路基处理车输送带耐磨导轨国产化试制
2012-02-20宋大琪
宋大琪
(北京二七轨道交通装备有限责任公司二七宏丰公司,北京 100072)
我公司生产的路基处理车每列有16条输送带,公司将输送带的生产任务交给了二七宏丰机械有限责任公司负责完成。其中第一至第四列车输送带的关键配件由国外进口,从第五列车开始二七公司要求部份关键配件进行国产化自制,其中,耐磨导轨试制就在国产化项目中,进口耐磨导轨价格为1 853 358元/列。耐磨导轨作为路基处理车的关键部件,具有一定的技术难度,为了确保顺利实现耐磨导轨的国产化工作,二七宏丰公司立足现有的设备,结合北京地区的科研院校优势,开展技术攻关,经过2个多月的连续试验,解决了多项技术难题,终于完成了产品试制任务,并进行了小批量的生产。
1 产品分析
耐磨导轨是路基处理车输送带中的重要部件,其为砂石料传送带滚轮提供导向和支撑。导轨工作条件为滴油润滑滚动摩擦,滚轮间或有侧向窜动和颠簸。沙砾灰尘附着在导轨上,被滚轮碾压,会加速导轨的磨损,路基车服役时间较长,导轨需进行一次大修。经过分析,进口导轨是采用真空钎焊多片拼接硬质合金的方法加工而成,为了确保零件的品质,试制产品依然采用该工艺。每根导轨成品尺寸为1 500 mm×30 mm×14 mm。导轨局部模型,如图1所示。
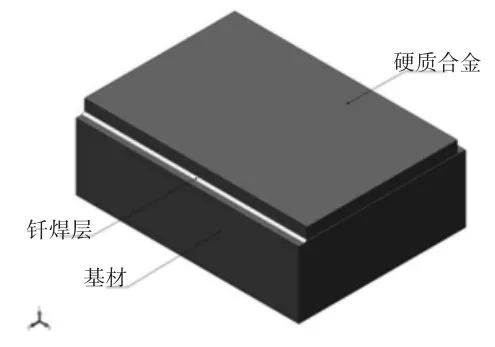
图1 导轨示意图
为了进一步明确进口导轨硬质合金牌号,对其进行扫描电镜和能谱分析。进口导轨硬质合金金相照片,如图2所示。
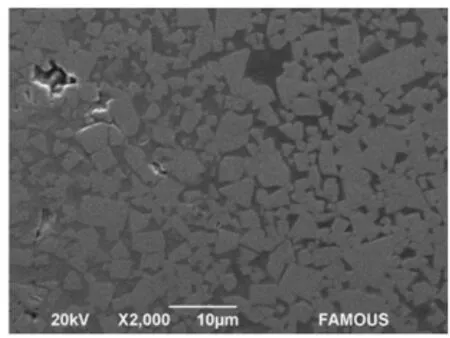
图2 进口导轨硬质合金金相照片
在图2中,浅色部分为碳化钨,深色部分为钴。硬质合金颗粒直径1~9 um,3 um以上大颗粒所占面积大于70%,属于高品级粗颗粒硬质合金。
通过对该区域进行能谱扫描,其硬质合金能谱分析,如图3所示,数据分析如表1所列。
图3 硬质合金能谱
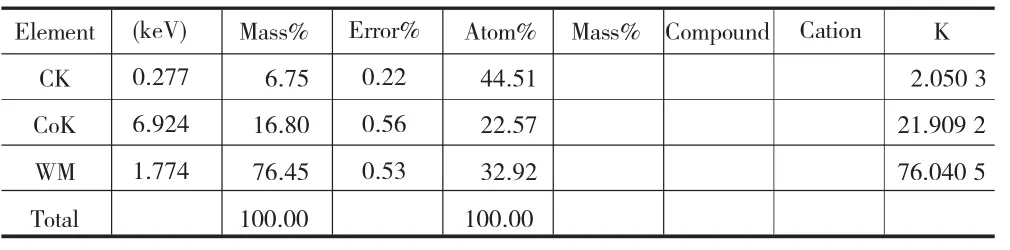
表1 硬质合金能谱分析
能谱分析表明,该硬质合金含钴16.8%。为了确保产品品质,将国产化硬质合金的韧性等级提高一个牌号,采用GM50。
1.2 钎焊材料分析
进口导轨钎焊层金相照片如图4所示,进口导轨钎焊层能谱分析如图5所示,数据分析如表2所列。
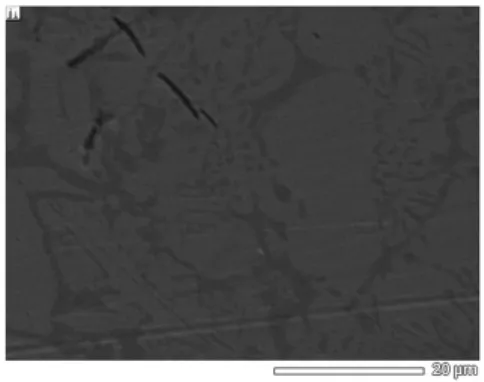
图4 进口导轨钎焊层金相照片
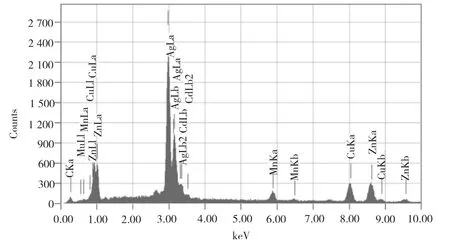
图5 进口导轨钎焊层能谱
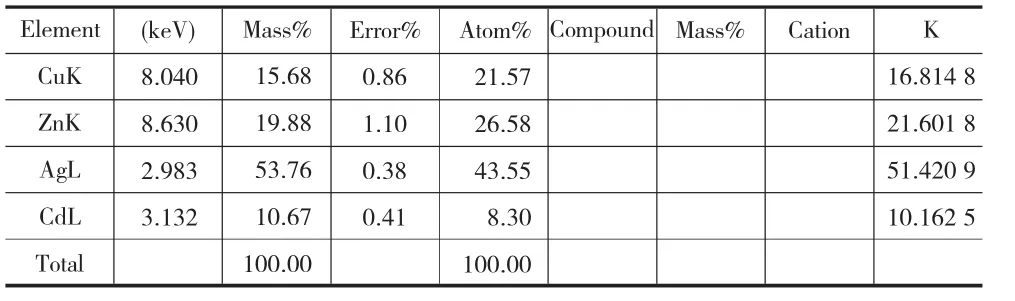
表2 进口导轨钎焊层能谱分析表
能谱分析表明,进口导轨采用银铜锌镉合金作为钎料。通过查阅手册,这种钎料的抗拉强度为350~400 MPa,熔化温度630~650℃。我们采用了国内现有各项参数基本相同或略高于进口牌号的焊料并搭配了适当的焊剂,焊料熔化温度650~680℃,焊接强度400~460 MPa。
1.3 基材分析
基材采用化学分析法测定元素含量,测量结果如表3所列。

表3 采用化学分析法测定基材元素含量(品质%)
采用显微硬度计检验,基材硬度HV170=HB180。上述参数可以判定基材为普通退火态低碳钢。经研究决定采用Q235A冷轧钢板作为基材,在焊接前进行必要的热处理,消除基材应力,并使其具有一定的刚度。钎焊时基材的变形是不可避免的,这也是我们面临解决的最关键问题。在焊接后基材需要矫直,最后进行热定型。
2 试制过程
2.1 工作进度
(1)确定试制方案,设计钎焊工装。
(2)订制硬质合金片,将大片硬质合金片线切割成导轨要求的尺寸,并进行钎焊试验。
(3)进行第一轮钎焊试验,试验钎料厚度、焊剂加入量和钎焊温度,检验变形量;出第一批样品。
第一批样品出现以下问题:硬质合金片之间间隙过大;变形大;钎料溜挂;硬质合金侧边不齐。针对这些问题,采取的措施为:改进工装;调整钎焊参数;调整仟料厚度;将真空钎焊改为氩气+氢气保护焊。
(4)进行第二轮钎焊试验,调整钎焊工艺参数,摸索冷压矫直工艺参数。第二批样品出来后,检查发现,硬质合金片之间间隙有所减小,但还未完全消除,经分析认为是两种材料的受热后伸缩率不同。针对这一问题,进一步调整低碳钢焊前预处理工艺,使两种材质的伸缩率接近同时完善工装卡具。
(5)第三轮钎焊试验,通过进一步完善钎焊前、后处理工艺,试制出第三批样品;线切割加工摩擦学试验样品。
(6)送清华大学摩擦学国家重点实验室进行SRV试验,出具试验报告。
2.2 工艺流程
经过二七宏丰公司员工长达70天的不懈努力,经过多次试验,多次更改方案,终于确定了耐磨导轨的加工流程,如图6所示。
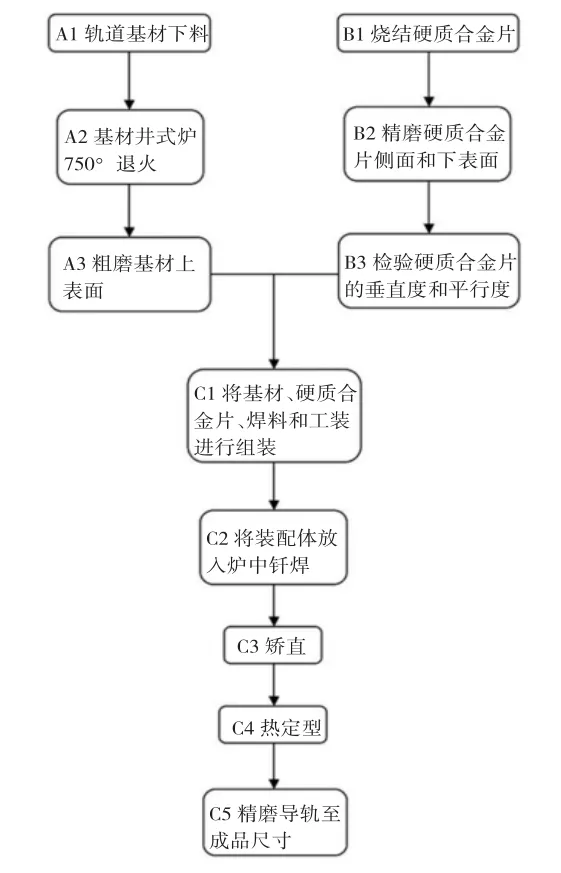
图6 导轨试制工艺流程
关键步骤说明:
(1)A2焊前对基材退火,可以显著降低残余应力。实践证明,焊前退火可使钎焊变形降低30~35%。
(2)C2因为我公司的钎焊炉可以编程控制,所以钎焊过程可以精确控制升温和冷却速度,这一点对于减小钎焊变形极为重要。
(3)C3钎焊变形控制在15 mm以内,否则矫直过程会对硬质合金片造成损害。
(4)C4矫直后必须立即进行热定型处理,可有效防止回弯。
(5)C5由于磨削产生应力,导轨精磨后,还会产生少量挠度(小于3 mm),所以部分导轨需要进行二次矫直。
3 检验分析
样品试制完成后,对其各项指标进行检验。经检验:尺寸检验达到图纸要求,同时表面粗糙度检验达到图纸要求。硬质合金材质对比,如图7、图8所示。
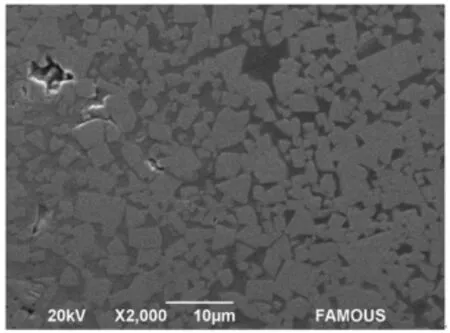
图7 进口导轨硬质合金片金相照片
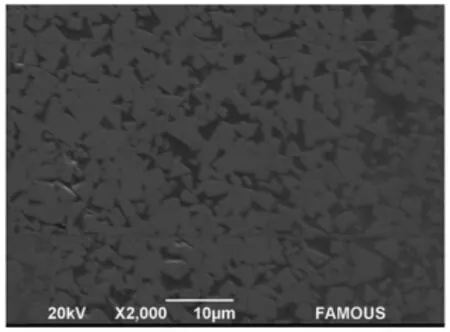
图8 二七公司硬质合金片金相照片
由金相照片可以看出,进口导轨合金片存在孔隙,而二七宏丰公司的合金片较为致密。这种孔隙是由于烧结压力不够引起的。孔隙的存在会造成合金片冲击韧性降低。
3.1 耐磨性检验
(1)SRV试验
在正常工况下,滚轮与导轨是油润滑滚动摩擦,对导轨的磨损微乎其微。只有当滚轮发生横向窜动,或导轨上附着有沙砾灰尘,才会对导轨造成较严重的磨损。根据这种工况,采用清华大学摩擦学国家重点实验室的SRV摩擦磨损试验机,考核进口硬质合金与二七宏丰公司硬质合金的相对耐磨性。下试样由导轨取样制成直径24 mm,高7.88 mm的圆柱,硬质合金为圆柱顶面,朝上放置;上试样用硬质合金制成直径15 mm,高22 mm圆柱(GCr15的耐磨性相对较差,不能用来做上试样),圆柱面与下试样接触。在垂直方向对下试样进行加载,载荷100 N;由电磁力驱动上试样在下试样表面进行水平往复滑动;接触面用20#机油润滑,为了模拟沙砾灰尘,在机油中加入0~1 um多晶金刚石微粉,如图9所示。

图9 SRV试验示意图
(2)试验参数
试验参数如表4所示。
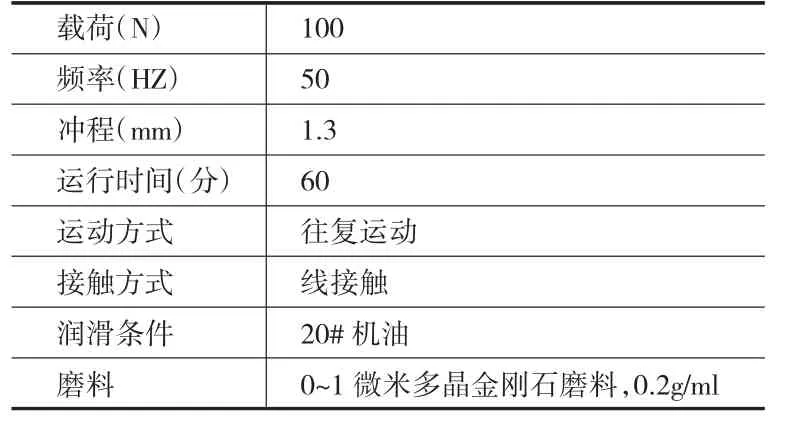
表4 试验参数
(3)试验结果
试验结果,如图10所示。
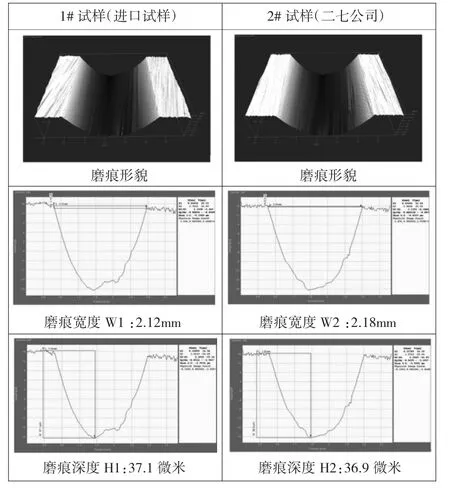
图10 试验结果
以进口试样为基准统计实验结果
磨痕宽度差异=|(W1-W2)|/W1×100%=2.8%
磨痕深度差异=|(H1-H2)|/H1×100%=0.5%
(4)结论:两种硬质合金磨痕没有明显差别,耐磨性相当。
3.2 磨耗比试验
用SRV试验机模拟均匀载荷的磨损情况,其实际工况更加恶劣,可能有较强的冲击。采用二七宏丰公司磨耗比试验仪,模拟冲击较大的磨粒磨损。用碳化硅砂轮直接磨削导轨试样,用砂轮失重除以试样失重,得出磨耗比,表征试样的抗冲击磨粒磨损性能。经检测,进口导轨硬质合金磨耗比是1.47,我公司采用的硬质合金的磨耗比是1.85。
试验结果表明,在冲击较大的磨粒磨损条件下,二七宏丰公司的硬质合金磨耗比略优于进口合金,说明二七宏丰公司合金的冲击韧性略好于进口合金。
结论:上述检验分析表明,二七宏丰公司试制的耐磨导轨各项指标均达到进口导轨的标准。经核算,国产化后的耐磨导轨价格降为900 000元/列。价格节约了50%,经济效益显著。经二七轨道公司质量保证部组织有关部门并邀请部驻厂验收室等单位参加的厂级签定会,一致同意装车使用。
4 结束语
通过这次路基处理车输送带耐磨导轨的国产化研制工作,锻炼了我公司的职工队伍,提高了企业科技人员的创新能力,解决了生产中的困难,使企业获得了良好的经济效益。此项成果还可以推广到矿山、冶金等相关行业中去,在生产实践去运用和完善发挥。在耐磨导轨的研制中得到了清华大学等院校及有关企业的支持、专家的指导,我表示感谢!
[1]王文斌,等.机械设计手册[M].北京:机械工业出版社,2004.
[2]吴毅雄,等.焊接手册[M].北京:机械工业出版社,2007.