非球面玻璃模造用碳化钨模仁磁控溅射铼–铱镀膜工艺优化
2012-11-16杜琪健
杜琪健
(富士康科技集团,广东 深圳 518109)
【真空镀】
非球面玻璃模造用碳化钨模仁磁控溅射铼–铱镀膜工艺优化
杜琪健
(富士康科技集团,广东 深圳 518109)
通过钽过渡镀层与铼–铱复合镀层相结合的膜层结构,解决了非球面玻璃模造碳化钨模仁热压寿命短、沾黏等问题。通过离子源和镀膜层厚度参数的优化调整,得到了最佳镀膜工艺和参数,改善了模仁的表面品质,延长了模仁的使用寿命。镀钽膜层15 min及铼–铱膜层21 min后所得镀膜的总厚度约为270 nm,模仁热压寿命可超过3 000次。
非球面玻璃;模造;模仁;碳化钨;钽;铼–铱镀层;磁控溅射
Author’s address:Foxconn Technology Group, Shenzhen 518109, China
1 前言
近年来,在高清像素与轻薄短小的需求驱动下,数码相机、照相手机等数码电子产品对非球面玻璃镜片的需求越来越大,能够大量制造非球面玻璃镜片的玻璃模造技术就显得相当重要[1]。非球面镜片比球面镜片更容易修正影像畸变、色差、慧差等光学像差,不仅可有效提高光学系统的成像品质,而且让镜头的镜片数目大幅降低[2]。另外,与塑胶非球面镜片相比,玻璃非球面镜片具有较高的折射率,低吸收率,宽的光穿透频谱范围,高抗变形性,高抗湿性,高硬度以及较佳的表面抗刮等特性。因此,近年来非球面玻璃镜片市场才不断成长。
虽然利用热压模造非球面玻璃镜片具有产值高、降低成本与容易制作小尺寸镜片等优点,但在技术方面仍有许多问题无法改善和解决。传统的玻璃模造中,玻璃表面的化学反应、应力作用以及反复的热处理是影响模仁寿命的主要因素。玻璃沾黏于模仁表面,模仁的氧化与磨损,都大大缩短了模仁的使用寿命。而模仁与玻璃硝材在高温时会产生相当激烈的化学反应、离子交换反应、热反应,使得两者相互扩散,或是在界面生成新的化合物[3]。因此,对模仁表面的处理十分关键。通过镀膜能有效解决或减缓表面反应,减轻热压过程中的机械伤害,增加对玻璃的脱模性[4],而膜层品质的好坏将会直接影响模仁的寿命,也会直接影响镜片的生产成本。
玻璃模造非球面热压成型原理如图1所示。

图1 玻璃模造非球面热压成型原理Figure 1 Principle of hot embossing for aspheric glass molding
首先选择合适的玻璃预形体放入上、下模仁中,然后将其整体放入不锈钢套筒,再置于几十帕真空腔体中,充入氮气后加热到500多°C,加压模造成型,最后冷却降温脱模,完成一次非球面玻璃镜片的热压模造成型过程。如此往复循环,模仁能完成多少次周期循环就称其具备多少次使用寿命。
目前较广泛使用的非球面模仁基材为超硬合金材料,其中较常使用的超硬合金以碳化钨(WC)为主要成分。本文所研究的碳化钨模仁如图 2所示,其加工完成后的表面光洁度很高,Ra可以小于几十nm,然而经过十几次或几十次模造热压成型后,模仁表面就会发生氧化或与玻璃沾黏的现象,这样不但影响了品质,而且大大缩短了模仁的使用寿命。
通过在碳化钨模仁表面磁控溅射钽过渡层和镀制铼–铱贵金属复合膜层,能使模仁具有足够的强度,可以抗氧化以及降低光学玻璃硝材与模仁表面之间的各种化学反应。

图2 碳化钨模仁Figure 2 WC molding core
在溅射镀膜过程中,离子源在非球面模造模仁镀膜中的应用占有十分重要和关键的作用,其工作原理如图 3所示。氩气分子被钨丝发出的电子撞击后变为氩离子,在电场的作用下高速飞向被镀的工件,在此过程中又与电子中和,以分子的形式撞击工件表面。这样,一方面可以清洁和分解残留在基底表面的脏污物、残留的水分子和气体分子等起到清洁基底的作用,另一方面能够有效地去除氧化层,强化基底与膜层间相互渗透的作用,增强膜层的牢固性,提升膜层附着力。因此,找到最佳的离子源参数尤为重要。

图3 离子源工作原理Figure 3 Working principle of ion source
本文通过优化离子源参数和膜层厚度,确定最佳条件与参数,最终达到提升模仁热压使用寿命的目的。
2 实验
2. 1 实验设备
镀膜前模仁表面预处理设备主要包括抛光设备、超声波清洗设备和加热烘烤设备。镀膜设备为SHOWA SHIKU SSP-8型多功能磁控溅射机,安装有MPS-3000型离子源、RF射频靶和直流溅射靶等装置。镀膜后模仁表面的刻蚀深度和膜层厚度的测量均选用松下公司生产的UA3P表面轮廓仪进行检测分析。
2. 2 实验步骤
首先对碳化钨模仁进行抛光。将14 000目钻石膏覆盖在抛光布上,气动砂轮抛光15 min,去除模仁表面的氧化层。然后将抛光后的模仁放入烧杯中,加入99.7%的无水乙醇后置于超声波清洗机中清洗5 min。待表面残留的杂质与脏污清洗完毕之后,将模仁放入烘烤箱中,110 °C烘烤5 min,以便去除模仁表面残留的酒精和水。
随后,模仁需在尽可能短的时间内完成镀膜夹具的装载,避免因在空气中暴露时间过长而再次产生表面氧化层。镀膜过程包括:抽低真空,抽高真空,镀前离子源轰击清洗,钽靶预镀,离子源辅助钽靶镀膜,铼–铱靶预镀,离子源辅助铼–铱靶镀膜,破真空退出。
模仁镀膜后,用OHARA公司生产的L-BAL42光学玻璃预型体进行热压成型寿命验证,观察模仁表面膜层在热压成型多少次后会发生氧化、沾黏、脱膜等现象。
3 结果与讨论
3. 1 离子源参数的优化和影响
离子源控制面板包含多项控制参数,本文将重点分析离子束电流的优化调整,其余控制参数设定为:阴极钨丝发出的电子所产生的电流3.2 A;氩离子运动所产生的电流1.76 A,电压55 V;加速电场的电流45 mA,电压650 V;中和氩离子的电子所产生的电流55 mA。
在调整离子源正常工作后,进行参数优化调整试验,以得到离子源功率与镀膜基板刻蚀深度的关系。
实验一:使用初始设定参数,离子束电流设定为55 mA,刻蚀时间5 min,检测其深度∆Z为0.186 μm。
实验二:调整离子束电流至初始设定的2倍左右,离子源刻蚀5 min,检测其深度∆Z为0.178 μm。
上述2组实验的结果表明,相同离子源参数条件设定下,增大离子源功率对刻蚀效果的影响较小,基板被刻蚀的深度基本相同。在此基础上进一步优化验证,确定离子源离子束电流设定为65 mA乃最佳。
实验三:验证氩气流量对离子源刻蚀效果的影响。氩气流量初始设定为1.5 SCCM(即标准状态mL/min),调整氩气流量使其达到初始设定的2倍(即3.0 SCCM)左右,同时离子束电流也达到初始设定的 2倍左右,刻蚀5 min后检测其深度∆Z为0.184 μm。这表明,虽然氩气流量增加了 1倍,但基板被刻蚀深度仍然与初始参数基本相同。可见在此参数条件下,氩气流量的增加对离子源刻蚀效果的影响微乎其微。在此基础上进一步优化验证,确定离子源氩气流量以1.8 SCCM为最佳。
以上 3个实验间接说明离子源已经发挥了最大的效率,提升和改善的空间很小。接下来对离子源刻蚀速率进行研究,以掌握离子源的具体刻蚀数据。
以相同的参数分别进行4次刻蚀,时间分别为5、10、15和20 min,检测其深度,以求得最佳刻蚀速率与时间。离子源刻蚀速率试验结果列于表1。结果表明,离子源刻蚀5 min与20 min时的刻蚀速率接近,刻蚀速率相对较快且高于37.5 nm/min的平均刻蚀速率。因此,离子源刻蚀的最佳时间应选择5 min左右。
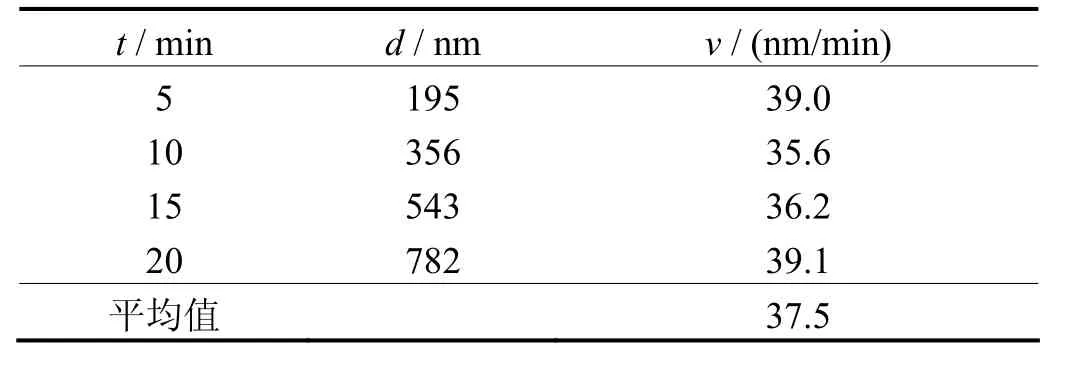
表1 离子源刻蚀碳化钨样品的速率试验结果Table 1 Results of velocity test for etching WC sample by ion source
综合以上实验结果,MPS-3000型离子源最佳参数应设为:离子束电流65 mA,离子束电压246 V,氩气流量1.8 SCCM,离子源刻蚀时间5 min。这样能够起到镀膜前对基底表面较佳的清洁效果,提升附着力。
3. 2 钽过渡层膜厚的优化与影响
在玻璃非球面模仁镀膜中,钽靶属于使用较多的贵金属靶材,它不但燃点高、耐高温,而且具备良好的耐磨性能,然而单一的钽膜层在提高热压模仁的使用寿命方面越来越难以满足要求。因此,与钽元素相混合的各种复合镀膜层孕育而生。
本文并没有把钽元素作为主要镀层,而是将其作为过渡层,充分发挥其与碳化钨基材结合力强的特点,从而更好地提升基材与铼–铱复合膜层的附着力,膜层结构如图4所示。
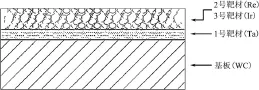
图4 WC模仁表面的膜层结构Figure 4 Coating structure on surface of WC molding core
钽过渡层的厚度是影响玻璃非球面模仁热压寿命的重要因素,因此采用相同镀膜参数条件,实验了3组不同的钽层厚度对模仁热压使用寿命的影响。以RF射频溅射方式进行镀制,镀膜前需挡板遮蔽靶材预镀2 min,以便清除靶材表面的脏污和氧化层,保证镀膜层的元素纯净度。最佳的射频镀膜参数为:正向功率200 W,反射功率20 W,电压550 V。钽靶镀膜参数恒定,镀膜时间分别选择5、15和25 min,镀膜后测量其膜层厚度分别约为20、50和80 nm。经过后续铼–铱膜层镀膜的模造热压验证,模仁表面状况的分析结果表明,钽膜层镀膜时间在15 min左右,即钽膜层厚度约为50 nm时,附着力最好,模仁表面膜层耐热压冲击的效果最佳。如果钽膜层较薄(如20 nm左右),膜层的遮蔽性较差,热压过程中模仁中的析出物容易影响膜层表面的平整度(如图 5所示),易使得表面粗糙度变差,间接影响到非球面玻璃镜片的成像品质。如果钽膜层较厚(如80 nm左右),铼–铱膜层与基材的附着力会有所下降,容易发生膜层的脱落,如图6所示。
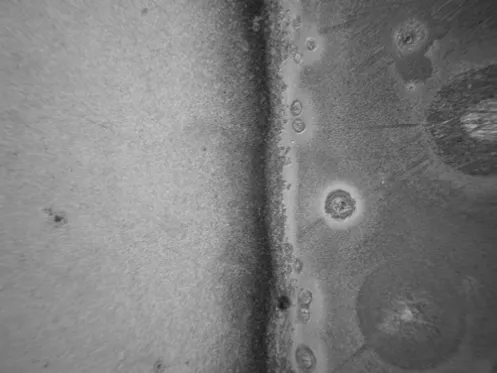
图5 钽膜厚为20 nm左右的WC模仁热压后的表面形貌Figure 5 Surface morphology of the WC molding core with a ca.20 nm-thick Ta coating after hot embossing
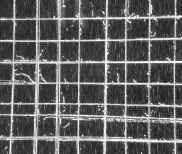
图6 钽膜厚为80 nm左右的WC模仁百格试验后的结果Figure 6 Result of cross-cut test for the WC molding core with a ca.80 nm-thick Ta coating
3. 3 铼–铱膜层厚度的优化与影响
决定非球面玻璃模造模仁耐热压冲击寿命次数的最关键因素是铼–铱复合镀膜的品质与性能,其中最重要的参数是复合膜层的厚度与膜层表面的光洁程度。模仁表面镀膜后的表面粗糙度评价标准要求Ra≤5 nm、Ry≤50 nm、Pv≤0.15 μm,模仁表面耐热压成型次数要超过2 000次,附着力通过百格测试(将3M 810胶带粘贴在镀膜表面后撕扯而无脱膜)。
铼–铱镀膜采用同时对铼靶(DC1)和铱靶(DC2)实施直流磁控溅射的方式镀制,最佳镀膜参数设定见表2。

表2 铼–铱靶直流磁控溅射的参数Table 2 Parameters for direct-current magnetron sputtering of Re–Ir coating
选择钽膜层厚度为50 nm的相关设定参数,离子源轰击时间为5 min,然后分别镀制铼–铱镀层15 min和20 min,考察不同铼–铱膜层厚度下模仁的热压寿命。
镀制15 min的铼–铱膜层厚度为150 nm左右,连钽膜在内的膜层总厚度约为200 nm。镀膜后多次多点测量模仁表面的粗糙度,均值为:Ra≤3.5 nm,Ry≤40 nm,Pv≤0.10 μm。可见该膜的面型精度达到要求,附着力也通过了3M 810胶带的百格测试。然而,模仁表面的表面粗糙度均值在经过约 800次热压成型后都接近了标准上限,模造成型1 000次后则超过标准限度,同时有少量脱模现象发生。实验表明,该厚度条件下的膜层具备一定的使用寿命,但由于铼–铱膜层还是较薄,因此未能达到突破2 000次寿命的标准。
镀制20 min的铼–铱膜层厚度为200 nm左右,膜层总厚度约为250 nm。镀膜后测量模仁表面粗糙度状况有所改善,如图7a所示,几项参数的均值分别为:Ra≤2.5 nm,Ry≤35 nm,Pv≤0.06 μm。试样同样通过了3M 810百格测试,如图7b所示。接着进行玻璃非球面热压成型寿命验证。当完成热压成型1 000次循环后,模仁表面面型精度均值仍在规定范围内:Ra≤3.5 nm,Ry≤38 nm,Pv≤0.11 μm。当完成1 500次热压成型后,测得模仁表面面型精度均值为:Ra≤4.0 nm,Ry≤40 nm,Pv≤0.12 μm。当完成2 000次热压成型后,测得模仁表面面型精度均值为Ra≤4.5 nm、Ry≤45 nm、Pv≤0.14 μm,达到了模仁热压成型寿命要求。再热压成型至2 600次之后,模仁面型精度 Ra与 Pv均值超出标准限度,Ry均值接近上限,并且无论是模仁上的平面还是非球面弧形表面,都出现了不同程度的脱膜现象,如图8所示。
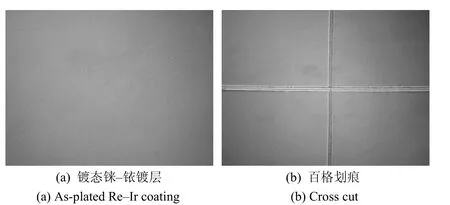
图7 碳化钨模仁镀铼–铱镀膜后表面形貌及其百格划痕Figure 7 Surface morphology of Re–Ir coated WC molding core and the cross cut thereon
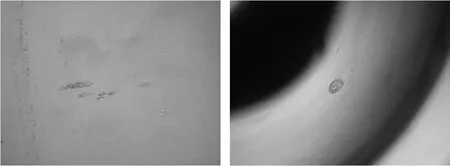
图8 热压成型2 600次后碳化钨模仁平面及弧形面上脱模现象Figure 8 Peel-off of coating on flat and cambered surfaces of WC molding core after hot embossing for 2 600 times
以上实验结果表明,铼–铱膜层的厚度对模仁寿命的影响非常大,较厚的膜层具有更好的耐热压冲击效果,寿命也相对较长。然而进一步增加铼–铱膜层的厚度达250 nm左右(镀膜时间25 min)后,膜层总厚度为300 nm左右,热压成型验证时却发现模仁在1 500 ~ 2 000次范围内已出现较多的是沾黏、脱落现象。分析其原因可能是:由于铼–铱膜层过厚,热压过程中玻璃与模仁间的正向力与剪切力过大,造成黏膜现象的发生。因此铼–铱膜层的厚度控制在200 nm左右较佳,镀膜层总厚度以250 nm左右为最佳,此膜层厚度条件下模仁非球面热压成型的寿命较理想。再经过多次实验的优化,钽膜层镀制15 min,铼–铱膜层镀制21 min为较佳的参数,此时膜层总厚度约为270 nm,模仁热压寿命最高能突破3 000次。
4 结论
玻璃模造技术被视为最有可能制作出分辨率高、稳定性佳、具量产性且成本较低廉的非球面玻璃透镜的工艺,但是模仁表面的镀膜工艺仍是研究的重点之一。本文通过对磁控溅射镀膜过程中离子源与镀膜层厚度优化的研究,得出以下结论:
(1) 离子源刻蚀时间选择5 min,对基材的清洁效果最佳。
(2) 钽膜层厚度控制在50 nm左右为最佳。若钽膜层太薄,模仁热压过程中的析出物容易显现;若膜层太厚,附着力会有所降低。
(3) 铼–铱膜层厚度控制在200 nm左右,总膜层厚度控制在250 nm左右,则模仁的耐热压性能较好,使用寿命相对较长。
(4) 钽膜层与铼–铱膜层相结合的膜层结构在高温下稳定性高,不易发生氧化。
镀膜厚度的增加有效抑制了光学玻璃与模仁材料间的相互微扩散作用,降低了光学玻璃沾黏情况的发生。然而镀膜层厚度超过一定限度,光学玻璃的沾黏现象又会有所增加,因此镀膜厚度的选择对延长模仁寿命而言非常重要。
[1] 杨忠信. 市场高画素的需求带动光学技术的跃进[R/OL]. 台中: 国立中兴大学, 2006. [2006–11–09] http://www.nchu.edu.tw/~acende/rdmp/ 951109.pdf.
[2] 吴宗宪, 霍正邦, 周文成, 等. 光学玻璃与模仁材料界面化学反应之探讨[C] // 中国机械工程学会第二十四届全国学术研讨会论文集. 中坜:中原大学, 2007: 49-54.
[3] 马广仁. 玻璃模造硬膜技术之进展分析[C] // 工研院模造玻璃研讨会, 2004.
[4] 林颖毅. 数位影像产品走红台湾光学厂商抢搭热潮[J]. 光学组件, 2004, 11 (54): 40-44.
Optimization of magnetron sputtering of rhenium–iridium coating on mold core (tungsten carbide) used for aspheric glass molding //
DU Qi-jian
The problems of short service life and sticking of tungsten carbide (WC) mold core used for aspheric glass molding were solved by combination of tantalum mediate coating and rhenium–iridium composite coating. The parameters of ion source and coating thickness were optimized and the optimal plating conditions were obtained. The surface quality of mold core was improved and its service life greatly extended. The molding core with a coating having a total thickness of ca.270 nm obtained by successively plating Ta for 15 min and Re–Ir for 21 min can be reused for more than 3 000 times in hot embossing.
aspheric glass; molding; mold core; tungsten carbide; tantalum; rhenium–iridium coating; magnetron sputtering
TG174.444
A
1004 – 227X (2012) 01 – 0034 – 05
2011–09–20
2011–10–24
杜琪健(1982–),男,陕西耀县人,本科,新技术研发课课长,主要从事真空镀膜领域及材料表面处理方面的研究工作。
作者联系方式:(E-mail) yushan8340@126.com。
[ 编辑:温靖邦 ]
