磨辊车间数据管理系统设计与应用
2021-01-04张会华亓鲁刚张丽丽
张会华,张 倩,亓鲁刚 ,张丽丽
(1.唐山工业职业技术学院,河北 唐山 063299; 2.河钢集团唐钢公司,河北 唐山 063000)
轧辊是钢铁行业轧制工艺的关键生产备件,轧辊管理水平的高低直接影响企业产品质量、生产组织节奏及生产成本。近年来,随着市场对高精度冷轧板带材需求量的增加,以及中国智能制造理念深入产线,企业对磨辊车间的生产能力和加工质量提出了更高的要求。目前钢铁行业内磨辊车间管理能力水平不一,有的仅有基础磨床自动化设备,缺少历史使用数据指导磨削,有的轧辊存放混乱,信息匹配费时,造成加工时间延误,数据信息化不足,轧辊数据与使用产线交互困难等[1]。虽然有些磨辊车间具有一定功能的数据管理系统,但其系统大多管理功能简单,偏重与磨床通讯存储磨床数据。本文立足满足河钢唐钢高强汽车板有限公司磨辊车间数据管理功能需求,并考虑融入厂二、三级计算机系统架构,设计开发了一套磨辊车间数据管理系统,投用后得到了良好的应用效果。
1 磨辊车间工艺介绍
河钢唐钢高强汽车板有限公司磨辊车间主要任务是:1)为酸轧线、连退线及镀锌线的轧机和平整机提供工作辊、中间辊和支撑辊,并根据各类辊粗糙度、磨削量和辊形的要求进行磨削加工,以及对事故辊进行消缺处理;2)根据轧制工艺要求对部分工作辊表面进行毛化处理;3)从换下的工作辊、中间辊和支撑辊上拆下轴承座,并为加工好的轧辊装上轴承座及重新配对;4)对轧辊及配件进行修理、清洗和维护,努力延长轧辊及配件使用寿命,减少生产成本[2]。
此设计前河钢唐钢高强汽车板有限公司磨辊车间的数据管理系统主要作用是用来查看磨床磨削数据,功能定制化不足,没有发挥数据管理系统应有的信息化增强效果,因此造成磨辊间业务流程仍以线下纸质辊卡为工作凭证,有很大的信息化提升空间,设计系统应用前磨辊间工作过程如下。
1.1 下线轧辊接收流程
下线轧辊由换辊小车送到磨辊间,旧辊使用方将相应的纸板辊卡移交给磨辊间工作人员,并登记接收时间。磨辊间操作人员指挥天车工将轧辊吊至存放区。存放区分布在磨辊间多处,没有严格区分,且轧辊在存放区摆放无序。
1.2 拆卸轴承流程
下线轧辊被天车搬运到拆装区进行轴承拆卸工作。同时,辊卡交给拆卸人员,并登记拆卸时间。拆卸人员对轴承座和轧辊做简单检查,在辊卡上记录轧辊状况,并判断轴承座是否需要维护。
1.3 静置与磨削加工流程
拆卸轴承后,工作辊中间辊由天车搬运进磨辊区内的静置区。同时,辊卡被交到操作室操作工。操作工在一级界面输入相应辊号,完成辊号上线一级系统。磨削完成后,操作工将旧辊卡进行存档,并在新的辊卡上记录新的轧辊数据信息,同时登记磨削时间。轧辊新数据信息也会存于磨辊间二级数据库中。
1.4 安装轴承流程
轧辊磨削完成后,由天车吊至存放区,若需镀铬则送外镀铬。需要安装轴承座的轧辊,由天车送至拆装区。同时,新辊卡送至安装人员,登记轴承座号和安装时间。轴承座号信息也会储存到磨辊间二级数据库中。轧辊都是成对使用的,等配对的2个辊都安装完轴承座后,由天车吊放至辊区存放。
1.5 出库上线使用流程
轧辊加工完成后由换辊车送至产线,同时附带辊卡,并在辊卡上登记送辊时间。产线使用轧辊时,需要在辊卡上登记上机时间,轧辊下线时,在辊卡上登记下线时间、轧制公里、轧制吨位,以及换辊原因等。然后,轧辊和辊卡由换辊车送到磨辊间,重复以上流程。
2 磨辊车间数据管理系统设计
2.1 系统功能介绍
以智能、便捷、定制为宗旨,致力于落实使用车间所需功能,完善原有管理系统不足,设计开发了一套智能制造磨辊车间数据管理系统,该功能示意如图1所示。轧辊使用数据从不同产线二级系统传回磨辊间管理系统,完全代替纸质辊卡,为防止由于产线操作人员偶尔换辊操作不规范,致使返回数据有误,磨辊间管理系统设置数据校正功能。根据工种不同,管理系统客户端界面分磨床功能区和装配功能区两部分,分别实施数据的管理操作。同时,考虑装配区远离主控室,装配工从装配区往返主控室录入轧辊装配信息费时费力,因此为装配工开发了移动端APP,手持移动终端可以现场完成作业信息录入。系统主要功能模块如下:1) 通讯管理;2) 轧辊拆卸数据管理;3) 轧辊装配数据管理;4)轧辊镀铬管理;5)轧辊磨削数据管理;6)磨削数据校正;7)使用数据收集与管理;8)使用数据校正;9)轴承座数据管理;10)班组生产报表;11)月辊耗报表;12)加强作业信息同步。

图 1磨辊车间数据管理系统功能示意
2.2 硬件设计
针对系统新功能实现需求,磨辊车间数据管理系统增设一台数据库服务器,用于后台数据库服务端程序的运行;增设2台移动终端设备,开发APP便于装配区实现移动远程信息传输;操作平台数据管理系统客户端安装在原有的操作室客户机上。以上设备利用以太网通信接入磨辊车间二级网络,硬件网络如图2所示。
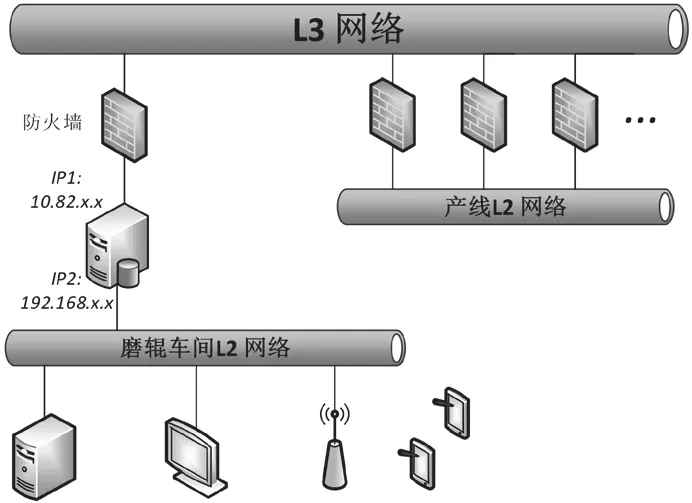
图 2磨辊车间数据管理系统硬件设计网络图
2.3 软件设计
磨辊车间数据管理系统软件设计主要涉及数据库设计与客户端人机交互界面设计。
2.3.1 数据库设计
数据库设计是磨辊车间数据管理系统功能设计的主体,数据库中的不同表格分别支撑系统的各个功能模块。轧辊磨削数据表是磨辊间生产必备的重要数据表,记录各辊加工历史。设计见表1,表中数据主要来源于磨床设备,包含轧辊号、轧辊产线、磨削开始时间、磨削结束时间、辊径、轧辊类型、粗糙度、硬度、辊形、锥度、裂纹、配对辊号等。

表 1轧辊磨削数据表设计
轧辊使用数据表是轧辊全流程数据管理的重要一环,该系统通过融入厂二、三级计算机网络系统架构,实现磨辊间与各条产线二级系统交互轧辊数据,如表2所示,表格数据主要来源于产线的二级系统,包括轧辊号、轧辊产线、轧辊类型、机架号、上线时间、下线时间、轧制公里数、轧制吨数、换辊原因等。

表 2轧辊使用数据表设计
2.3.2 客户端界面设计
客户端界面根据工种划分为磨床组、装配组和技术组3个界面。磨床组包含多个页面可以查看下线辊的下线时间,设置轧辊静置时间,修正磨削数据,标记是否送出镀铬等。装配组包含多个页面用于显示快速拆对、拆座、配对、装座,自动形成轧辊运行记录表。技术组包含多个页面用于核对下线辊数据是否正常,是否与辊卡一致,修改默认设置等。
界面设置功能用于个人密码修改,查看值班表,技术员可以根据需要添加员工名单。公告栏界面用于展示重要公告,系统60 min内无人操作,会自动退出跳到公告栏。
3 系统应用
本文通过2个主要功能界面,详细介绍系统功能应用。
3.1 磨床组界面
磨床组主要有下线静置时间管理、磨削数据管理、镀铬辊管理3个操作界面。图3展示了磨削数据管理界面,界面表格区主要按时间倒序显示4台磨床的磨削记录,操作人员可以通过右侧下拉框按生产班组或生产日期查询生产记录。单击每条记录可以在上方查看该轧辊的更多属性信息,双击每条记录会弹出窗口显示该轧辊历史磨削记录。点击右上角的智能检查按钮,会检查磨削量是否超限,辊号是否错误,轧辊属性值是否同步等。
3.2 装配组界面
装配组界面主要是装配操作界面和轧辊运行记录台账展示界面。如图4所示,界面中间显示区可以显示不同功能表格:轧辊号分类统计表,可以点击各列筛选相应类型轧辊;轧辊信息表,包含必要的轧辊装配相关属性信息;轧辊配对表,显示轧辊是否配对及配对信息;轴承与轴承座信息区,展示装配明细。界面右侧自上而下分别是辊号模糊查询区、配对选辊区、轧辊配对安装区。配对按钮会对即将配对轧辊进行辊径、类型等参数检查,然后弹窗提示,装座下拉框会根据轧辊类型智能筛选缩小范围。轧辊拆卸区有智能一键拆对拆座,方便操作。备辊区功能是为轧辊送往产线做最后的检查。
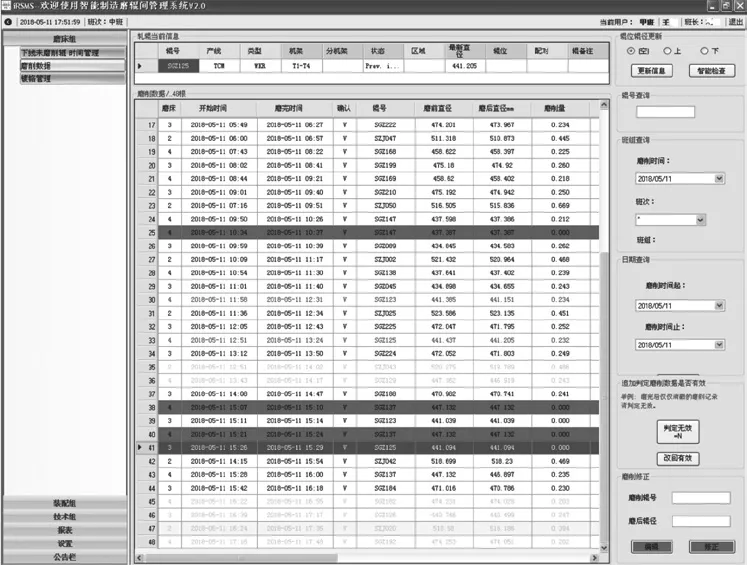
图 3 磨床组磨削数据管理界面

图 4 装配组装配操作界面
4 结论
磨辊间管理系统开发完成后,2018年6月开始在河钢唐钢高强汽车板有限公司全面上线运行,实现了各条产线与磨辊间系统之间轧辊磨削与使用数据的良好互动,加快了生产节奏;该系统通过轧辊全流程数据跟踪管理,指导轧辊磨削加工,有效提高了加工质量,延长了轧辊寿命,减少了生产成本。此外系统设计了更符合操作人员习惯的友好画面,自上线后得到磨辊车间操作人员的认可,大大节省了操作时间,提高了工作效率和产量。
