邯钢2 0 8 0连退线高氢注入功能开发及应用
2013-09-13供稿周恒龙王智增王怀崎ZHANGFuZHOUHenglongWANGZhizengWANGhuaiqi
供稿|张 富,周恒龙,王智增,王怀崎 / ZHANG Fu, ZHOU Heng-long, WANG Zhi-zeng, WANG huai-qi
内容导读
从节约能源的角度出发,降低汽车重量,钢铁工业对于汽车用高强度钢的要求越来越高.然而在制造工艺中仍然有稀有合金需要量大、制造工艺复杂、能源消耗大等问题有待解决.研究表明,车重减轻10%,可节省燃油3%~7%,汽车轻量化成为世界各国研究的主要方向.通过在连退过程中注入高氢冷却工艺成为实现高强度汽车用钢的一个途径.文章综述了邯钢2080连退线高氢注入功能的开发过程,介绍了高氢功能在连退线运用中对能源消耗和产品性能的影响,并给出了今后生产过程中如何才能降低生产成本的发展方向.
汽车轻量化、安全化、舒适化成为汽车行业技术发展的总趋势,世界钢铁行业进行了超轻钢车身项目的研究与开发,以应对降低车身重量同时不降低车辆安全性的挑战.在这个项目中,高强钢的应用占据了汽车用钢的70%以上.
通常生产高强钢多采用退火后进行高速冷却形成板条状马氏体组织而得到高强钢.目前最为经济并且应用最广泛的是退火后采用高氢喷射冷却的方法进行生产.高强钢生产中关键部分在于退火后的冷却工艺,目前发展比较成熟的冷却工艺有:喷气冷却(GJC)、高氢喷射冷却(HGJC)、气雾冷却(ACC)、辊式冷却(RQ)和水淬冷却(WQ)等.本文对邯钢2080连退线高氢快冷功能的开发和应用进行了阐述.
工艺设备
邯钢2080连退线采用比利时公司设计的立式退火炉,辐射管加热后采用高氢喷射冷却的方式对带钢进行快速冷却从而满足高强钢生产的需求.
通过向带钢表面喷射较高氢含量的保护气体实现带钢快速冷却,生产出的带钢板形非常好,温度控制也均匀.由于快冷段高浓度氢气的还原性,使得带钢表面变得非常洁净,即在高强钢生产的同时提高了产品的表面质量.
机组快冷段工艺设备配置图如图1所示.快冷段从上往下被划分为3个区域,每一个区域均有独立的注入管道来向该区域注入纯氢气来提高保护气中的氢气含量,以提高带钢冷却速率.每一个区域有一对风箱,风箱的长度分别为5.2 、5.0和5.0 m,风箱宽度为2.15 m.为了进一步提高带钢的冷却速率,风箱设计为可移动结构,风箱与带钢间距可在40~110 mm间进行调节.为了保证带钢宽度上温度的均匀性,风箱在带钢宽度方向上被划分为五个区域(275-275-1050-275-275),由边部挡板来控制各个区域的流量.各个区域之间配备有一对导辊,减少高强钢生产过程中带钢的抖动,避免带钢与风箱喷嘴接触产生划伤.快冷段出口有扫描高温计和辐射高温计,检测快冷段出口带钢温度分布情况,实现带钢温度的闭环反馈控制.

图1 快冷段工艺设备配置图
高氢功能开发
调试前期由于种种原因,邯钢2080连退线的高氢功能一直没有实现,成为制约高强钢生产的瓶颈因素.邯钢2080连退线高氢功能的开发,主要从以下几个方面展开:
氢气的爆炸极限为4%~75.6%,具有易燃、易爆和易泄露特点,采用高含量氢气作为冷却介质的高氢喷射冷却系统,必须具备非常好的密封性和可靠的安全监测仪表.
邯钢2080连退炉快冷段各个区域的循环管道与炉壳连接部分,采用双层膨胀节结构,通过向膨胀节中注入氮气达到对氢气的密封作用.这种设计既能够满足风箱移动的要求,同时能够做到氢气的"零泄漏".在生产中,控制系统实时监视膨胀节氮气的注入量和膨胀节压力,一旦出现膨胀节压力低或者氮气注入流量偏高的时候,立即停止高氢注入时序.
另外,在循环管道附近,安装有氢气泄漏和氮气泄漏检测仪表,一旦检测到泄漏,立即产生声光报警信号,告知附近工作人员存在危险,同时将信号传递到出口操作室和控制系统,启动相应的紧急预案.
在控制系统中,时序启动前期,会自动对整个注入系统进行气密性测试,测试成功以后才允许高氢注入时序启动;同时,当生产线由于意外情况停车时,立即停止高氢注入时序.为了快速将快冷段氢气含量降至安全水平,在高氢时序停止的时候启动快冷段氮气吹扫.
高氢功能实现
高氢功能主要是顺利启动高氢注入时序,并向快冷段注入纯氢气,通过控制手段,保证快冷段氢气含量维持在设定值.高氢功能的实现主要包括快冷段氢气注入时序的启停和快冷段氢气含量控制.
◆ 高氢注入时序启停
快冷段高氢注入时序所涉及到的连锁条件共计114条,内容涵盖氢气注入系统中设备的可靠性检查、注入管道的气密性检查、事故氮气吹扫管路设备可靠性监测、炉内各段的炉内氛围分析、快冷段炉内氛围分析、循环管道膨胀节压力及流量监测、炉内各段压力监测以及加热段和实效段的温度监测.一旦某一个连锁条件不满足,时序是不允许启动的.快冷段高氢注入时序启动过程如图2所示.

图2 高氢注入时序启动流程图
在快冷段氢气注入主管道有两个截止阀,各个区域支路上各有一个截止阀,时序启动过程中,会自动依次对每一个截止阀进行气密性检查,检查通过以后,氢气注入时序才可以成功启动,然后开始向快冷段各个区域注入纯氢气,提高各个区域的氢气含量到设定值.启动过程中监测到某一个条件不满足时自动停止时序启动,同时生成报警信息.
当快冷段氢气注入时序由于某些意外情况,如产线突然停车,或者由操作工给出停止命令时候,启动高氢注入停止时序,时序停止过程如图3所示.氢气注入时序停止过程中,会对氢气注入主管道上的第一个截止阀进行气密性测试.
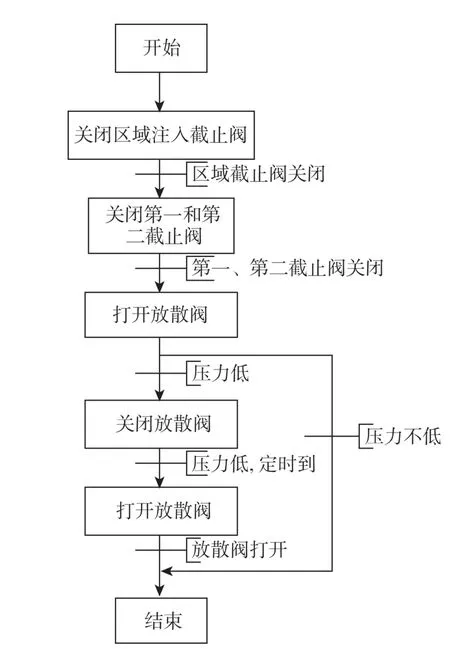
图3 高氢注入时序停止流程图
◆ 快冷段氢气含量控制
快冷段氢气含量控制主要由氢气含量控制器AIC和氢气流量控制器FIC来完成.氢气含量控制器AIC的实际值来自快冷段氢气分析仪的实时测量值,设定值由操作工根据需要在画面上给出,控制器根据两者的偏差产生输出,输出值经过量程转换作为流量控制器FIC的设定值;氢气流量控制器FIC的实际值来自氢气注入管道上流量表的实时测量值,控制器根据来自上一级的设定值与实际值的偏差产生输出,控制氢气注入管道上流量调节阀的开度.调试中不断优化两个控制器的参数,保证快冷段氢气含量稳定在设定值.
◆ 冷却速率控制
研究表明,影响快冷段带钢冷却速率的主要因素是对流换热系数和冷却气体温度,而影响对流换热系数的因素主要有导热系数、喷嘴形状、喷嘴与带钢表面间距以及气体喷出流速等.邯钢2080连续退火炉快冷段采用提高保护气体中的氢气含量来提高气体的导热系数,通过可移动式风箱减小喷嘴与带钢表面间距,以此满足高强钢生产需要.经过反复试验,总结以下规律:
快冷段氢气含量高低决定带钢的冷却速率,保护气体总氢气含量越高,带钢的冷却速率越快;
移动风箱与带钢的间距是调节冷却速率的重要因素,风箱间距越小,冷却速率越高;
快冷段各个区域运行与否,影响着带钢的冷却速率和生产线产能.
对于同一规格的带钢,快冷段三个区域同时运行模式的带钢冷却速率最小,快冷段1区和快冷段2区同时运行模式的带钢冷却速率次之,快冷段2区和快冷段3区共同运行模式的带钢冷却速率与快冷段3区独立运行模式下带钢冷却速率基本一致,同时也是冷却速率最大的运行模式.但是快冷段3区独立运行时,生产线的单位产量最小.无论哪一种模式,随着带钢厚度的增加,带钢的冷却速率随之减小.
高氢功能应用
高氢功能投用以后,随着带钢冷却速率的提高,风机负荷随之下降.实验表明,高氢功能投用前后,快冷段风机转速同比下降15%左右,缓冷段风机转速同比下降10%左右,电力节能效果十分明显.
高氢功能投用之前,高强钢的生产依靠大量添加合金元素,改善材质的淬透性进行生产,而且单位产量较低,生成的马氏体组织所占百分比较小,屈强比较大.高氢功能投用之后,生产的双相钢中板条状马氏体组织占比达到13%~18%,屈强比较小,延伸率达到18%以上,具有良好的成型性,可加工成型复杂零件.
结束语
高氢冷却功能的投用,减少了高强钢生产依靠大量添加合金元素的方法,大大降低了高强钢种的生产成本,同时在不增加其他的后期处理工艺的基础上对板带表面质量有一定的改善.这在目前高强钢生产的工艺中是一种较好的方法.
高氢冷却功能的投用,使得冷却段风机负荷大为降低,这对连退线的整体节能具有积极意义.推广高氢功能在非高强钢生产上的应用,预计可进一步提高节能效果.
[1] 王利,朱晓东,张丕军,等.汽车轻量化与先进的高强度钢板.宝钢技术,2003(5):53.
[2] 马鸣图,吴宝榕.双相钢--物理和力学冶金. 第二版.北京:冶金工业出版社,2009.
[3] Demir B, Erdogan M. The hardenability of austenite with different alloy content and dispersion in dual-phase steels. Journal of Materials and Processing Technology, 2008, 208(1-3):102-106.
