GB/T 16462.1-2007新标准与旧标准水平对比分析
2013-09-26王兴海
王兴海
(沈阳机床股份有限公司,辽宁沈阳110142)
新标准是针对中、高档数控车床和车削中心而进行的标准研究项目,随着近年来数控机床向着高精、高速、复合、智能、可靠方向的快速发展,传统的数控车床已不能满足当前市场的需要,特别是军工、航空、航天、医疗机械等行业对中、高档数控机床的需求日益增多,加工零件的复杂程度越来越高。目前我国中、高档数控车床和车削中心占数控车床总量的比重还很低,用户需求需大量进口,因此中、高档数控车床和车削中心已成为数控车床开发的重中之重。开展中、高档数控车床标准研究,对数控车床和车削中心的快速发展以及满足当前和未来市场的需求具有十分重要意义。新标准于2003年列入国家标准计划(计划号:20031151-T-604),当时我国数控车床精度检验标准只有《GB/T16462-1996数控卧式车床精度检验标准(适用于普及型数控卧式车床)》和《JB/T8324.1-1996简式数控卧式车床 精度检验标准(适用于经济型数控卧式车床)》。这两个数控车床检验标准已经不能满足未来数控车床和车削中心的需要,制定新的数控车床和车削中心检验标准迫在眉睫,经全国金属切削机床标准化技术委员会决定,立项跟踪国际标准动态,制定我国数控车床和车削中心检验标准,并由沈阳机床(集团)有限责任公司(沈阳车床研究所、沈阳数控机床有限公司)、宁夏长城数控机床有限公司、南京数控机床有限公司、北京机床研究所负责制定。制定标准原则是跟踪ISO 13041-1标准发展动态,等同或修改采用国际标准。2004年国际上正式颁布了 ISO 13041 - 1:2004[3]数控车床和车削中心检验标准,通过对ISO 13041-1:2004国际标准的研究和充分论证,新标准最终修改采用了国际标准,并于2007年颁布。
1 新、旧标准的制定依据
新标准修改采用 ISO 13041-1:2004国际标准,新标准主要技术内容包括数控车床和车削中心的几何精度检验项目、检验指标、检验工具和检验方法,技术指标与国际标准相同,但技术内容比国际标准更完善,更符合国情需要。原标准修改采用英国标准BS 4656-28:1988,技术指标与英国标准相同。
2 新、旧标准技术内容差异
(1)范围
新标准中机床尺寸范围是将“床身上最大回转直径”作为主参数,且将范围分为3档,即:范围1(D≤250 mm)、范围2(250 mm<D≤500 mm)和范围3(500 mm<D≤1 000 mm)。而旧标准是以“最大车削直径”作为主参数,且将范围分为2档,即:范围 1(车削直径 200~500 mm)和范围2(车削直径大于500~1 000 mm)。由于范围的分档不同,所以两个标准的检验指标只能参照性的进行比较,这一点在贯彻实施中要特别注意。
注:D为床身上最大回转直径。
(2)几何精度检验
新标准几何精度检验包括24项,具体项目如下:
G1、G2:主轴箱主轴检验项目,包括:定心轴颈的径向跳动、周期性轴向跳动、主轴端部跳动和主轴孔的径向跳动。此两项检验项目对应旧标准的 G5、G6和G9。新标准检验指标高于旧标准,检验方法相同。
G3:Z轴运动对主轴轴线的平行度,此项检验项目对应旧标准的G11。新标准检验指标高于旧标准,检验方法相同。
G4:主轴轴线对:(a)X轴线在ZX平面内运动的垂直度和(b)Y轴线在YZ平面内运动的垂直度。此项检验的(a)项对应旧标准的G12。新标准检验指标高于旧标准,检验方法相同。(b)项属于新增项目。
G5:Y轴运动对X轴运动的垂直度。旧标准没有对应项目,属于新增项目。
G6:两主轴箱主轴的同轴度。旧标准没有对应项目,属于新增项目。
G7、G8、G9:Z 轴、X 轴、Y 轴运动的角度偏差检验项目,旧标准没有对应项目,属于新增项目。
G10:尾座运动对床鞍运动的平行度,此项检验项目对应旧标准的G16。新标准检验指标与旧标准接近,检验方法相同。
G11:尾座套筒运动对床鞍Z轴运动的平行度,此项检验项目对应旧标准的G2。新标准检验指标比旧标准略低,检验方法相同。
G12:尾座套筒锥孔轴线对Z轴运动的平行度,旧标准没有对应项目,属于新增项目。
G13:Z轴运动对车削轴线的平行度,此项检验项目对应旧标准的G4。新标准检验指标与旧标准接近,检验方法相同。
G14:工具安装基面对主轴轴线的垂直度。旧标准没有对应项目,属于新增项目。
G15:刀架工具孔轴线对Z轴运动的平行度,此项检验项目对应旧标准的G14。新标准检验指标高于旧标准,检验方法相同。
G16:刀架工具孔轴线对X轴运动的平行度,旧标准没有对应项目,属于新增项目。
G17:直排刀架检验项目,旧标准没有对应项目,属于新增项目。
G18:动力刀具主轴的径向跳动和端面跳动,旧标准没有对应项目,属于新增项目。
G19:动力刀具主轴轴线对Z轴运动的平行度,旧标准没有对应项目,属于新增项目。
G20:动力刀具主轴轴线对X轴运动的平行度,旧标准没有对应项目,属于新增项目。
G21:工件主轴轴线与刀具主轴轴线在Y方向的位置差,此项检验项目与旧标准的G13相近。检验指标相同,检验方法相近。
G22:刀架转位的重复定位精度,此项检验项目对应旧标准的G15。新标准检验指标略低于旧标准,检验方法相同。
G23:刀架转位的定位精度,旧标准没有对应项目,属于新增项目。
G24:B轴回转平面对ZX平面的平行度,旧标准没有对应项目,属于新增项目。
(3)新、旧标准检验项目与检验指标对比(见表1)

表1 新、旧标准检验项目与检验指标对比
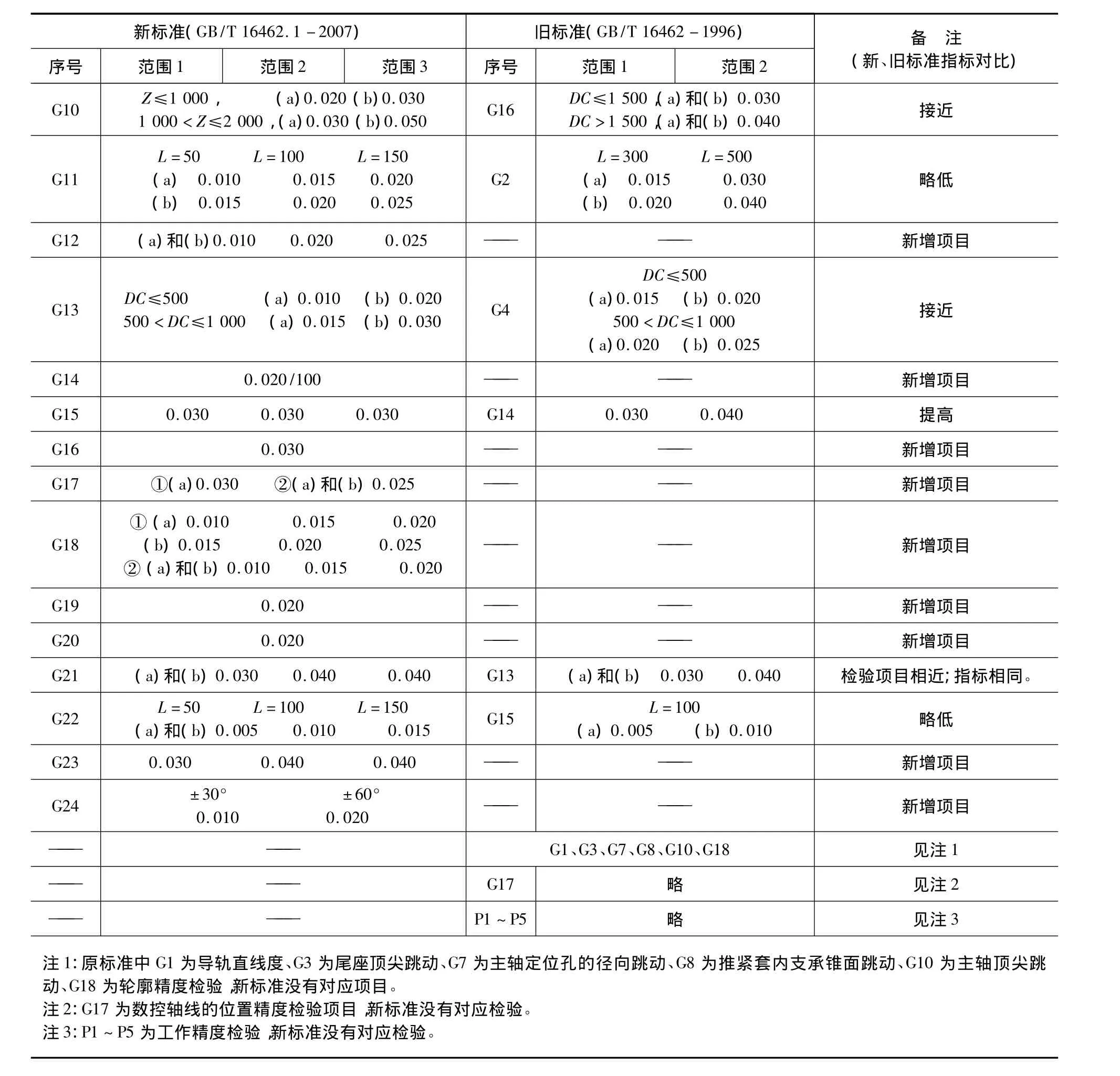
新标准(GB/T 16462.1-2007) 旧标准(GB/T 16462-1996)序号 范围1 范围2 范围3 序号 范围1 范围2备 注(新、旧标准指标对比)G10 Z≤1 000, (a)0.020(b)0.030 1 000 <Z≤2 000,(a)0.030(b)0.050 G16 DC≤1 500,(a)和(b)0.030 DC >1 500,(a)和(b)0.040接近G11 L=50 L=100 L=150(a)0.010 0.015 0.020(b)0.015 0.020 0.025 G2 L=300 L=500(a)0.015 0.030(b)0.020 0.040略低G12 (a)和(b)0.010 0.020 0.025 —— —— 新增项目G13 DC≤500 (a)0.010 (b)0.020 500 <DC≤1 000 (a)0.015 (b)0.030 G4 DC≤500(a)0.015 (b)0.020 500<DC≤1 000(a)0.020 (b)0.025接近G14 0.020/100 —— —— 新增项目G15 0.030 0.030 0.030 G14 0.030 0.040提高G16 0.030 —— —— 新增项目G17 ①(a)0.030 ②(a)和(b)0.025 —— —— 新增项目G18① (a)0.010 0.015 0.020(b)0.015 0.020 0.025② (a)和(b)0.010 0.015 0.020—— —— 新增项目G19 0.020 —— —— 新增项目G20 0.020 —— —— 新增项目G21 (a)和(b)0.030 0.040 0.040 G13 (a)和(b)0.030 0.040 检验项目相近;指标相同。G22 L=50 L=100 L=150略低G23 0.030 0.040 0.040 —— ——(a)和(b)0.005 0.010 0.015 G15 L=100(a)0.005 (b)0.010新增项目—— —— G1、G3、G7、G8、G10、G18 见注1新增项目G24 ±30° ±60°0.010 0.020 —— ———— —— G17 略 见注2—— —— P1~P5 略 见注3注1:原标准中G1为导轨直线度、G3为尾座顶尖跳动、G7为主轴定位孔的径向跳动、G8为推紧套内支承锥面跳动、G10为主轴顶尖跳动、G18为轮廓精度检验,新标准没有对应项目。注2:G1 7为数控轴线的位置精度检验项目,新标准没有对应检验。注3:P1~P5为工作精度检验,新标准没有对应检验。
3 新、旧标准水平分析
从表1中可以看出,新、旧标准技术指标可对比项为11项,其中:新标准5项高于旧标准,1项相同,3项接近,2项略低。新标准检验项目24项,全部为几何精度检验项目;旧标准检验项目23项,其中:几何精度检验项目17项(G1~G16、G18)、数控轴线位置精度检验项目1项(G17)、工作精度检验项目5项(P1~P5)。
可见,除可比项目新标准技术指标高于旧标准外,新标准比旧标准多出7项几何精度检验,且新增项目多数为高档数控车床和车削中心检验项目,如:
(1)G7、G8、G9:Z 轴、X 轴、Y 轴运动的角度偏差检验项目,此3项检验代替了旧标准的导轨直线度检验,反映了运动轴线的空间误差,对保证加工零件工作精度更具有影响力。
(2)G18、G19、G20:动力刀具主轴检验项目,适合车削中心机床检验。
(3)G24:B轴回转轴线对ZX平面的平行度,适合高档车削中心或车铣中心机床检验。
因新标准中没有包括数控轴线的位置精度和工作精度检验项目,所以新、旧标准只进行了几何精度对比,经对比分析,新标准不论是从技术指标还是项目的先进性看,整体水平都高于旧标准。
注:现行位置精度检验标准见GB/T 16462.4 - 2007[4]。工作精度检验暂仍按旧标准中执行。待将ISO 13041-6:2009[5]转化为国家标准后再执行新的工作精度检验标准。
4 贯彻实施几点建议
(1)充分理解新标准的技术内容,可在新产品上试贯,待成熟后全面贯彻。
(2)新标准没包括数控轴线的位置精度检验和工作精度检验。对数控轴线的位置精度检验,应执行GB/T 16462.4-2007标准;对于工作精度检验,建议暂继续执行旧标准中P1~P5检验项目或按技术协议执行。
(3)贯彻过程中出现的问题和建议要及时反馈给行业归口单位或起草单位,以便问题及时解决和统一贯标思想。
5 结语
新标准属于先进制造业前沿技术标准,它的完成不仅为我国数控车床行业提供市场急需的标准,还为我国数控车床和车削中心的科研、开发、生产提供了必要的技术支撑,特别是对提高国产产品的市场占有率有现实意义,同时为促进行业科技进步取得良好的社会效益。
[1]全国金属切削机床标准化技术委员会.GB/T 16462.1 -2007,数控车床和车削中心检验条件第1部分:卧式机床几何精度检验[S].北京:中国标准出版社,2007.
[2]全国金属切削机床标准化技术委员会.GB/T 16462-1996,数控卧式车床精度检验[S].北京:中国标准出版社,1997.
[3]The International Organization for Standardization.ISO 13040-1:2004,Test conditions for numerically controlled turning machines and turning centres-Part1:Geometric test for machine with a horizontal workholding spindle[S].Published in Switzerland,ISO Copyright Office,2004.
[4]全国金属切削机床标准化技术委员会.GB/T 16462.4 -2007,数控车床和车削中心检验条件第4部分:线性和回转轴线的定位精度及重复定位精度检验[S].北京:中国标准出版社,2007.
[5]The International Organization for Standardization.ISO 13041-6:2004 Test conditions for numerically controlled turning machines and turning centres-Part6:Accuracy of a finished test piece[S].Published in Switzerland,ISO Copyright Office,2004.