空分系统主换热器堵塞局部加温处理与重新开车
2010-09-11李雪双
李雪双
(河南神马尼龙化工有限责任公司,河南平顶山 467013)
空分系统主换热器堵塞局部加温处理与重新开车
李雪双
(河南神马尼龙化工有限责任公司,河南平顶山 467013)
对KDON-3500/3200/150型空分装置出现主换热器堵塞后,进行了冷态局部加温处理,在重新开车过程中发生了液悬故障,提出了正确开车的方法、措施。
主换堵塞;局部加温;开车;液悬;处理
某公司KDON-3500/3200/150型空分装置2008年8月5日主换热器出现明显堵塞征兆:下塔压力由正常的0.525 MPa降低至0.517 MPa,空气进塔气量由19 800 Nm3/h降低至19 100 Nm3/h,空压机出口放空阀开度达到了30%,主换热器热端温差由4.5℃升至7.1℃,参数趋势不断变坏。由于后系统用气紧张不能进行传统停车,决定采取局部加温主换热器的措施,最终解决了该问题。加温后重新开车过程中,出现了下塔液悬故障,本文分析了重新开车发生液悬故障的原因,提出防范措施,以供同行参考。
该空分装置采用常温分子筛吸附、增压透平膨胀机、空气膨胀进上塔流程,精馏塔为单环流筛板塔,系统设计主要运行技术参数见表1。

表1 系统设计主要运行技术参数
1 局部加温处理过程
堵塞情况出现后,我们成立攻关小组,对系统现状进行分析诊断。确认了主换热器是由于运行周期长,中间出现过系统少量带水故障造成主换热器组堵塞了二氧化碳和水分。如果采用传统的停车大加温模式至少需要2 d才能解决,公司生产将会全面停顿,损失惨重。通过咨询相关专家,决定仅对主换热器进行局部加温使主换热器空气通道温度升高到5~10℃,将换热器内部堵塞的杂质经过下塔排放阀排出从而消除主换堵塞故障,恢复空分正常工况,局部加温时间估计在6~10 h左右。根据局部加温思路,首先外购液氧、液氮气化保证公司部分生产线用气。其次空分冷箱系统停车,对主换热器空气通道进行加温操作,局部加温流程见下页图1。
1.1 加温前准备
①停止向冷箱供气前,将精馏塔下塔液体全部打入上塔,停运膨胀机并单独加温;②关闭冷箱系统供气阀TG-320,下塔液氮回流阀TG-127、上塔液氮回流阀JL-102、液空进上塔阀JL-101、氮气送出管路阀门、污氮送出管路阀门;③氧气压力设定为60 kPa投自动,自动调节上塔压力在55~60 kPa左右,且不超过65 kPa;④保持空压机、预冷系统、分子筛系统,膨胀机油水系统正常运行。
1.2 加温操作路线1
①全开膨胀机进口管线排放阀P-F102、关闭膨胀机进口总阀TG-114、膨胀机进口切断阀;②全开膨胀机旁通阀TG-101、膨胀机进口手动阀,保持增压空气管线压力在0.30~0.40 MPa,加温增压空气管线,60 kPa左右,且不超过65 kPa;③当增压空气温度TI-102-1由原-168℃左右升高到5~10℃时关闭以上阀门。
1.3 加温路线2(与加温路线1同步进行)
①全开下塔排放阀P-F110、P-F111;②缓开进塔总阀TG-320,控制下塔压力在0.13~0.25MPa,加温主换热器进塔空气管线;③当进塔空气温度TI-102-2由原168℃左右升高到5~10℃时关闭以上阀门。通过约4 h加温后,主换热器底部温度回升到了水分的气化温度,主换热器局部堵塞的杂质被清除。
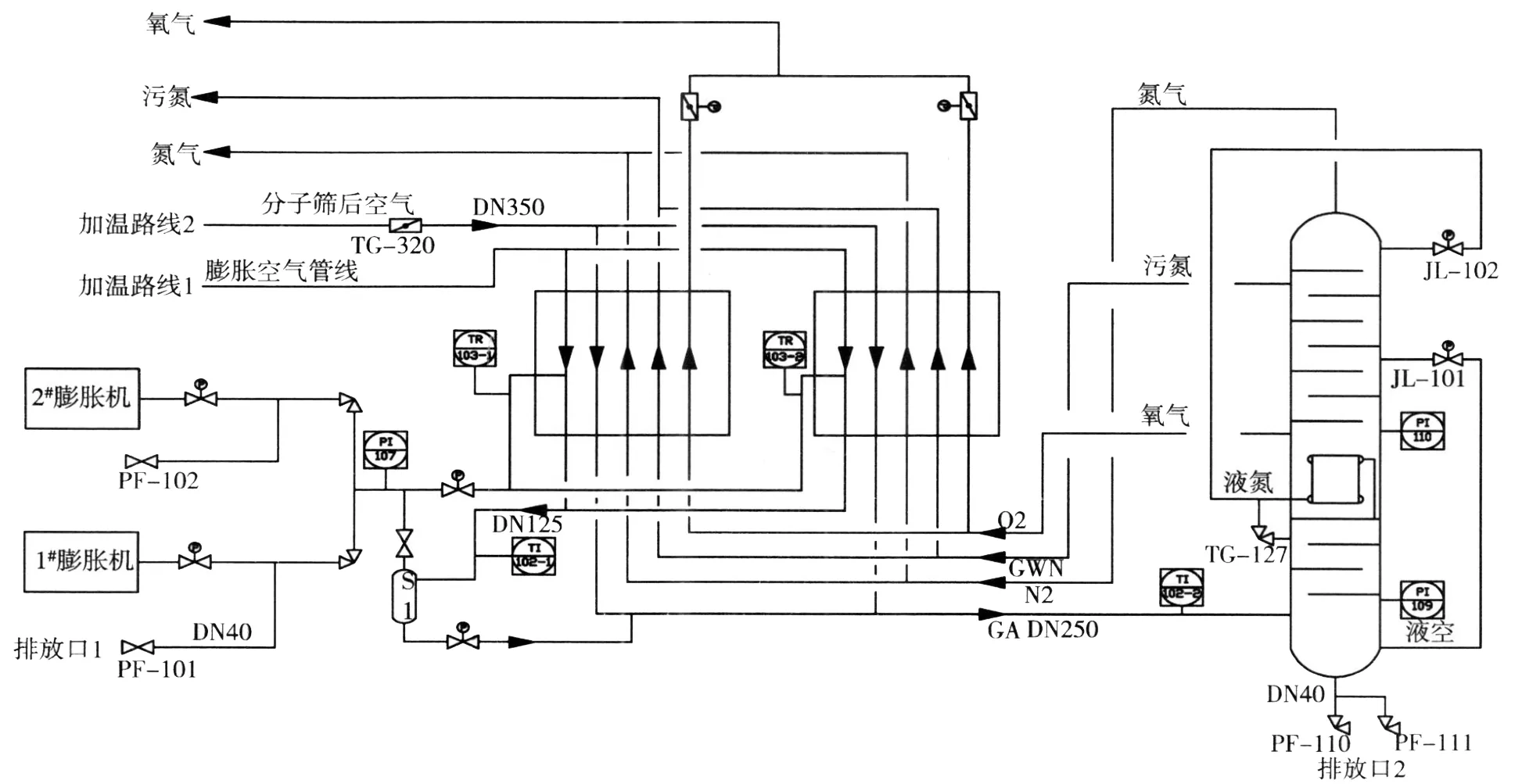
图1 局部加温流程图
2 局部加温后重新开车
经过将近6 h操作后,精馏塔系统重新启动,但在开车过程中,下塔压力在0.56 MPa左右,超出正常值0.04 MPa,空气进塔气量由导气时的18 800 Nm3/h逐步降低至600 Nm3/h,同时下塔阻力逐渐升高到27 kPa,超出仪表量程,下塔液位一直不显示,约30 min后,空气进塔气量逐步增大至19 800 Nm3/h,下塔阻力降低到0 kPa,下塔液位超过量程,明显出现了下塔液悬,首次开车失败。根据以上情况,对比参数变化,分析下塔液悬的原因为局部加温时由于主换热器和下塔相连通,排放口在下塔,部分热气上升,造成下塔温度高,开车时为了赶时间,未对下塔进行必要的冷却,下塔塔板温度高,当有回流液空时,在塔板上急剧汽化,造成下塔压力升高,阻力上升,回流液不能及时下流,产生了液悬故障。针对该原因,立即采取以下措施,对下塔进行充分冷却:①关小下塔回流阀后重新向冷箱系统导气,控制精馏塔低负荷运行;②导气后立即开大液氮进上塔回流阀,减少下塔回流液体量,避免液体大量气化;③开大主冷凝蒸发器不凝气排放阀开度,打开冷凝蒸发器氮气侧排放阀,加快下塔冷却速度;④根据主冷凝蒸发器液位情况,及时用液氧槽车向主冷反充液氧,维持主冷液位稳定。
经过以上操作后,下塔压力逐步稳定在正常0.53MPa,空气进塔气量稳定在19 200 Nm3/h,下塔阻力稳定在13.8 kPa,氧气品产量在3 180 Nm3/h、氧气纯度达到99.5%,氮气纯度达到了99.999%,符合公司要求的控制指标,开车成功转入正常生产。
重新开车后,系统参数恢复了正常,主换热器中部温度由加温前的-125.3℃恢复到正常时的-95℃,主换热器热端平均温差由加温前的7.5℃恢复到正常的3.5℃,空分系统局部加温成功结束。
3 局部加温处理经验教训
通过本次局部加温及重新开车操作,我们的经验教训是:①当主换热器出现意外进水等故障时可以采用将精馏塔处于冷备状态,缩短空分系统的加温时间,满足生产用氧需求。②空分主冷凝蒸发器可通过设置液氧反充管线,节约系统启动时间。③下塔排放阀口径(一般为DN40)过小,不仅影响加温时间,而且影响下塔开车投用后的分离效率,以及给重新启动带来困难。④局部加温重新开车时,由于进塔气体温度高,首先打开下塔排放阀门或主换热器底部空气排放阀将热气排出塔外,尽快降低下塔塔板温度,避免下塔塔板温度过高造成回流液大量气化从而发生液悬或设备应力破坏的风险。
TQ051.8
B
1003-3467(2010)18-0049-02
2010-07-21
李雪双(1964-),女,工程师,从事工程技术管理工作,电话:13064492628。