基于FMS的自动化输送线设计与研究*
2012-09-12赖思琦尹显明杨应洪
赖思琦,尹显明,杨应洪
(西南科技大学a.工程技术中心;b.制造科学与工程学院,四川绵阳 621010)
基于FMS的自动化输送线设计与研究*
赖思琦a,尹显明a,杨应洪b
(西南科技大学a.工程技术中心;b.制造科学与工程学院,四川绵阳 621010)
介绍了基于柔性制造系统(FMS)的自动化输送线单元,包括皮带输送机、辊筒输送机、转角输送机等组成部分的机械结构、电气系统设计,以及通过ProfiBus-DP总线实现总控制单元对其进行监控和操作。通过实际运行证明,文中所构建的自动化输送线单元完全满足在柔性制造系统中的高效实用要求。
FMS;自动化输送线;ProfiBus-DP
0 引言
柔性制造系统(FMS)是一个由计算机集成管理和控制的、用于高效率地制造中小批量多品种零部件的自动化制造系统,它的应用圆满地解决了机械制造高自动化和高柔性之间的矛盾。自动化输送线单元是柔性制造系统的重要组成部分,由皮带输送机、辊筒输送机、转角输送机组成,由PLC控制,并通过ProfiBus-DP总线与总控制单元进行数据交换,接受用户的控制和管理[1-3]。
1 柔性制造系统的总体组成和工作流程
柔性制造系统由自动化立体仓库单元、AGV运载机器人、自动输送线装置、CCD形状检测系统、六自由度行走搬运机器人、六自由度焊接机器人、数控车床、加工中心及相应附属设备组成。系统运用Profibus-DP总线及开发型组态软件等网络通讯技术,使主控制台对各单元设备进行集成控制,能够根据生产任务的变化,通过简单地改变软件设置的方法进行调整,以适宜于多品种、中小批量生产。
系统开始工作前,人工将不同工件和托盘按照事先规划好的各零件毛坯区域送入原料库货架。工件或毛坯由码垛机从自动化立体仓库的原料仓库中取出,此时AGV按照预定轨道运行到取料位置。通过出库平移台,毛坯由AGV送至自动输送线,经六自由度搬运机器人送到柔性制造加工单元中,按照工序流程在数控车或加工中心、焊接机械臂上进行加工。加工完成后,由机器人取出工件,通过输送线和AGV一起运行,将工件放回入库平移台上,由码垛机拾取送入仓库成品库货架。同时,软件记录信息,以便管理,进而完成一个工作流程。其系统结构和工作流程如图1所示[4-6]。
2 自动化输送线单元设计与控制
2.1 单元组成及功能
输送线单元由2套皮带输送机、1套辊筒输送机、2台90度转角输送机组成,如图2所示。皮带输送机与转角输送机支架为铝合金型材框架,框架下方安装有调整支脚和滚轮。每条皮带运输机由金属支架、皮带、辊筒、电机与减速器组成,采用交流电机驱动,变频调速,并且输送机上装有位置传感器;辊筒输送机为钢架结构,由优质钢板加工而成,采用三相异步电机驱动,变频器调速,并且输送机上装有位置传感器;转角输送机为铝合金型材框架,由直流电机 +减速器驱动[7]。
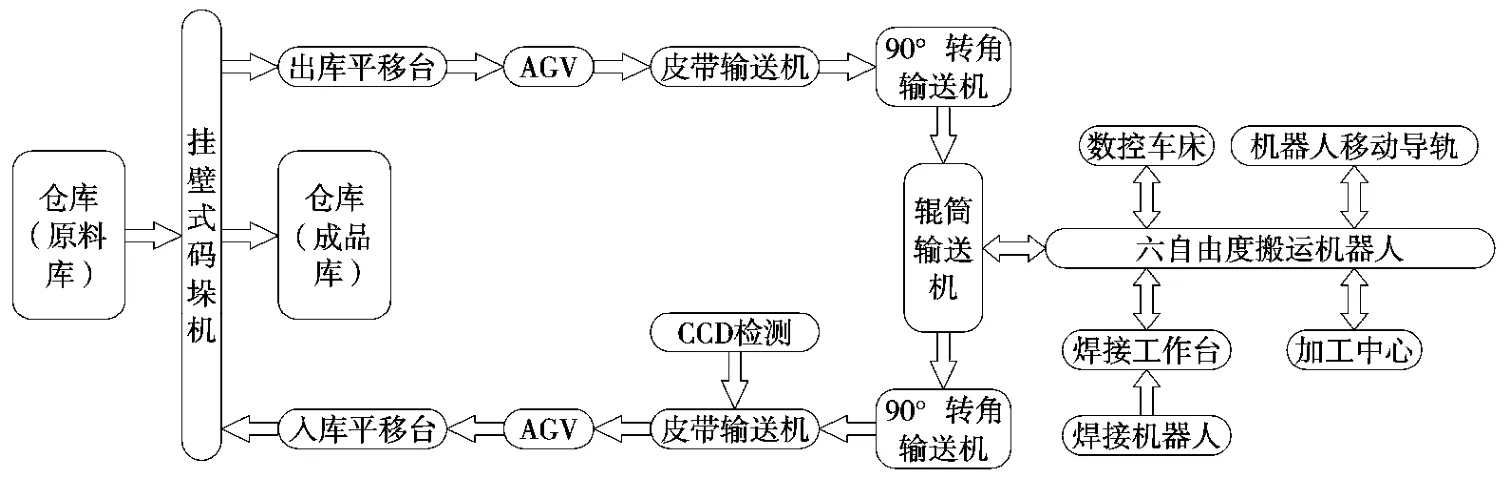
图1 系统结构及工作流程图

图2 自动化输送线库单元
皮带输送机结构已经形成标准,只是在外形和负荷上不同。根据我中心车间的柔性制造系统要求,输送单元最高带速 V=6m/min,负载重量f=2kg,主动辊筒直径d=100mm,初定涡轮减速比i=50,摩擦系数μ=0.3,摩擦阻力50N。
根据已知,求主动辊筒转速为N1=V/πd=6/3.14×0.1=19r/min;
进而电机转速为N2=19×50=950r/min;电机扭矩T=(9.8×f×μ+50)×d/2/50=0.056NM。
2.2 电气控制系统设计
输送线单元的主电路与控制电路如图3所示。
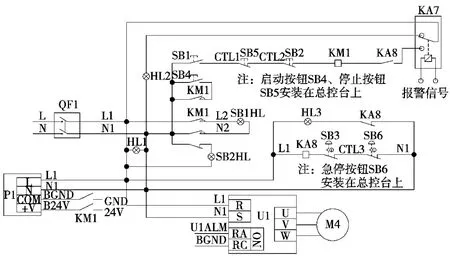
图3 输送线单元电路
输送线由欧姆龙 PLC控制,型号为 CP1HXA40DT-D,根据工序动作需要,共需40个输入点,12个输出点,所以使用了一个CPM1A-20EDR1扩展I/O单元。输入点包括输送线上安装的行程开关、对射光电开关等;输出点包括电机启动、停止、急停开关等。PLC梯形图分为初始化、主程序、复位、总控调试等,共八段,1530步,其初始化段部分程序如图4所示。
2.3 控制软件设计
柔性制造系统总控制单元由1台研华IPC-610H工控机作为主控机,主控软件为操作人员使用的前台程序,软件运行平台为Windows XP,使用组态王软件开发。总控制单元通过ProfiBus-DP总线通讯采集各分站信息,并协调各个分站动作,同时实现人机交互界面接受用户控制,其操作分为连续自动和各分站手动控制两种方式[8-9]。
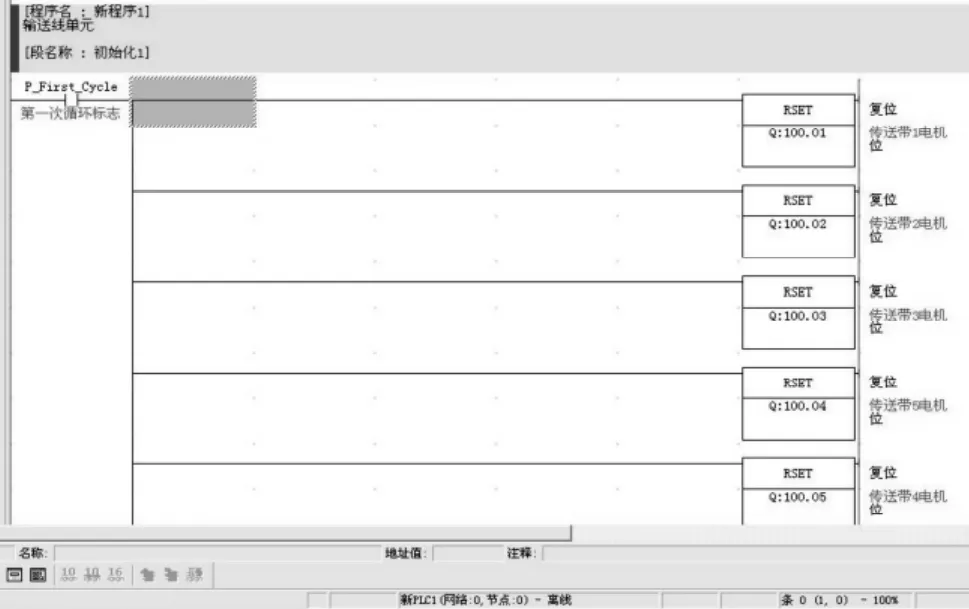
图4 输送线初始化部分PLC梯形图
输送线单元通过欧姆龙PLC的Profibus通讯模块与主站控制计算机进行通讯,通过主控软件的设定,控制输送线运行。输送线处于运行状态时,工件在传送带出库点上挡住出库点的光电对射传感器,系统检测到反馈信号,由AGV小车或机械臂进行下一个动作,达到整体配合的目的。输送线单元手动
控制的部分代码如下,其界面如图5所示。
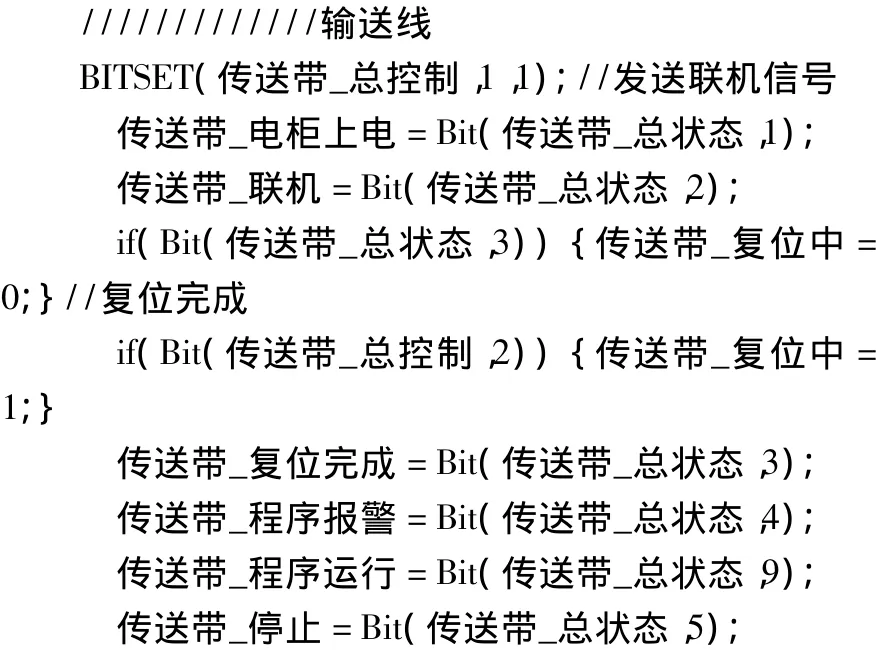
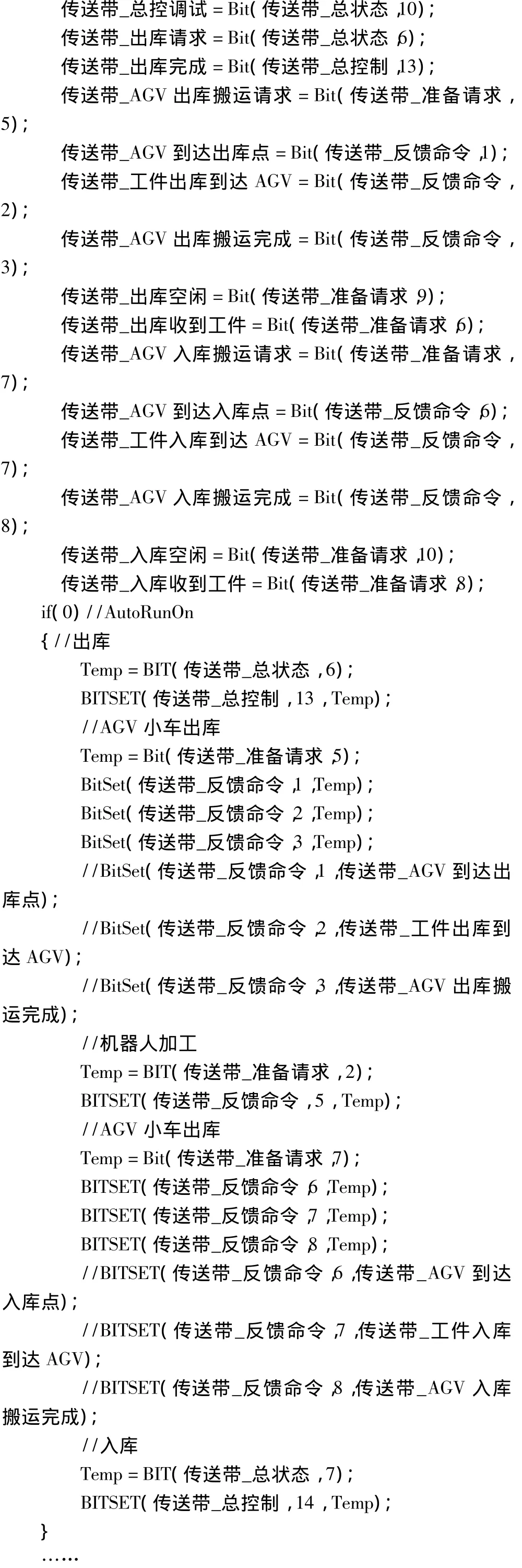

图5 输送线单元手动控制界面
3 结束语
经过详细设计与研究,将自动化输送线单元通过ProfiBus-DP工业现场总线纳入柔性制造系统,实现了从毛坯出库、运送、加工、工件返回到入库的物流输送全过程。系统运行状态良好,在我中心生产车间的工作得到了很好的应用,对建立类似的大型自动化输送线具有重要的借鉴作用。
[1]王勇.基于PLC与PROFIBUS的柔性制造生产线控制系统的设计与实现[D].苏州:苏州大学,2009.
[2]李作海,姚锡凡.基于RFID的信息集成柔性制造系统设计研究[J].组合机床与自动化加工技术,2011(4):14-18,23.
[3]马超.基于Profibus现场总线的柔性制造系统的研究与实现[D].合肥:合肥工业大学,2010.
[4]李培玉,王亮,甘涛.基于激光识别的汽车门锁嵌入式柔性装配系统[J].组合机床与自动化加工技术,2010(5):90-93.
[5]王锋,王品,李家霁.基于IO接口的柔性制造系统及其实现[J].组合机床与自动化加工技术,2009(12):78-81.
[6]王世鹏,解艳彩,闫雪峰.柔性制造单元上下料机构的改进设计[J].组合机床与自动化加工技术,2011(6):85-86,90.
[7]刘玉霞,王勇.柔性制造系统及其应用[J].制造技术与机床,2008(1):124-126.
[8]潘锋.基于Profibus的柔性制造教学实训系统的设计与实现[J].制造业自动化,2010(10):88-91.
[9]王胜,苗晓锋.基于MCGS组态软件下电主轴监控系统应用[J].组合机床与自动化加工技术,2011(1):61-64,68.
Based on The Automatic Conveyor Line of FMS Design and Research
LAI Si-qia,YIN Xian-minga,YANG Ying-hongb
(a.The Center of Engineering and Technology;b.School of Manufacturing Science and Engineering,Southwest University of Science and Technology,Mianyang Sichuan 621010,China)
The thesis Introduced the automatic conveyor line unit of the flexible manufacturing system(FMS),which included the band conveyor,the rollers conveyor and the corner conveyor,monitored and supervised by the data exchange of the ProfiBus-DP and Total control unit.Through the practical operation,it shows that the automatic conveyor line unit of the paper full met the requirement of the efficiency and practicability.
flexible manufacturing systems;automatic conveyor line;ProfiBus-DP
TH165
B
1001-2265(2012)11-0087-03
2012-04-13
四川省教育厅2011年重点科研项目(11ZA129)
赖思琦(1976—),男,四川绵阳人,西南科技大学工程技术中心讲师,工学硕士,主要从事机电、数控、柔性制造技术研究等,(E-mail)lai_siqi@163.com。
(编辑 李秀敏)
