热轧镰刀弯产生原因分析及控制措施
2013-09-13供稿张建华高文刚ZHANGJianhuaGAOWengang
供稿|张建华, 高文刚 / ZHANG Jian-hua, GAO Wen-gang
内容导读
文章针对1580 mm热轧现场轧制过程中产生镰刀弯的原因进行分析,确认连铸板坯楔形程度、加热温度均匀性、板坯横向冷却均匀性以及轧机设备精度等是造成成品镰刀弯的根本因素,并结合实际给出控制措施.通过有效措施的实施,热轧镰刀弯超标现象明显下降,提高了热轧的综合成材率,同时又保证冷轧厂生产稳定顺利进行.
自2011年4月以来,热轧1580 mm生产线的带钢镰刀弯较为严重,经常出现头尾镰刀弯超标现象,对冷轧生产过程的稳定性危害极大,而且还造成部分冷轧卷出现严重的质量问题.
镰刀弯产生原因
由于坯料宽度方向的厚度不均,在轧制时引起轧机两侧的压下量不同,造成板坯轧制后出现镰刀弯的情况.
温度分布不均的影响因素主要有6个方面:
1) 由于生产线出现事故,处理时间较长,板坯在加热炉炉门口停留时间过长,造成板坯沿宽度方向上温度不均;
2)由于轧辊冷却水水嘴的缺失或堵塞较多,引起轧辊辊身操作侧和驱动侧温度的不同;
3)除鳞反喷水封水不严,对板坯两侧冷却不均匀,造成板坯两侧温差较大;
4)由于轧辊的刮水板两侧磨损不同或安装精度不够,使得刮水板的封水效果不佳,引起轧辊冷却不均匀和轧件沿宽度方向上的温度不同,从而导致在轧制时出现镰刀弯;
5)除鳞集管喷嘴缺失漏水、喷嘴堵塞严重造成在除鳞时冷却不均;
6)精轧机进口防剥落水漏水或个别喷嘴堵塞引起轧件冷却不均.
轧机牌坊在制造过程中,会尽力通过各种工艺技术来保证两侧牌坊刚度一致,但是轧机牌坊两侧的刚度差(严格意义上说)是不可避免的.由于轧机两侧刚度的不同,在进行轧制时,轧机两侧的弹跳就会不同.由于弹跳不同,引起两侧的辊缝的不同,从而造成两侧压下率的不同,带钢出现镰刀弯.
由于粗精轧侧导板不对中或立辊不对中,当轧件进入平辊轧制时,轧机两侧的受力不再相同,于是轧机两侧的弹性变形量不同,这就造成轧件两侧压下率的不相等,从而轧件两侧出口厚度不再相等.压下率较大的一侧,轧件出口厚度较薄,延伸较大,同样前滑系数较大,轧件出轧机时速度较高,而轧件作为一个整体,势必会造成轧件的头部偏向压下率较小的一侧.
轧机在咬钢瞬间,由于牌坊衬板与轴承座衬板间隙过大,咬钢瞬间的冲击使轧辊出现轴向窜动和摆动,使得轧件头部跑偏,在往复轧制过程中,轧辊在牌坊内前后摆动,造成轧件出现镰刀弯.在摆动过程中,如果氧化铁皮和板坯头部的切割瘤进入牌坊衬板与轴承座衬板的间隙,则会造成衬板的划伤.
轧机调整量不合适
轧机的水平值的预给定不合适,轧制过程中调节过于保守,调整的量不足、调节滞后,镰刀弯的反馈量测量不准等一系列和操作相关的问题,都会导致轧机调整量不合适,造成带钢镰刀弯缺陷.
控制措施
通过对热轧1580 mm生产线带钢镰刀弯的跟踪和调查,发现带钢镰刀弯主要产生于粗轧轧制过程,通过精轧调整也不能完全消除中间坯镰刀弯,中间坯的镰刀弯大部分遗传至热轧成品带钢上.当中间坯镰刀弯较大或出现"S"形弯或"W"弯时,精轧调整难度较大,甚至会放大中间坯镰刀弯.通过对镰刀弯产生的具体原因分析,有针对性地提出避免和减少镰刀弯的措施.
目前,大部分连铸板坯楔形控制较稳定,板坯楔形较小,对镰刀弯的产生影响较小.当连铸工艺出现异常,板坯楔形较大时,应及时通知热轧生产线.对于轧制较厚规格的成品,如楔形太大,则严禁板坯入炉.
1)制定相关的制度,保证板坯的均热时间,从而避免在轧制时因轧件宽度方向存在温度差而造成粗轧轧制过程中出现楔形.如果轧机换辊或热轧生产线事故需要停轧较长的时间,则规定加热炉门口不允许放置板坯.
2)定期检查工作辊冷却水及水管、精除鳞水及喷嘴,发现有缺少或堵塞的情况应及时处理,以保证带钢断面冷却均匀.
3)改造除鳞反喷水.将最初布置在除鳞集管前700 mm的高压反喷,更改为立辊前反喷.通过位置的更改虽不能完全将除鳞水封住,但除鳞水可以均匀地分散在板坯表面,板坯宽度上的冷却均匀,基本消除了除鳞水对板坯两侧的冷却不均造成的镰刀弯.
通过长时间的生产摸索,在生产过程中,根据各机架的特性,合理给定各机架的水平值来消除由于两侧牌坊的刚度差而造成的镰刀弯.
1)严格执行侧导板、立辊标定制度,要求白班必须对侧导板和立辊进行标定.
2)加强对设备的维护,利用检修时间对磨损比较严重的侧导板衬板进行补焊打磨或更换,对磨损严重的侧导板滑轨进行更换.
利用检修和大修的时间,通过测量粗精轧机支承辊轴承座、工作辊轴承座与牌坊衬板间的间隙,调整轴承座耐磨衬板、牌坊窗口衬板,将其间隙调整到设计的偏差范围内,避免在咬钢的瞬间工作辊沿轧线的晃动而引起头部的跑偏.
通过对粗轧和精轧粗轧操作工进行技术培训,各班组间互相学习,不断提高操作水平,尽量使粗轧中间坯平直.加强对轧制过程中板形仪的监控,时刻关注带钢头尾镰刀弯控制情况,准确判断镰刀弯方向,及时调节各机架的水平值来减少镰刀弯.
镰刀弯控制效果
对采取措施后,1580 mm热轧生产线的供冷轧生产用料尾部镰刀弯进行了实际测量统计,其中共测量进线卷433卷,主要选择3.5 mm以下的带钢进行测量,有32卷镰刀弯超过了10 mm/5 m,超标平均比例为7.4%.
通过PDA曲线对1580 mm热轧生产线生产的供冷轧生产用料头尾镰刀弯进行统计分析,计算697卷,其中有42卷带钢头部镰刀弯超过了10 mm/5 m,有15卷带钢尾部镰刀弯超过了10 mm/5 m.
如图1所示镰刀弯实测值和通过PDA曲线计算的镰刀弯控制情况来看,采取控制措施后镰刀弯的数量得到明显的控制,镰刀弯超标的比例也在逐月下降;同时冷轧部门反映的因1580 mm热轧线生产的钢卷存在镰刀弯而造成的事故和质量不合格产品数量也有所下降.
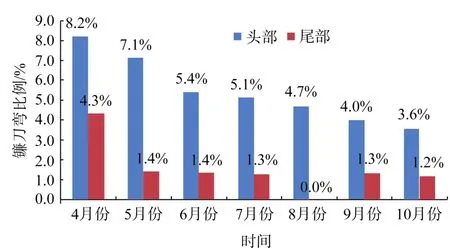
图1 PDA曲线计算镰刀弯情况
