更高,其传输频段从原来 2G 网络的 800~960,MHz 和1,700 ~ 1,900,MHz 提 高 到 1,885 ~ 2,200,MHz 和2,300~2,400,MHz[1],这就对同轴电缆的信号衰减和屏蔽效果提出了更高的要求.在此背景下,高性能的半柔性同轴电缆得到了迅猛发展.
半柔性同轴电缆其外导体是采用镀锡的细铜线编织成的金属网.在金属编织网外导体上再进行整体镀锡是目前国内外制造半柔性同轴电缆的通用技术[2-4].这种半柔性同轴电缆具有使用温度范围宽、使用频率高、衰减低、驻波系数小、屏蔽性能好等优异性能[2].同时,与金属管型同轴电缆相比,其具有良好的弯曲变形能力;与柔性电缆(金属编制的外导体上不镀锡)相比,其具有良好的形状保持能力,在狭窄的空间内布线时排列十分整齐美观.基于以上优点,这种半柔性同轴电缆特别适合于在狭小空间内进行复杂的布线,有利于通讯设备的小型化和功能的日趋复杂化.目前这种外导体整体镀锡的半柔性同轴电缆广泛应用于 3G 通讯基站内部的信号传输,是3G 通讯网络建设中的关键材料之一.
1 垂直镀锡新工艺原理
目前,国内外线缆行业大多是采用图1 所示的水平镀锡工艺.
在镀锡过程中,同轴电缆通过导向压轮从锡锅的一端压入镀锡槽中的锡液,然后经导向轮后离开镀锡槽.因为在该工艺过程中,电缆进出锡槽都是经过锡液上表面,为区别于文中所提出的工艺方法,称为水平镀锡工艺.这种传统的水平镀锡工艺对工艺参数要求很苛刻,容易出现针孔缺陷和镀层附着力不足等质量问题,因此经常需要镀 2 遍,对内部绝缘层的热损伤严重,而且镀锡效率低.其中,针孔缺陷是影响产品质量的关键所在.
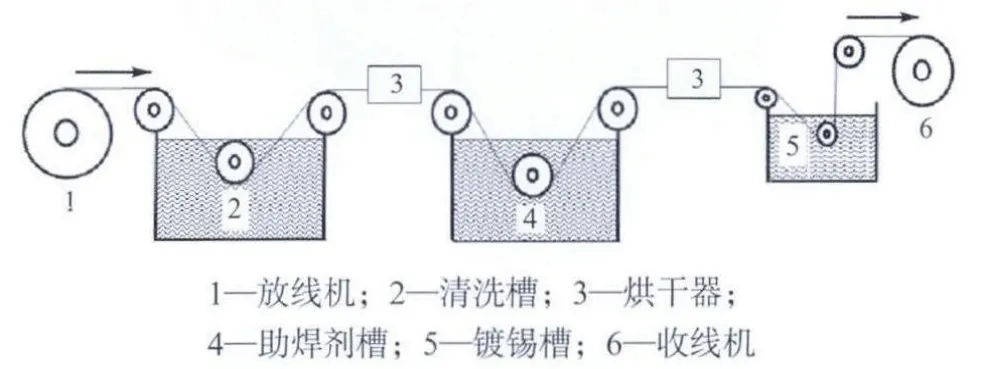
图1 同轴电缆水平镀锡工艺原理Fig.1 Schematic diagram of coaxial cable horizontal tinplating process
实验发现,当电缆经过高温锡液时,助焊剂活性成分的分解、残留溶剂和水分的汽化等原因导致在编织网内产生大量气体,形成很高的内部气体压力,当电缆刚刚离开锡液面的瞬间,这些气体冲破尚未凝固的锡镀层从而形成针孔,这是产生针孔缺陷的主要原因[5].因此,为减少针孔缺陷的发生,需要尽量缩短电缆在锡液中的停留时间以及浸入锡液内的长度.
在传统的水平镀锡工艺中,电缆浸入锡液的长度一般超过 400,mm,在锡液中的停留时间超过 6,s,因此容易产生针孔缺陷.为了缩短电缆浸入锡液的长度和缩短在锡液中的停留时间,笔者提出了垂直镀锡新工艺,并已获取国家发明专利授权[6].
垂直镀锡工艺的基本原理是:将经过涂覆助焊剂、烘干预热等前处理的同轴电缆通过一个位于镀锡槽底部的导入管从锡液的底部进入并垂直穿过锡液完成镀锡的,其原理见图2.
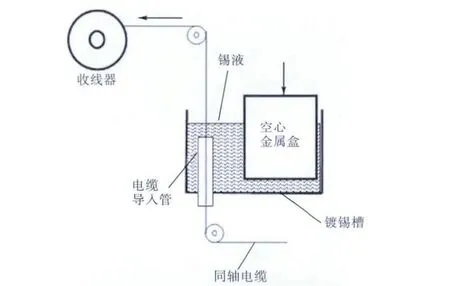
图2 同轴电缆垂直镀锡工艺原理Fig.2 Schematic diagram of coaxial cable vertical tinplating process
在该工艺过程中,电缆是从锡液的底部垂直进入锡液然后从其表面穿出离开镀槽的,本文中称其为垂直镀锡工艺.为了控制锡液面的高度,从而控制电缆在锡液中的浸入长度,需要在锡槽上部设置一个可以升降的空心金属盒.在非镀锡状态时,该金属盒从锡液中提出,使锡液面下降到电缆导入管上表面以下,从而避免锡液从导入孔中泄露出来;准备镀锡时,首先将待镀锡电缆穿过导入孔并经过牵引机后缠绕到收线机上,然后开启牵引机进行收线,同时将金属盒慢慢压入到已经加热到合适温度的锡液中,抬升锡液面;当锡液面超过导入管的上表面后便浸润电缆,开始镀锡.通过调整金属盒压下的深度可以方便地调节电缆浸入锡液的长度.很显然,与传统的水平镀锡工艺相比,垂直镀锡工艺可以大幅度缩短电缆浸入锡液的深度,一般可以控制在 10~100,mm.配合相应的牵引速度,电缆在高温锡液中的停留时间则可以缩短到1.0,s 以下.
在垂直镀锡过程中,锡液温度、电缆在锡液内的停留时间、电缆浸入锡液的长度以及电缆的送进速度是影响镀层质量的关键工艺参数.
2 垂直镀锡过程中的关键工艺参数
2.1 锡液温度对镀层质量的影响
为了分析研究锡液温度对镀锡层质量的影响,分别在240,℃、260,℃和280,℃ 3 个温度下采用本课题开发的垂直镀锡工艺进行了镀锡实验.电缆在锡液中的停留时间为 2.0,s,使用自行配制的低发气量、无卤素有机助焊剂.所用的同轴电缆编织密度为 96%、外径为3.30,mm、型号为STV50-3.
液态金属的黏度和表面张力一般都是随着温度的升高而变小[7-8].因此,温度越低,锡液的黏度越高,表面张力越大,锡液的流动性和渗透能力也就越低,从而影响在整体镀锡过程中向金属编织网内部的渗透作用.首先,为观察锡液的渗透情况,将镀锡后的编织网用剪刀剪开,从内部观察了锡液的渗入效果,结果如图3 所示.
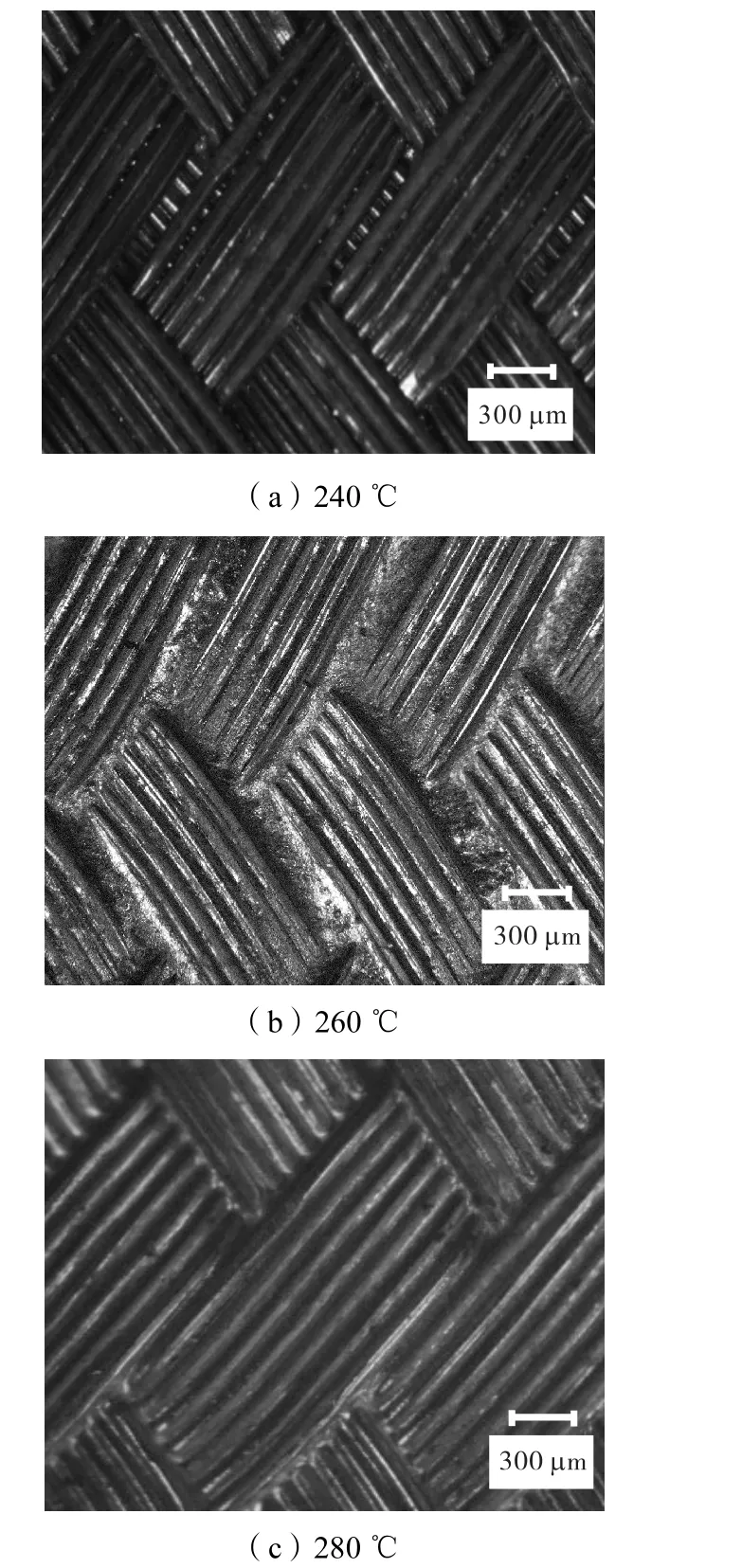
图3 不同温度下锡液向编织网内部的渗透结果Fig.3 Penetration effect of molten tin to the inner side of braids at different temperatures
由图 3(a)可以发现,在 240,℃时,编织网内侧很干净,几乎看不到锡液渗入的迹象.260,℃时,可以发现有大量的锡液渗透进了编织网的内部,凝固后将编织网牢固地连接成一个整体,如图3(b)所示.随着锡液温度继续升高到280,℃时,可以看到渗入到编织网内部的锡量又有所减少,如图 3(c)所示.通过上述实验现象可以知道,温度对锡液向编织网内部的渗透能力有重要的影响.对上述结果分析如下:锡液温度过低时(240,℃,仅仅超过其熔点 8,℃),一方面锡液的黏度太高,其通过毛细作用向内渗透的能力不足;另一方面,这个温度下液态锡与编织线之间的界面冶金反应较慢,其通过界面冶金反应驱动(反应润湿)向内部渗透的能力也不足.这两方面的原因使得其不能有效地渗透到编织网的内部.这种情况下,镀锡层只是附着在了编织网的外表面,其结合强度不足,特别是在折弯过程中,锡层很容易发生开裂和剥落现象.当温度过高时(280,℃),锡液的黏度大大下降,流动性增强,这有利于通过毛细作用向内部的渗透;但是这个温度下,助焊剂的多个有效成分分解严重,在编织网内部产生大量的气体并形成很高的内部气压,气体压力会阻碍液体钎料向内部的渗入,而且容易形成针孔缺陷.这两方面作用的综合结果是温度过高时,锡液的渗透能力有所下降.因此,要获得足够的渗透能力,必须有一个合适的温度,过高或过低都会导致锡液的渗透能力下降甚至不能渗透到编织网的内部去.
锡液温度还对镀锡层厚度和气孔缺陷有着重要的影响.为了观察锡层的厚度及内部气孔情况,对上述3 种温度下焊接的试样的横截面进行了金相分析,其金相图片如图4 所示,表1 则给出了镀锡前后电缆直径的变化情况.
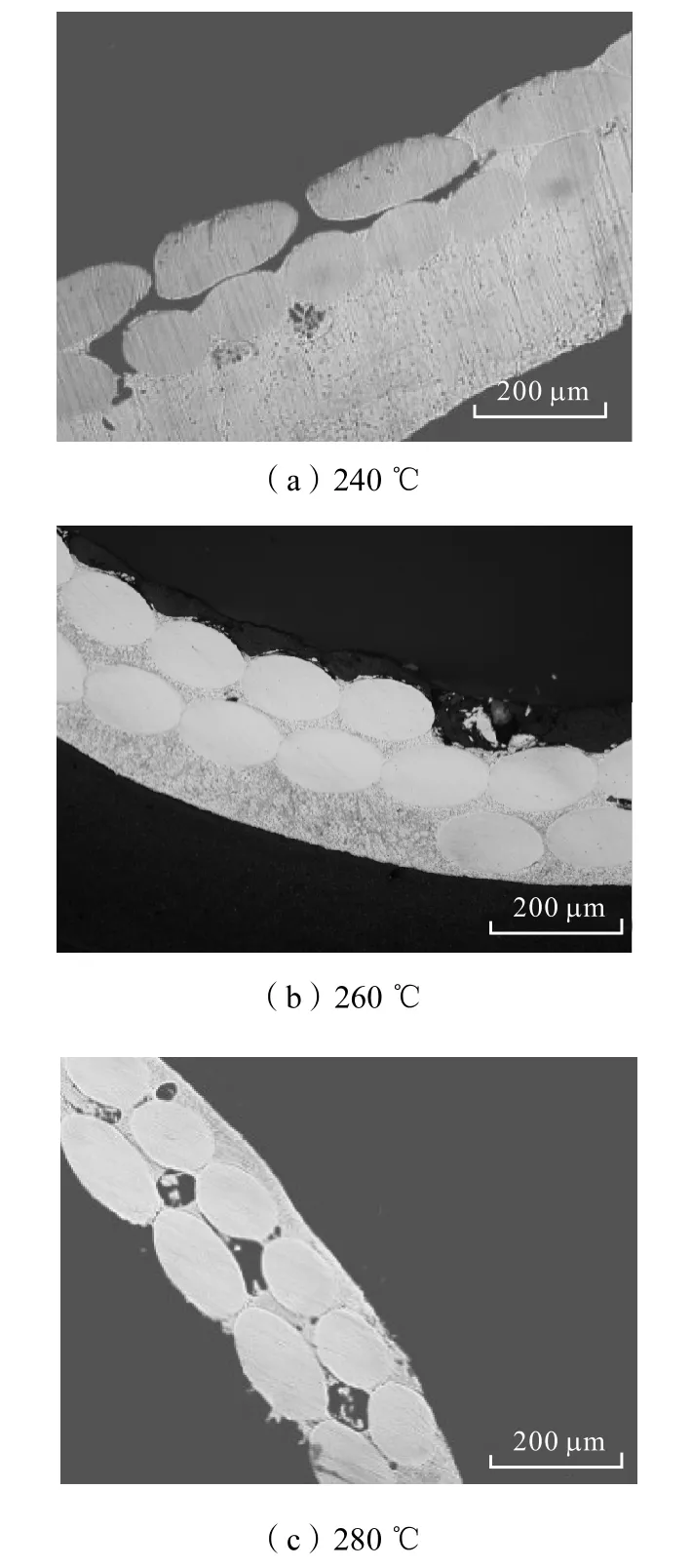
图4 不同温度下镀锡外导体横截面金相图Fig.4 Cross-section metallographs of outer conductors after tin-plating at different temperatures
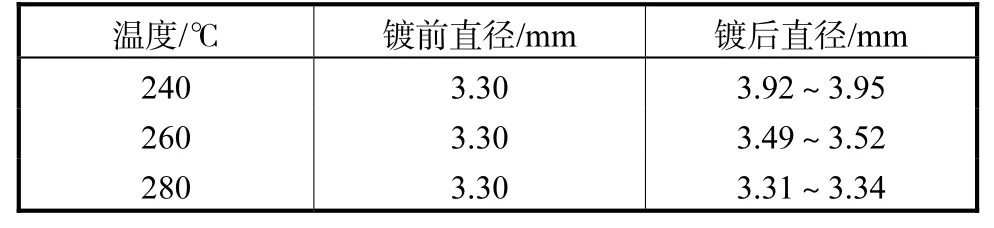
表1 不同温度下同轴电缆镀锡后直径变化Tab.1 Change of diameters of coaxial cable after tinplating at different temperatures
由图 4(a)可以看出,当镀锡温度为 240,℃时,其镀锡层明显偏厚,超过了300,µm.而且锡钎料只黏附在编织网外层的铜线上,内层铜线多数处在游离状态,没被钎料包覆住,这与图 3(a)从内侧看不到镀锡层的结果是一致的.当镀锡温度为 260,℃时,根据图4(b)可以发现,锡钎料已经完全填满了编织网铜线的所有缝隙,将整个编织网固化为一体,镀层密实,内部基本没有气孔缺陷,其厚度约为 100,µm,从外观上看镀层光亮、均匀、饱满.如果将镀锡温度提高到280,℃,可以发现镀锡层进一步变薄,大部分地方的厚度在 20,µm 以下.从外观上看,锡层不饱满,未能填平铜线的间隙.在镀层内部还可以发现有很多的气孔存在,这主要是由钎剂分解产生的气体所形成的.根据表 1 的统计结果可以知道:从锡层的厚度和气孔缺陷的角度来讲,锡液温度过高和过低都会产生不良影响,260,℃左右是一个理想的温度,在该温度下获得的镀层厚度适中,内部密实,没有气孔缺陷.
经过反复实验,镀锡温度一般控制在 255~265,℃,能得到对内层编织网渗透良好、厚度均匀适中、表面光亮饱满、内部密实无气孔的优良镀层.
2.2 电缆的浸锡长度和送进速度对镀锡质量的影响
电缆在锡液中的停留时间(t)取决于电缆浸入锡液中的长度(L)和电缆的送进速度(v)二者的配合.三者之间的数学关系为

为了研究电缆的浸锡长度和停留时间对镀锡质量的影响规律,设计了如表 2 所示的工艺实验方案.锡液温度为 260,℃,采用自制的低发气量专用助焊剂.对镀完锡的电缆截面制成金相试样观察锡层内部的质量,结果如图5 所示.
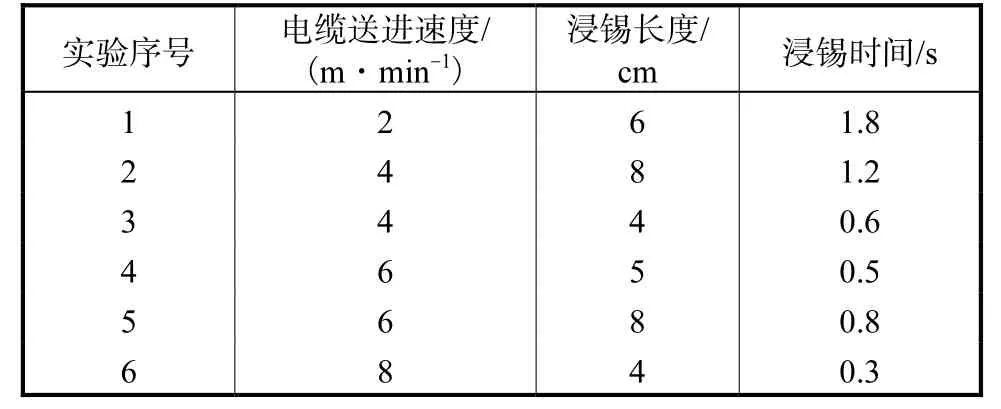
表2 浸锡长度、停留时间对镀锡层质量影响的工艺实验方案Tab.2 Experimental scheme about effects of immerg-ing length and time on the coating qualities
从图5 中可以看出,当电缆在锡液中的停留时间超过1.2,s 时,镀锡层明显变薄,内部气孔缺陷显著增多,同时编织网内侧的铜线上很少有锡液渗入,说明镀锡速度过低或者在锡液中停留时间过长都会降低锡液对编织网内部的渗透能力,如图 5(a)~(b)所示.当停留时间在 0.5~0.8,s 范围内时,从图 5(c)~(e)可以看出,镀锡层内部气孔缺陷很少,镀锡层厚度适中,表面光滑,同时对内层编织网有良好的渗透效果,整个编织网被镀锡层固化为一体,具有优良的综合性能.进一步缩短在锡液中的停留时间或者提高电缆的送进速度,锡镀层内气孔缺陷很少,锡液对编织网的渗透作用也很强,但是镀锡层厚度会明显增加,如图 5(f)所示.这主要是因为当送进速度太高时,当电缆离开锡液面时表面会黏附带走更多的锡液,这些锡液凝固后就使镀层厚度增加,而且镀层的厚度也不均匀,这既造成锡钎料的浪费,同时也会导致镀锡后电缆重量的增加,生产中一般是不允许的.
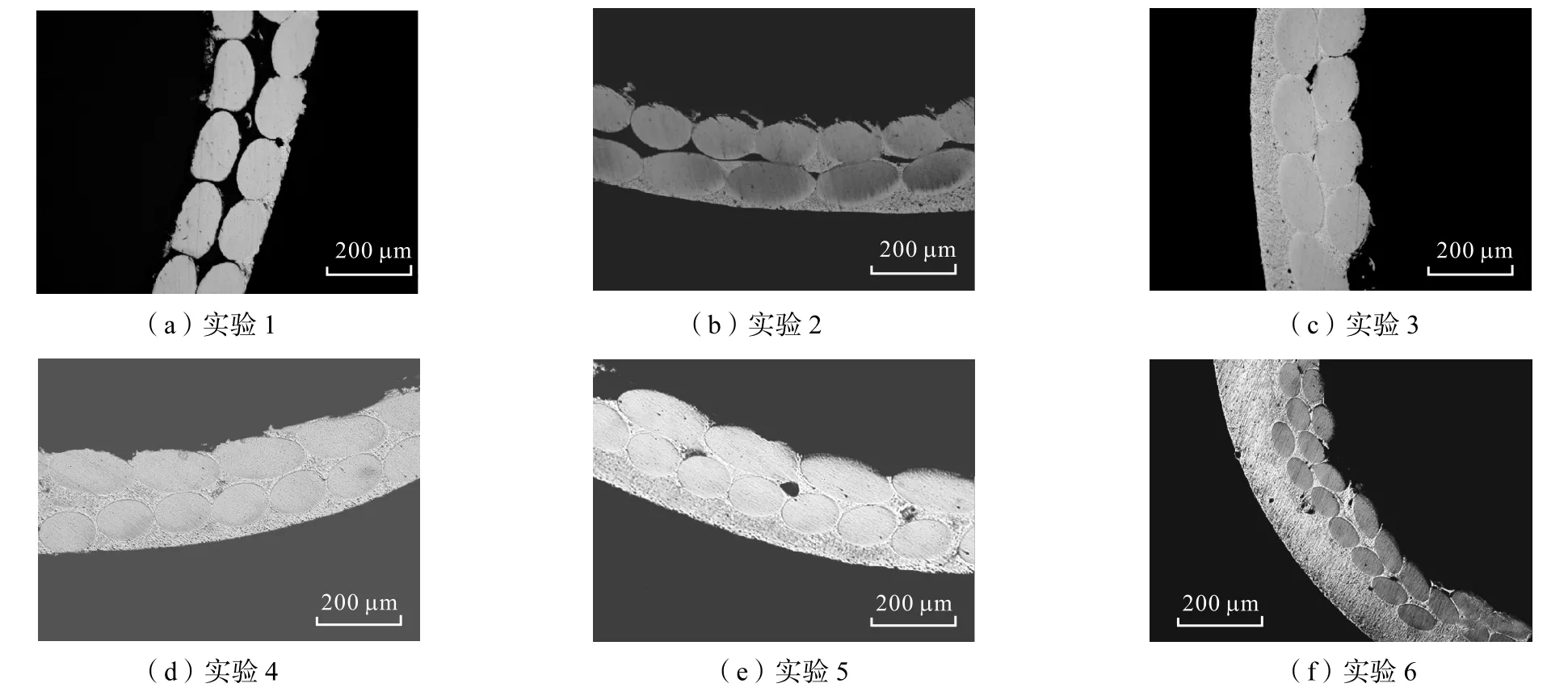
图5 不同工艺参数的镀锡层金相图片(具体工艺参数见表2)Fig.5 Metallographs of tin coating at different tin-plating parameters(shown in Tab.2)
综上所述,电缆在锡液中的停留时间是决定锡镀层质量的一个关键参数,合适的停留时间可以有效消除镀锡层上的气孔缺陷,同时提高镀层的整体质量.更进一步,在保证镀锡时间的前提下,对电缆的送进速度也有一定的范围限制.送进速度不能太快,在本实验条件下,如果超过了 8,m/min,镀锡层厚度将显著增加.
综合考虑,为了获得高质量的整体镀锡层,电缆在锡液中的停留时间控制在 0.5~1.0,s,电缆送进速度在4~6,m/min,浸入深度在40~80,mm 之间,采用本文提出的垂直镀锡工艺一遍即可获得无气孔缺陷、组织致密、表面光滑的整体镀锡层.
3 结 论
(1) 本文提出的垂直镀锡新工艺将同轴电缆浸入锡液的长度缩短至 10~100,mm,停留时间减少到1.0,s 以下,显著减少了气孔缺陷的发生,同时提高了镀锡层的附着强度和生产效率.
(2) 当锡液温度在 255~265,℃,电缆在锡液内的停留时间为 0.5~1.0,s,电缆浸入锡液的长度在40~80,mm,电缆的送进速度为 4~6,m/min 时,采用垂直镀锡工艺一遍即可获得无气孔缺陷、组织致密、厚度适中、表面光滑的整体镀锡层.
[1]李恩铭. 第三代移动通信(3G)的发展与射频同轴电缆[J]. 通信世界,2007(23):25.Li Enming. The development of 3,rd generation telecommunication and radio-frequency coaxial cables[J].Communications World,2007(23):25(in Chinese).
[2]范 强. 半柔性同轴电缆整体镀锡工艺的研究[J]. 光纤与电缆及其应用技术,2010(2):25-28.Fan Qiang. Process of overall tin-plating on semi-flexible coaxial cable[J].Optical Fiber and Electric Cable and Their Applications,2010(2):25-28(in Chinese).
[3]杨延安. 整体镀锡外导体半柔同轴电缆[J]. 光纤与电缆及其应用技术,2005(4):9-22.Yang Yanan. Semi-flexible coaxial cable with overalltinned outer conductor[J].Optical Fiber and Electric Cable and Their Applications,2005(4):9-22(in Chinese).
[4]钟秀清. 一种新型结构的同轴电缆:整体镀锡半软同轴电缆[J]. 光纤与电缆及其应用技术,1999(4):35-37.Zhong Xiuqing. A new coaxial cable:The SFX type semiflexible coaxial cable with tin dipped braid[J].Optical Fiber and Electric Cable and Their Applications,1999(4):35-37(in Chinese).
[5]Cheng Fangjie,Xiao Xin,Sun Guizheng,et al. Control of pinhole defects formation in semi-flexible coaxial cable by vertical tin-plating process[J].Transactions of Tianjin University,2011,17(5):320-323.
[6]程方杰. 用于半柔性同轴电缆屏蔽层的垂直镀锡设备及其镀锡方法:中国,CN101603166A[P]2009-12-16.Cheng Fangjie. The Equipment and Its Operational Method of Vertical Tin-Plating Process for the Shielded Layer of Semi-Flexible Coaxial Cable : China ,CN101603166A[P]2009-12-16(in Chinese).
[7]袁章福,柯家骏,李 晶. 金属及合金的表面张力[M]. 北京:科学出版社,2006.Yuan Zhangfu,Ke Jiajun,Li Jing.The Surface Tension of Metal and Its Alloy[M]. Beijing:Science Press,2006(in Chinese).
[8]冼爱平,王连文. 液态金属的物理性能[M]. 北京:科学出版社,2005.Xian Aiping,Wang Lianwen.The Physical Properties of Liquid Metals[M]. Beijing:Science Press,2005(in Chinese).
