涂层短波强辐射固化设备的设计
2012-11-16于喜年刘军赵月红
于喜年,刘军,赵月红
(大连交通大学机械工程学院,辽宁 大连 116028)
涂层短波强辐射固化设备的设计
于喜年*,刘军,赵月红
(大连交通大学机械工程学院,辽宁 大连 116028)
在表面涂装领域,工件表面涂层固化系统采用短波强辐射固化技术可以缩短涂层固化时间,有效提高热能利用效率,减少能量消耗,提高工件表面涂装质量。本文介绍了强辐射加热技术的原理,分析了短波强辐射加热与对流–传导加热的本质区别以及固化设备室体内温度的控制规律,论述了涂层短波强辐射固化设备的主要组成部分和设计要点,研究了室体骨架、强辐射加热器和微风逆循环系统的结构。
涂层;固化设备;短波辐射;设计
1 前言
现代工业产品的表面涂装质量与过去相比要求越来越高,不但对涂料与涂装工艺提出了高的要求,而且对涂装设备,尤其是涂装工艺中的固化设备,也提出了高要求。这些要求面临着冲破传统技术的挑战。随着量子物理学,辐射加热、辐射传输等理论、技术在本世纪的快速发展,涂装固化设备的关键技术也有所变化。涂层短波强辐射固化设备综合应用了短波辐射固化、辐射换热等技术,能够满足现代工业产品的表面涂层质量标准要求。此种设备具备节约能源,经济环保,控温准确,操作灵活可靠和占地小等优势[1]。
工件表面涂装工艺一般经过前处理(包括水洗、脱脂和磷化等)以及烘干预热、喷涂漆层、固化等工序。主要设备有工件传输、前处理、漆膜喷涂、涂层固化等设备以及循环风系统和温度控制系统。涂层短波辐射固化设备与其他固化设备不同,其加热系统采用了短波强辐射固化技术。
2 短波强辐射加热原理
短波强辐射固化实质是辐射体和工件涂层之间辐射能与热能的转换以及辐射波长的匹配吸收,即辐射元件通过石英玻璃载体将辐射能直接转换为热能,被工件涂层所吸收。由于传导对流加热、能量传递需有介质参与,故温度随着传递距离的增加而逐渐降低。而短波强辐射固化则具有无需传热介质即可实现能量传递,在辐射体与工件的有效距离内能量衰减最小的优点。但辐射传热具有方向性,辐射能的高低受波长影响较大,故辐射温度按波长(λ)分布。在辐射加热过程中,因工件涂层本身对辐射光谱具有选择性,故工件吸收的光谱不完全等于辐射元件发射的光谱[2]。为了有效增强辐射能和热能的转换与利用,辐射元件所发射光谱的波长不但要与工件涂层所吸收光谱的波长匹配,而且工件涂层所吸收辐射能的峰值区域应在辐射元件所发射辐射能区域之内。
3 短波强辐射固化设备设计
3. 1 短波强辐射固化设备的组成
短波强辐射固化设备主要由室体骨架、强辐射固化系统、循环风系统、保温壁板与控温系统组成。强辐射固化设备局部如图1所示。

图1 强辐射固化设备局部示意图Figure 1 Partial schematic diagram of intense radiation curing equipment
3. 2 短波强辐射固化设备设计
短波强辐射固化设备包括辐射加热系统、循环风系统、温度控制系统等,其技术要求相对较高,结合以往设计经验,需要对辐射元件、温度场、辐射场进行设计,并考虑固化设备内升温段、恒温段、降温段等温度变化的高低以及保温壁板热量损失,壁板强度、厚度等因素。
固化设备室体按工件最大外形尺寸设计,采用直通式结构。为防止热量外泄,提高热能利用率,固化设备出入口采用程控式折叠仿形门设计。固化设备室体采用双层骨架结构,使内外层骨架断开,减少热量传导,并通过螺栓把合将双层骨架连接成自由伸缩状态,以利于热胀冷缩。为避免固化设备外壁温升过高,保温隔热材料一般选用热容较小、导热性能较差和耐高温性能好的绝热材料,如硅酸铝纤维毡或岩棉板。
循环风系统采用微风逆循环技术[2],主要由蝶阀、吸风管路、送风管路和调速风机组成。其主要作用是保证被加热工件内外表面固化温度均匀一致,其次是保证涂层内挥发的可燃性溶剂等气体迅速被排出并进行催化燃烧。设计循环风系统时,须考虑适当的风速、风压和流量,选取型号适合的循环风机,并采取减震降噪措施。
固化设备采用短波强辐射加热元件。一般情况下,依据固化设备有效空间、工件尺寸、传输速度以及涂层固化温度等条件,布置短波强辐射元件功率及数量;根据工件表面涂层成分及其吸收光谱的范围,确定辐射元件的光谱范围[3],进而确定强辐射元件的规格。忽略环境温度影响时,单支强辐射加热器辐射能量转换率的计算公式为:

式中,η为辐射能量转换率;电热元件相对辐射率ελ≤0.92;普朗克常数h = 6.626 176 × 10−34J·s;λ为波长,µm;第一辐射常数c1= 3.741 8 × 10−16W/m2;P为加热元件输入的总功率,W;A为辐射面积;黑体辐射常数σ = 5.670 38 × 10−8W/(m2·K4);T为绝对温度,K。
辐射能量转换率公式表明,增加辐射面积将有效提高辐射效率,所以在设计加热系统过程中,将强辐射加热器的热源体外壁支撑由原来管状石英玻璃改为抛物面状与椭圆状复合透明石英玻璃双抛管,并在抛物面状管壁外侧镀铬或镀金处理,以满足定向辐射的需要。
由普朗克定律直接推导的维恩位移定律简单表达式[4]为:

式中λmax为辐射波长峰值,维恩位移常数b = 2.897 768 5 × 10−3m·K。波长λ与温度T成反比,波长越短,辐射温度越高。
依工件尺寸及其表面质量要求,按辐照密度和功率密度原理,将双抛管状强辐射加热器安装在反射板上。根据文献[5]的论述,反射板需呈抛物面状,且两组反射板开口相对,与双抛加热器配合安装,如图 2所示。这种排布的好处是辐射能量可以有效叠加(辐射能量的叠加可用图3表示),借助微风逆循环系统的作用,使工件表面涂层所吸收的辐射能和固化温度更加均匀,固化设备内仿形区域的温差可达±3 °C,辐射元件与工件间的距离控制在0.25 ~ 0.45 m。
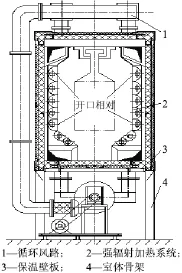
图2 强辐射固化设备的室体结构Figure 2 Chamber structure of intense radiation curing equipment

图3 辐射能量的叠加效果Figure 3 Superposition effect of radiation energy
固化设备室体内温度应根据工件表面涂料性能指标进行设置。由斯忒藩–波尔兹曼定律公式 Ebλ=σT4可知,利用透明石英玻璃的高透射率,在强辐射加热器辐射波长基本不变的条件下,辐射力与工件表面温度的 4次方成正比,所以在温度控制过程中,辐射热源体的辐射力大小将直接影响工件表面涂层固化温度。在工件进入固化设备室体内的升温段,涂层底部溶剂挥发最快。由实验获得溶剂挥发与固化温度、时间关系曲线如图4所示。

图4 固化温度与时间的关系Figure 4 Relationship between curing temperature and time
根据固化温度与时间关系曲线和“匹配吸收”原理,采用微机自动控制方式调整加热功率的输出。在控制固化温度时,把固化设备的装机总功率分配为常通回路、自动控制回路和升温加热回路,并进行程序调整。升温阶段全功率运行至涂层固化所需温度后自动关停升温回路,进入控温保温状态;在保温阶段,由常通回路和自动控制回路运行,保证强辐射加热器在额定状态下工作,实现全波段强辐射加热。合理分配各控温段的加热功率,尽量减少控温过程对电网压降的影响以及热惯性对控温精度的冲击,保证控温精度的准确和控温过程的稳定。
4 结语
表面涂层固化设备应用了短波强辐射加热技术和微风逆循环技术,具有加热迅速、深层辐射、节约能源、维修方便等特点,是对传统固化设备的突破。固化涂层由里及表加热,底层溶剂迅速挥发,有效避免了溶剂滞留涂层底部而产生的气泡、针孔乃至龟裂现象。采用短波强辐射加热技术,结合温度控制手段和保温措施,可以很好地发挥新型固化设备的优点并应用到实际生产中。
[1] 于喜年, 杨红梅. 辐射加热技术在电机表面涂装上的应用[J]. 辽宁工学院学报, 2005, 25 (2): 121-122.
[2] 于喜年. 超短波辐射与表面涂装[J]. 表面技术, 2005, 34 (2): 11-14.
[3] 谈和平, 夏新林, 刘林华, 等. 红外辐射特性与传输的数值计算——计算热辐射学[M]. 哈尔滨: 哈尔滨工业大学出版社, 2006.
[4] 余其铮. 辐射换热原理[M]. 哈尔滨: 哈尔滨工业大学, 2000.
[5] 程晓锦, 徐秀华. 提高红外烘干器反射罩辐照均匀性的探讨[J]. 北京印刷学院学报, 2000, 8 (4). 29-34.
Design for coating curing equipment based on short-wave radiation heating //
YU Xi-nian*, LIU Jun, ZHAO Yue-hong
In the surface painting industry, the application of shortwave radiation heating technology to workpiece surface coating curing system can shorten curing time, enhance energy use efficiency, reduce energy consumption, and improve the coating quality on workpiece surface. In this article, the principle of radiation heating technology is introduced. The essential difference between shortwave radiation heating and convection–conduction heating, as well as the rule for temperature control in the chamber of curing equipment were analyzed. The main components of coating shortwave radiation curing equipment and the design essentials were discussed. The chamber skeleton, radiation heater, and the structure of wind-reversed cycle system were studied.
coating; curing equipment; shortwave radiation; design
College of Mechanical Engineering, Dalian Jiaotong University, Dalian 116028, China
TM924.76
A
1004 – 227X (2012) 01 – 0073 – 03
2011–07–25
2011–09–18
辽宁省教育厅科学研究计划资助项目(2009A123)。
于喜年(1958–),男,辽宁大连人,教授,主要从事表面涂装与工业加热以及材料防腐等研究。
作者联系方式:(E-mail) xny1960@163.com。
[ 编辑:韦凤仙 ]
