包缠丝卷取筒成形机构的改进研究
2012-11-15刘黔秋
刘 黔 秋
(金富春集团有限公司天马织造厂,浙江 富阳 311418)
包缠丝卷取筒成形机构的改进研究
刘 黔 秋
(金富春集团有限公司天马织造厂,浙江 富阳 311418)
对包缠丝生产过程中易产生的主要病疵——落沿产生的原因进行了系统的分析,认为产生落沿的原因有卷取机构缺陷、卷绕交叉角控制不良、导丝杆横动距离收缩幅度不佳三方面。在此基础上,对包缠丝卷曲成形机构中的卷取方式、调节卷绕速度与横动速度的比例等进行了改进,使包缠丝成形过程中的落沿现象由改进前的12.57 %下降到了2.73 %,同时使生产效率有所提高,原料的消耗由原来的58 g/筒下降到34 g/筒。
包缠丝;卷取机构;筒子成形;改进
包缠丝是以一种原料作芯丝,另一种或两种原料作外包丝,以螺旋方式卷绕在芯丝之外而形成的。包缠丝的原料选用范围广:长丝、短纤纱,天然纤维、化纤纤维、混纺纱等均适用。通过运用不同的原料、不同的包缠方式(单包或双包)可以使包缠丝获得特殊的外观效果或改善包缠丝原有材质的性能,为设计制造新产品提供原料[1]。
虽然包缠丝具有单一品种丝所无法比拟的优点,但其加工工艺和设备相对复杂[2-3],特别是成形过程中容易产生病疵[4-5],影响包缠丝质量的提高。根椐包缠丝筒子成形时产生的病疵进行统计,影响包缠丝成形质量的主要病疵为落沿(即丝层在收缩过程中,没有很好地产生叠加,而是发生滚落,致使丝条产生落沿)。这不仅增加了后道倒筒工序难度,还增加了原料的消耗量。为此,本文就卷取筒部位包缠丝筒子成形问题进行分析探讨。
1 包缠机的工作原理

图1为包缠机的工作原理示意。芯丝放在喂入辊上,通过喂入辊的转动进行退解,退出的芯丝绕过输入芯轮,上行穿过导丝管,与套在导丝管外的皮丝相遇,皮丝筒子通过皮带的高速运动来带动,将皮丝均匀地包缠在芯丝之外,再经过牵伸轮、移丝杆和导丝钩,卷绕在卷取筒上,通过调节卷取速度和锭子速度获取不同的包缠度,完成包缠的过程。
2 卷取筒成形不良的分析
2.1 包缠机卷取机构缺陷
以M1500型包缠机为例,它的卷曲为内涨式。内涨式搁架卷取筒的运动原理是,在卷取筒中插入一个涨套,将卷取筒涨紧,固定其位置,由卷取辊摩擦带动筒子做卷取运动。
在涨套、卷取筒、搁架之间,尺寸上存在着细小差异:1)涨套内径d3=7.29 cm,卷取筒内直径d2=7.39 cm,所以涨套在完好情况下完全能涨紧筒管,不会产生移动;2)涨套长度L3=19.44 cm,而搁架两中心间的距离L1=20.22 cm,从而使得筒管在轴向产生移动,导致外层的花纹移到内层花纹之外,形成落沿。图2为内涨式卷取装置的示意图。
2.2 卷绕交叉角控制不良
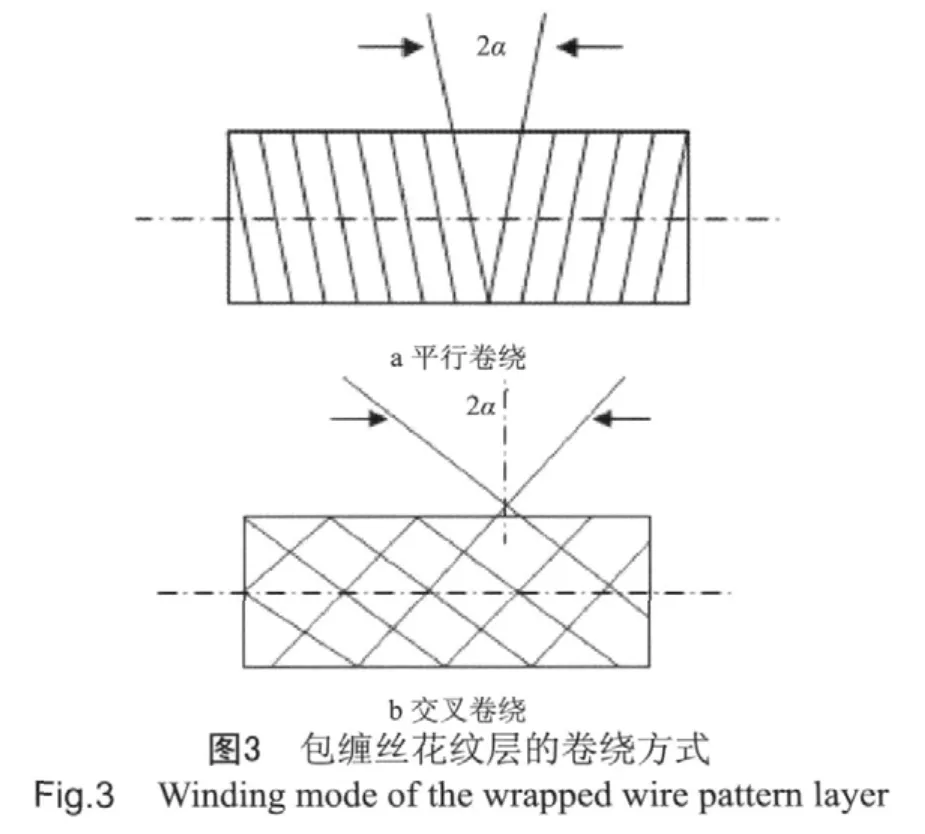
包缠丝的卷绕方式可以分为平行卷绕和交叉卷绕两种,其中平行卷绕的线圈卷绕交叉角很小(图3a),卷绕在筒子上的前一层纱线圈不能被后一层纱线圈很好地包缠,随着卷取直径的增大,筒子两端的纱线极易滑脱,线圈在筒子表面上的稳定性较差。交叉卷绕的线圈卷绕交叉角较大(图3b),卷绕在筒子上相邻两层的丝线圈相互压得比较紧密,筒子边缘比较结实,纱圈在筒子表面上的稳定性较好。因包缠丝在完成包缠后,还要对包缠进行热定形,故卷取筒为无边筒子,所以包缠丝的卷绕方式应采用交叉卷绕来进行。
在卷取过程中,筒子直径逐渐增大,筒子转速逐渐降低。当筒子卷绕到某些特定的卷绕直径时,在一个或几个导纱往复周期中,筒子恰好转过整数转,筒子两层纱圈数相同,这时,在筒子端面上某些纱圈折回点相互重合,纱圈卷绕轨迹也相互重合。在一段较长时间内,由于筒子直径增加很慢,几乎不变,筒子上卷绕的纱线圈会产生前后重叠,形成近似于平行卷绕,使重叠线圈极不稳定,只要设备产生轻微的移动或抖动,筒子上的丝线就有可能滚落形成落沿。而且筒子上凹凸不平的重叠线圈使筒子与滚筒接触不良,凸起部分的纱线受到过度摩擦损伤,造成后加工工序断头增加,纱线起毛。重叠筒子的纱线退绕时,由于纱线相互嵌入或紧密堆叠,以致退绕阻力增加,还会产生脱圈和乱纱。

由于交叉角的大小是由导丝杆横动速度与卷绕速度共同决定的,横动速度过慢会使横动反向时筒边叠加次数过多导致凸边和落沿,过快也会导致反向时过冲产生抖动而产生落沿。
2.3 导丝杆横动距离收缩幅度不佳
导丝杆横动距离收缩幅度是由起收幅作用的齿轮与行程凸轮共同作用来完成的。横动距离收缩幅度过慢,花纹几乎以接近平行卷绕的重叠方式堆积,层数过多时,在丝条间压力、摩擦力及其他应力的作用下,导致落沿。横动距离收缩幅度过快,则筒子堆积层数过多,厚度过高,对成形的稳定性、生产效率、下道工序的完成质量都有影响。
特别是在生产较粗纤度的产品时,由于控制每层纱线圈交错的撑牙运动幅度不够,使导丝杆横动距离收缩速度较慢,每层纱线圈产生的叠加极不稳定,两端的包缠丝易滑落产生落沿。
3 卷取筒成形的改进
3.1 对卷取方式的改进
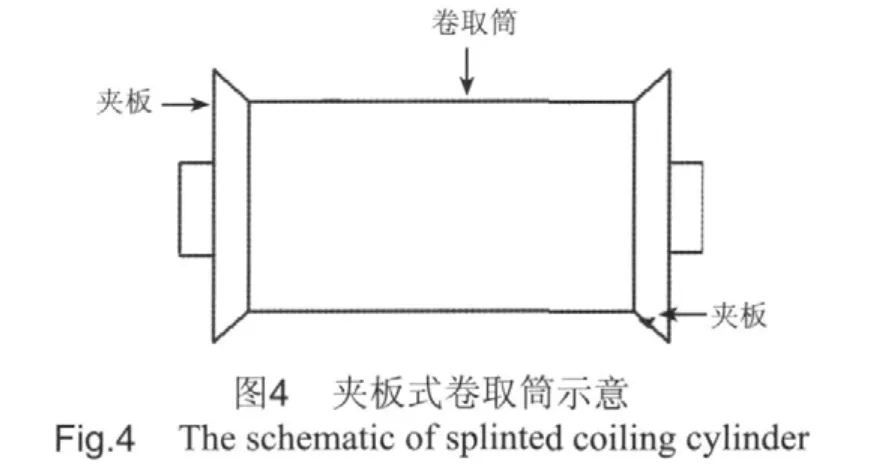
将易产生筒子移动的内涨式搁架改成固定性好的夹板式,而夹板式的卷取筒依靠两侧夹板带动卷取筒进行运动。如图4及图5中所示,部件的一端固定,另一端是带有弹簧的活动搁脚,在设备上安装固定好的夹板式部件可以产生两个方向的运动。一个是沿着轴向整个部件做旋转运动,但运动的辐度由固定端上的一个金属撑杆来控制;另一运动是沿着水平方向搁脚在弹簧的作用下可以伸缩,用于卷取筒的取放。因夹板能很好地固定筒子,不发生移动,因此能有效降低落沿的产生。
3.2 卷取速度与横动速度比例的调整
在摩擦传动过程中,导丝器往复运动频率按一定规律变化,由于导纱器往复运动频率不断变化,于是任意几个相邻纱线层的每层纱圈数m不可能相等。当某一纱线层卷绕符合重叠条件(2m为整数),才会引起纱线圈重叠。
因为导丝器往复导丝一次,筒子转过次数为筒子两层卷绕纱线圈数2m次,亦即该机构的卷绕比i。

式中:n为卷取筒转速;V为卷取线速度;V1为导丝横动速度;d为卷取筒外径;H为导丝最大动程;c1为卷取系数;c2为导丝差微系数;t为卷取时间。

i的小数部分确定了筒子纱线圈折回点相互重合的可能性,因此,调整卷绕速度与横动速度,使卷绕比i不为整数,就能使纱线避免产生完全的重叠。
根据生产品种的纤度差异,调节撑牙运动的幅度(即每次收缩的齿数),使导丝杆横动速度与卷绕速度形成合理的比例,避免每层丝线圈相互产生平行卷绕。
4 改进前后的测试对比分析
4.1 测试对象与工艺条件
工艺条件:采用M1500型包缠机,锭数7×16×2,皮带盘Ф229.5 mm,马达速度1 465 r/min,锭速13 624.5 r/min,牵伸比1∶2.5,卷取速度7.79 m/min,牵伸速度7.79 m/min,喂入速度2.89 m/min。
测试原料:(22.2/24.4 dtex×2生丝+22.2dtex×1氨捻)1 750捻/m S,Z。
4.2 卷取筒子成形机构改进的效果分析
卷取筒子成形改进前后对比见表1。

表1 卷取筒子成型改进后对比Tab.1 Comparison of coiling cylinder before and after improved
从表1可以看出,与卷取筒子成形机构改进前相比,改进后的成筒质量有了明显提高,落沿比例由12.57 %下降到2.73 %;且生产效率有所提高,断头处理时间从43.24 s下降到38.61 s;原料的消耗由原来的58 g/筒下降到34 g/筒。
5 结 语
通过锭子速度、卷绕速度、导丝杆横动距离、横动速度等的调节,改进后的包缠机落沿比例降低了9.84个百分点,落沿筒子的比例较改进之前下降了78.28 %,筒子成形良好率有了明显提升。改进后的包缠丝筒子在倒筒工序中有效提高了生产效率,并减少因落沿产生的原料消耗。
[1] 叶生华.真丝/人棉交织新产品——弹力丝棉特条皱的设计开发及工艺研究[J].丝绸,2012(2):37-39.YE Shenghua. New product of silk/rayon interwoven stretch fabric: the development and craft research of stretch silk/rayon special crepe fabric[J]. Journal of Silk, 2012(2): 37-39.
[2] 薛元,李翔,汤成坦.四组分长丝/短纤包芯复合纱的成纱工艺、结构及其性能[J].纺织学报,2009(12):30,22-25.XUE Yuan, LI Xiang, TANG Chengtan. Process structure and properties of four-component fi lament staple fi ber corespun yarn[J]. Journal of Textile Research, 2009(12): 30,22-25.
[3] 周小飞.包缠丝机用包缠锭子常见结构形式[J].纺织器材,2010,37(3):140-143.ZHOU Xiaofei. Common structure form of wrapped spindle in wrapped machine[J]. Textile Accessories, 2010(3), 37:140-143.
[4] 胡飞宇.真丝/氨纶包缠丝后加工中的张力控制[J].丝绸,1999(7):36-37.HU Feiyu. Tension control in the post processing of wrapped thread of silk/spandex[J]. Journal of Silk, 1999(7): 36-37.
[5] 俞加林.防止丝圈重叠的探讨[J].纺织学报,2006,27(9):84-85.YU Jialin. Discussion on preventing silk-loop overlapping[J].Journal of Textile Research, 2006, 27(9): 84-85.
Research on the improvement of molding structure of wrapped yarn winding mechanism
LIU Qian-qiu
(Tianma Weaving Mill, Jinfuchun Group Co., Ltd., Fuyang 311418, China)
This thesis analyzes the causes for main defects in the productive process of wrapped yarn. According to the result, it is deemed that the reasons for this is that there are deficiencies of winding mechanism structure,the control of winding crossing angle is not favorable and the shrinkage range of traversing distance of screw rods are not good. Based on this, it improves the winding ways and the proportion of winding speed to traversing speed, which reduces the falling phenomenon from 12.57% to 2.73% in the molding process of wrapped yarn. At the same time, it improves productivity and reduces raw material consumption from 58 g/bobbins to 34 g/bobbins.
Wrapped yarn; Winding mechanism; Bobbins forming; Improvement
TS142.221
A
1001-7003(2012)06-0027-04
2012-04-01
刘黔秋(1977- ),女,技术主管,主要从事生产工艺管理及产品开发设计。
