12.5MN冲孔压机机架结构及焊接工艺性浅析
2012-11-13王敬
王 敬
(太原通泽重工有限公司,山西 太原 030032)
12.5MN冲孔压机机架结构及焊接工艺性浅析
王 敬
(太原通泽重工有限公司,山西 太原 030032)
机架是压机各部件的载体,也是压机封闭力系的受体。机架的强度和刚度直接关系到压机的使用寿命和精度。本文以12.5MN冲孔压机为例,介绍了整体焊接机架的结构和焊接工艺。
机械制造;冲孔压机;机架;焊接;工艺性
0 引言
从结构上看,立式压机的机架结构有梁柱组合式机架、C型单柱式机架、整体框架式机架、预应力缠绕机架和钢筋混凝土机架。
整体框架式机架分为铸造式和焊接式,因其具有较高的刚度和导向精度,且结构简单、安装方便,在中小型液压机中得到广泛应用。由于钢板的机械性能一般优于铸件,在施工中不受铸造工艺的约束,可根据受力情况采用不同厚度的钢板,因此在保证强度和刚度的前提下可以有效节省材料、减轻重量,所以整体焊接式机架已经成为中小型液压机设计时的首选方案。
1 整体焊接式机架的结构和钢板材料的选择
整体焊接式机架是将上横梁、下横梁及立柱焊接成一个整体,组成封闭力系。图1是12.5MN冲孔压机机架断面图。上横梁用于安装主工作缸,下横梁用于安装工作台和模筒。压机工作时,上横梁和下横梁都处于中部受压和四周受拉的状态,而立柱则是两端受拉的状态。
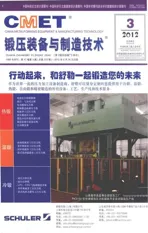
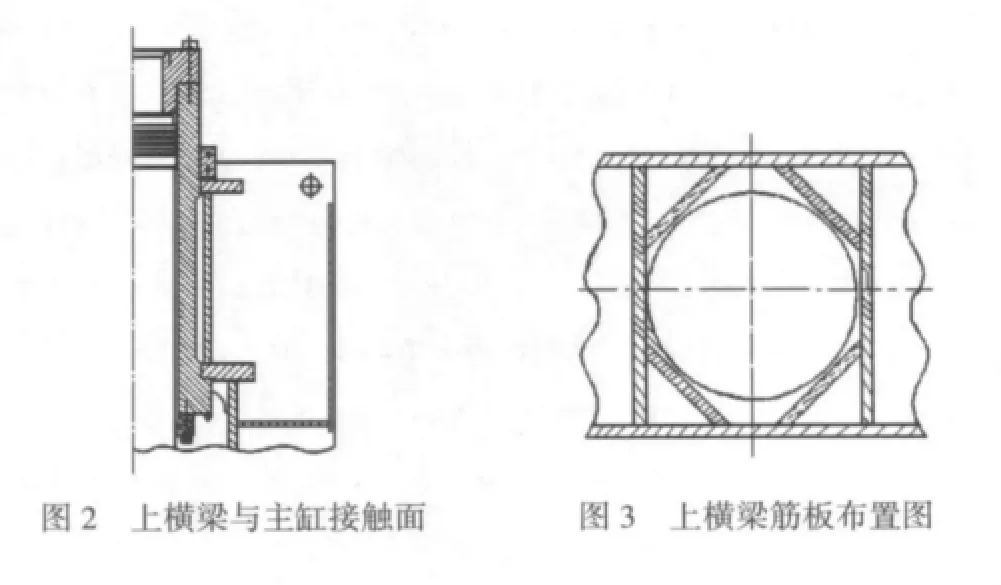
要保证上下横梁和立柱有足够的抗弯刚度,从结构上就应使上下横梁具有合理的高度,立柱有合理的宽度。上横梁的冲孔力受力面是上横梁与主工作缸法兰面接触的环面(见图2),为使此环面受力均匀,不产生应力集中,应在环面的背部沿圆周方向布置筋板(见图3)。同理,为改善下横梁受力面的应力分布情况,应在受力面的背部增加筋板。

机架在工作过程中受冲击载荷的作用,因此机架的主要承力板材应具有较高的强度和冲击韧性,并具有良好的可焊性。Q345B属于低碳低合金结构钢,性能满足上述要求,可作为主要承力板的材料。机架外围的辅助筋板材料则可选用焊接性能良好且经济实用的Q235A钢。
2 焊接工艺性分析
从断面图中可看出,此机架除件号4以外,其余钢板拼装后不会构成封闭腔体,因此厚板的焊接都可以采用双边坡口以减小焊接工作量,节省焊材。为减小焊接过程中引起的变形,可先将除件号4以外的所有板拼装点焊后,在对所有焊缝按顺序施焊。
2.1 焊接方法的确定及焊材的选择
采用熔化极CO2气体保护焊,利用保护气体使电弧、熔化的焊丝、熔池及附近的母材免受周围空气的有害作用,实现焊丝的连续送进,提高焊接效率。焊丝可采用ø1.2mm的实心焊丝ER50-6,该类焊丝的焊接工艺性能良好,可进行全位置焊接。焊丝熔化速度快,适合大电流焊接,熔敷效率高,电弧稳定,飞溅很少,焊缝成形美观,熔敷金属抗氧化、抗锈蚀能力强,气孔敏感性小。
2.2 板件的拼装
用于焊接的组梁平台必须检测符合要求才能使用,平台的不平度,每平方米小于1mm,整块平台不大于3mm,拼装成的平台任意方向小于3mm。拼装前应检查所有板件的材料、尺寸是否符合图纸要求,板件的飞边毛刺是否去除。
先将件号1、2按图纸要求组焊待用。焊接时应注意控制变形。根据件号10突出的高度,将多个垫块垫到件号7下面并找平。以件号7零件为基准,画好中心线,再以中心线为基准画好件号2、3、5、6、9零件及周边薄筋板的位置。按顺序拼装件号5、3、6、2、9、8,拼装过程中应注意控制各板的位置度以及各板与件号7的垂直度误差小于0.5mm,保证件号3、6与件号5、件号7、9与件号8顶死,局部间隙小于1mm。拼装过程中可采用辅助拉筋规定固定各板的位置,待焊完后将拉筋拆除。拼装件号7的另一件以及周边纵向筋板。由于周边横向筋板影响件号6与件号7、件号6与件号5之间焊缝的焊接,可最后焊装。拼装件号10。为防止焊接6、7之间的焊缝时件号7发生变形,可先在两件件号7之间用槽钢支撑,待焊完之后拆除。件号4可根据焊接情况和机架翻身到适当位置时焊装。
2.3 关键焊缝的确定
由图1可看出,件号5和件号8是机架的直接受力部位,因此对件号5和件号8起连接和支撑作用的焊缝均为直接受力焊缝。件号5与件号6之间的焊缝受拉力,件号5与件号7、件号8与件号6之间的焊缝受剪力,件号5与件号3、4以及件号8与件号7、9之间的焊缝受压力。焊接完成后应对上述焊缝进行超声波探伤检查,防止焊缝内部含有裂纹、气孔、夹杂等影响焊缝质量的缺陷。
2.4 施焊过程中的注意事项
在施焊过程中除应遵循焊接通用技术条件外,还应特别注意施焊方向和顺序。为防止焊接变形和减小因焊接变形产生的内应力,焊接时应按照从中间到两边的顺序,并常用风铲进行清渣和锤击焊缝。
3 结束语
大型焊接件的设计,不仅要满足强度和功能要求,更要满足焊接工艺性要求。从材料的选择、坡口型式及大小、焊缝的布置、焊接的可操作性等各方面综合考虑、合理设计,是保证焊接质量的前提。
[1] 王成文.焊接材料手册及工程应用实例[M].太原:山西科学技术出版社,2004.
[2] 俞新陆.液压机的设计与应用[M].北京:机械工业出版社,2006.
[3]张亦工,陈 峰.80MN双柱式预应力结构快速锻造液压机的设计研发[J].锻压装备与制造技术,2011,(3).
[4] 叶 臻,王晋抚,田华明,等.大型组合框架立式液压机机身关键构件分析与研究[J].锻压装备与制造技术,2010,(6).
Analysis of structure and welding technical process of frame for 12.5MN punch press
WANG Jing
(Taiyuan Tongze Heavy Industry Co.,Ltd.,Taiyuan 030032,Shanxi China)
Taking 12.5MN punch press as an example,the structure and welding process of the integrated welded frame have been introduced in the text.
Punch press;Frame;Weld;Technical process
TG315
B
1672-0121(2012)03-0042-02
2012-01-17
王 敬(1985-),男,助理工程师,从事锻压设备设计工作