基于FANUC0i系统的多主轴控制研究
2017-03-23薛浩谢春轶
薛浩+谢春轶
(1上海优尼斯工业设备销售有限公司沈阳分公司 辽宁 沈阳 110142;2沈阳机床成套设备有限责任公司 辽宁 沈阳 110142)
摘 要:电气设计和调试是数控机床研制过程中的重要内容,优良的电气设计能使机床的性能发挥到最佳状态,实现预定的机械加工功能,提高加工效率。对于调试过程中遇到的难题能够及时的反映,查找到原因迅速解决可以提高生产效率,使产品在交货期内完成,满足用户要求。本文针对FANUC Oi TC系统的技术特点,伺服刀塔电气连接调试,并进行了设计举例结合生产实际,详细阐述了多主轴控制,主轴自动换档调试的过程和步骤行了讨论,其电气调试步骤和方法可适用于各类数控机床的调试。
关键词:FANUC 0i系统;电气调试;多轴控制
1.控制方式
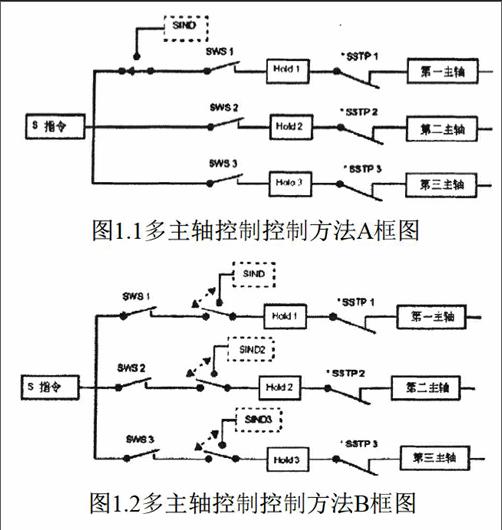
多主轴控制方式分为两种,A型只允许第一主轴使用SIND功能(用PMC控制主轴电机速度);B型允许SIND功能分别用于多个主轴。
(1)基本控制(A型和B型通用)
S码作为速度指令送至由主轴选择信号
(2)多轴控制(A型)
当通过SWSl信号选择第一主轴时,SIND信号
(3)多主轴控制(B型)
参数MSI No.3709#2设定为“l”时选择B型控制,各主轴都有自己的SIND、SSIN和SGN信号,各信号的功能与相应主轴选择信号(SWSl~SWS3)状态无关。当主轴选择信号(SWSl~SWS3)或第一/二/三主轴的SIND信号设定为“1”时,极性控制信号SSIN,SCN生效。多主轴控制方法B的框图如图1.2所示:
2.被控主轴
在多主轴控制中,第一主轴为第一串行主轴,第二主轴为第二串行主轴,第三主轴为模拟主轴。第二和第三主轴不能同时连接。
(1)恒表面切削速度控制
如果主轴速度在此功能的允许速度范围内时,恒表面切削速度功能可用于三个主轴中的任意一个。需要位置编码器时,它可安装在第一或第二主轴上。主轴选择信号(SWSl-3)在使用此功能期间必须保持为“l”。
(2)主轴速度波动检测
当主轴速度波动检测功能与多主轴控制组合使用时,可使用多个编码器。选择第一主轴(第一位置编码器)执行主轴速度波动检测。可以监控第二位置编码器选择信号(PL2SLC)和主轴选择信号(SWSl-2)的状态,不能使用第二位置编码器执行主轴速度波动检测功能。
(3)实际主轴速度输出
实际主轴速度输出功能将速度信息送至PMC,该信息从位置编码器选择信号(PC2SLC)所选定的位置编码器获得。当参数HSO(NO.3709#5)为1时,不论第二位置编码器选择信号的状态如何,均输出第一和第二位置编码器反馈脉冲的差值。
(4)主轴定位或Cs轮廓控制
在主轴定位或Cs轮廓控制方式中,主轴电机执行定位操作时,第一主轴用作定位主轴。切换到定位方式,执行定位指令与第一主轴的选择信号(SWSl)的状态无关。这意味着第一主轴在定位方式中不能作为平常意义上的主轴使用,但第二主轴的控制与平常一样。
(5)主轴同步控制
在主轴同步控制方式中,第二主轴与第一主轴同步运行,在同步控制期间可使用第一主轴的多主轴控制功能,第二主轴不能实现多主轴控制。
2.1 应用信号
(1)主轴选择信号SWSl、SWS2、SWS3
[类别]输入信号
[功能]在多主轴工作方式中,NC指定的S指令是否输出给该轴。
SWSl l:输出速度指令到第一主轴。O:不输出速度指令到第一主轴。
SWS2 l:输出速度指令到第二主轴。0:不输出速度指令到第二主轴。
SWS3 1:输出速度指令到第三主轴。O:不输出速度指令到第三主轴。
(2)各主轴停止信号*SSTPl,*SSTP2、*SSTP3
[类别]输入信号
[功能]仅对多主轴控制有效,可由此信号分别停止各主轴。
*SSTPl l:不输出0速指令到第一主轴。0:輸出0速指令到第一主轴。
*SSTP2 1:不输出0速指令到第二主轴。0:输出O速指令到第二主轴。
*SSTP3 1:不输出0速指令到第三主轴。0:输出0速指令到第三主轴。
(3)PMC的主轴控制信号
第l主轴 S1ND,SSIN,SGN,
R12I~R01I
第2主轴 SIND2,SSIN2,SGN2,
R1212~R0112
[类别]输入信号
[功能]各主轴的主轴电机可由PMC控制其速度指令和极性(旋转方向)。通常,CNC指令用于指定速度和极性。通过使用这些信号,可选择是由CNC还是由PMC发出的指令来执行控制。即使不使用多主轴控制,该信号也可用于控制第二/三主轴。使用多主轴控制且选择A型时(参数No.3709#2(MSI)设定为O,不能使用第二/三主轴的信号。
2.2 主要参数
8133#4-MSP:定义是否使用多主轴控制。O:不使用l:使用。注意:设定此参数后,继续操作前必须关断电源。
3701#4-SS2:串行主轴控制时,第二主轴O:不使用1:使用。注意:此参数仅在具有主轴串行输出功能和参数ISI(參数3701#1)为0时有效。
3702#1-EMS:多主轴控制O:使用l:不使用。
3772-该参数设定最高主轴速度。
当第一主轴指令速度超过最高主轴速度设定值或由于主轴速度倍率使主轴速度超过最高速度设定值时,主轴速度被限制在参数设定的最高速度。
3802-该参数用于设定第二主轴的最高速度。
当第二主轴指令速度超过参数设定的最高主轴速度或由于主轴速度倍率使主轴速度超过最高速度时,主轴速度被限制在该参数设定的最高速度。
3.主轴自动换档
档位的切换一部分是通过液压实现的,一部分是通过电磁离合器实现的。给系统一个换档的命令代码,如果机床正在一个档位上高速运转,接收代码之后应立即停止旋转,这里需要做一个延时,等待主轴停止下来,之后主轴以缓慢的速度正反转摆动,正反转交替运行的时间为ls,摆动的速度大约为5r/min,这样做的好处是在齿轮切换的过程中能够比较平滑的切换过去。
主轴正反转的切换是通过PLC程序来控制的,应用PLC逻辑控制技术可以大大简化强电控制线路,提高产品的可靠性。
结论
本文针对FANUC Oi TC系统的技术特点,结合生产实际,多主轴控制,主轴自动换档调试进行了讨论,文中阐述的过程及方法对数控机床调试有借鉴的意义。
参考文献
[1]孙建仁.数控机床进给伺服系统特性影响加工精度的分析[J],兰州理工大学学报,2004,l8(6):45—50.
