高强度汽车用钢弯曲回弹研究
2017-10-24王有禄吴青松
王有禄 吴青松
(1.武汉钢铁有限公司 营销中心 湖北 武汉:430080;2.武钢研究院 湖北 武汉:430080)
高强度汽车用钢弯曲回弹研究
王有禄1吴青松2
(1.武汉钢铁有限公司 营销中心 湖北 武汉:430080;2.武钢研究院 湖北 武汉:430080)
回弹是高强度板料成型过程中不可避免的现象,会直接影响到冲压零件尺寸精度。通过与某汽车厂开展零件精度控制技术合作,通过试样厚度、屈服强度、抗拉强度、试样方向以及压边力等因素对高强钢板回弹进行分析,研究发现:回弹值随板料厚度的增加而减小。此外,较大的压边力以及选择屈服强度较小的材料均可减小回弹值。
高强钢;汽车用钢;回弹量;回弹;分析
回弹是冲压成形中不可避免的一种物理现象。板料在冲压成形时发生的变形由弹性变形和塑性变形两部分组成,外力卸载后,塑性变形区的材料保存残余变形使零件成形,而弹性变形区材料以及塑性变形区材料的弹性变形部分将发生弹性恢复,使冲压件形状、尺寸发生与加载时变形方向相反的变化,这种现象称为回弹。
回弹是汽车覆盖件冲压成形中存在的一种主要质量缺陷,是冲压模具制造和工艺参数确定时非常棘手的问题。回弹可发生在任一种冲压成形过程中,如弯曲、拉深、翻边、胀形、扩口和缩口等。由于冲压件的最终形状取决于成形后的回弹量,故回弹现象的存在对零件的形状、尺寸精度有着重要影响,也给焊装等后续工序顺利进行带来困难,影响整车装配效率。随着汽车工业的发展,为了减轻质量、节约能源、提高安全性,大量使用高强度金属薄板,对薄板壳类零件成形精度的要求越来越高,回弹问题成为了关注的热点。本文通过不同条件下的回弹半径测算分析,找到了影响回弹的主要因素,为汽车厂选材用材、冲压工艺的优化提供了相应依据。
1 试验材料及方法
1.1 试验材料
为分析不同条件下对回弹的影响,准备了不同强度级别及厚度的材料,见表1。
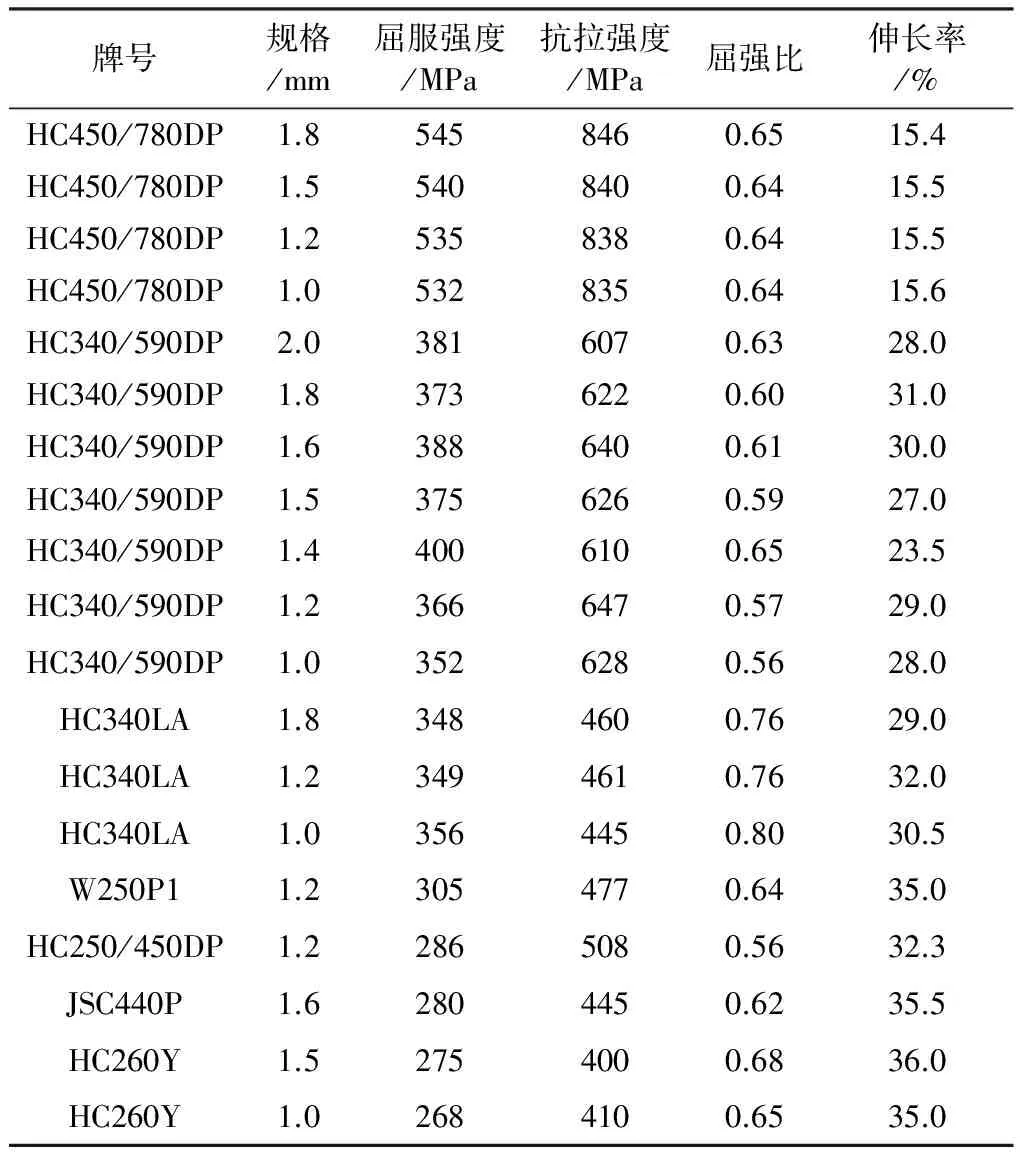
表1 试验材料
1.2 试验设备及方法
试验中用到的回弹试验机见图1,按照GB/T 22565拉弯回弹试验方法进行回弹试验。冲头直径r为200mm,试验速度40mm/s,冲压行程77mm。试验之后,将拉弯回弹的试样形状测绘在图纸上,然后扫描图纸,将扫描的图片导入CAD软件中,测出回弹后试样的弯曲半径r′,由此即可计算回弹量η=(r′-r)/r′。
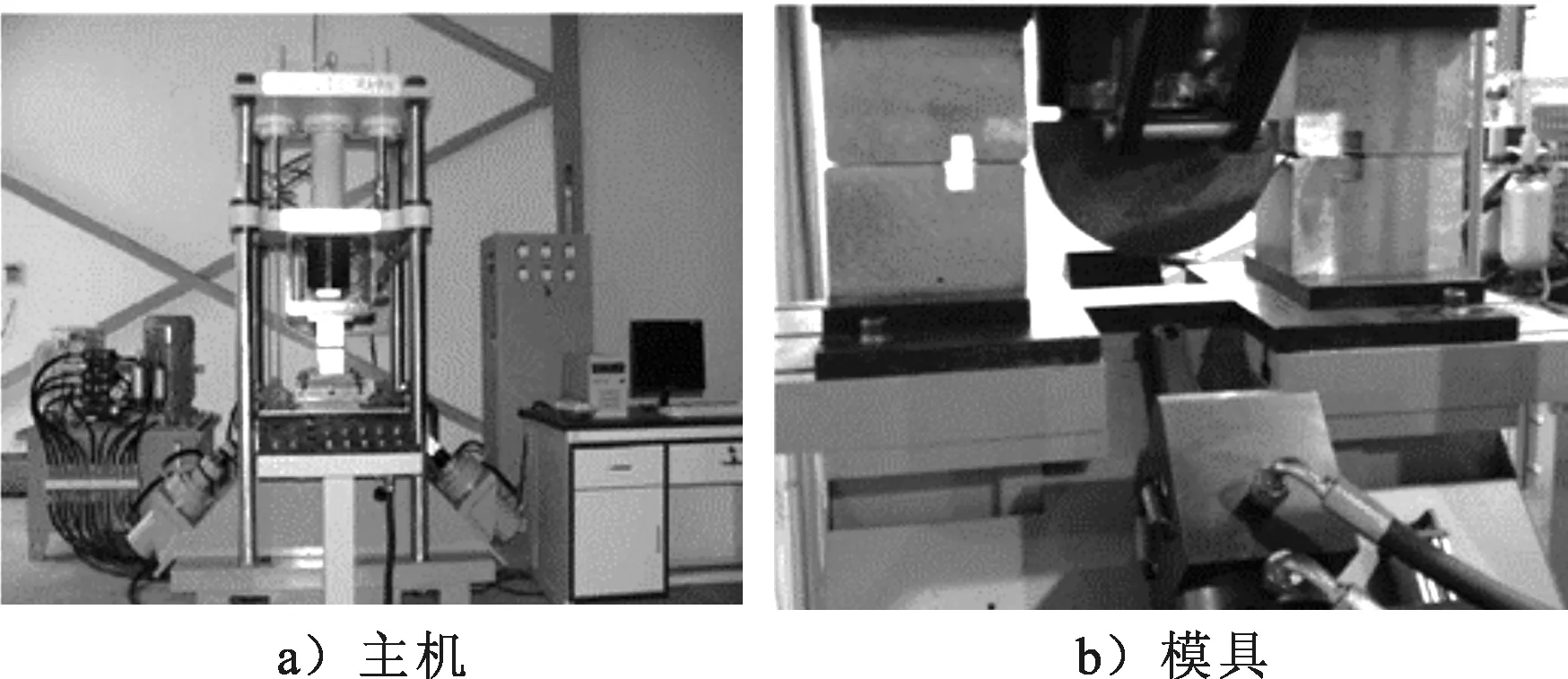
图1 回弹试验机
2 试验结果及分析
回弹试验之后试样见图2,回弹的试样形状测绘在图纸上见图3。根据测试结果可知,试样厚度、屈服强度、抗拉强度、试样方向以及压边力等对结果具有一定的影响。

图2 回弹之后试样
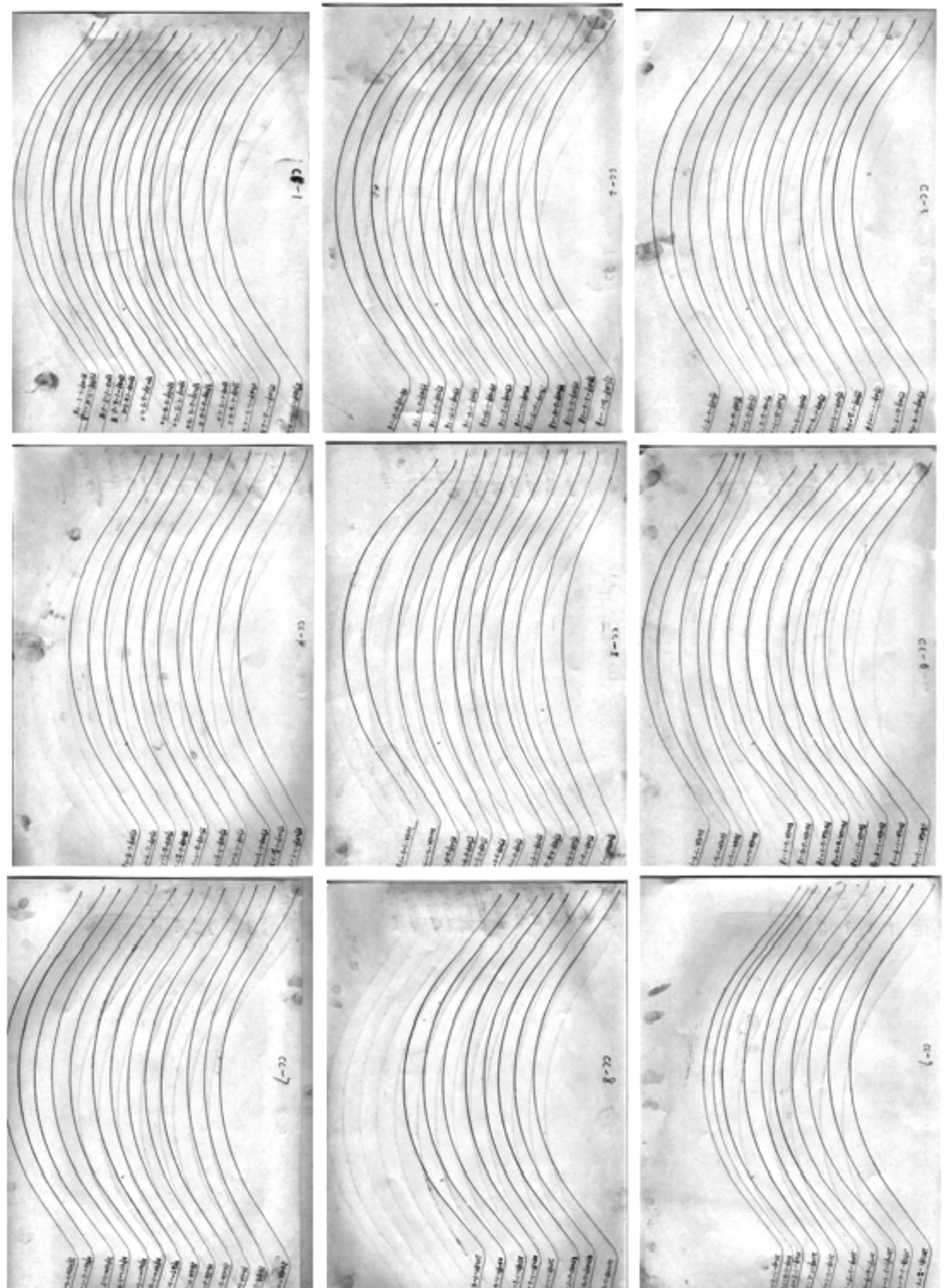
图3 弯曲试样形状测绘
2.1 厚度对回弹的影响
图4和图5为厚度影响回弹量的曲线,随着试样厚度的增加,回弹量逐渐减少,也即说明试样越薄,冲压回弹将会加大。
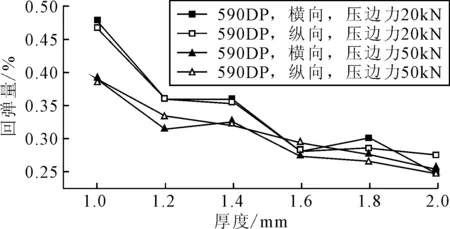
图4 厚度对回弹量的影响(HC340/590DP)
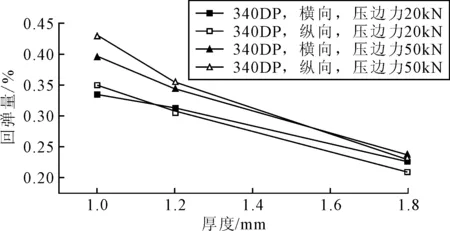
图5 厚度对回弹量的影响(HC340LA)
2.2 强度对回弹量的影响
作回弹量与屈服强度、抗拉强度、屈强比的关系图,见图6、图7和图8。从图中可知随着屈服强度和抗拉强度的增加,试样的回弹量增加,说明材料的强度增加,回弹量会增加,但哪一个性能指标是决定材料回弹量的关键因素。进一步分析屈强比与回弹量的关系,见图7,回弹量与屈强比的关系并不是成正比关系,随屈强比的变化,回弹量在一定值上上下波动。综上所述,抗拉强度是决定材料回弹的关键因素。
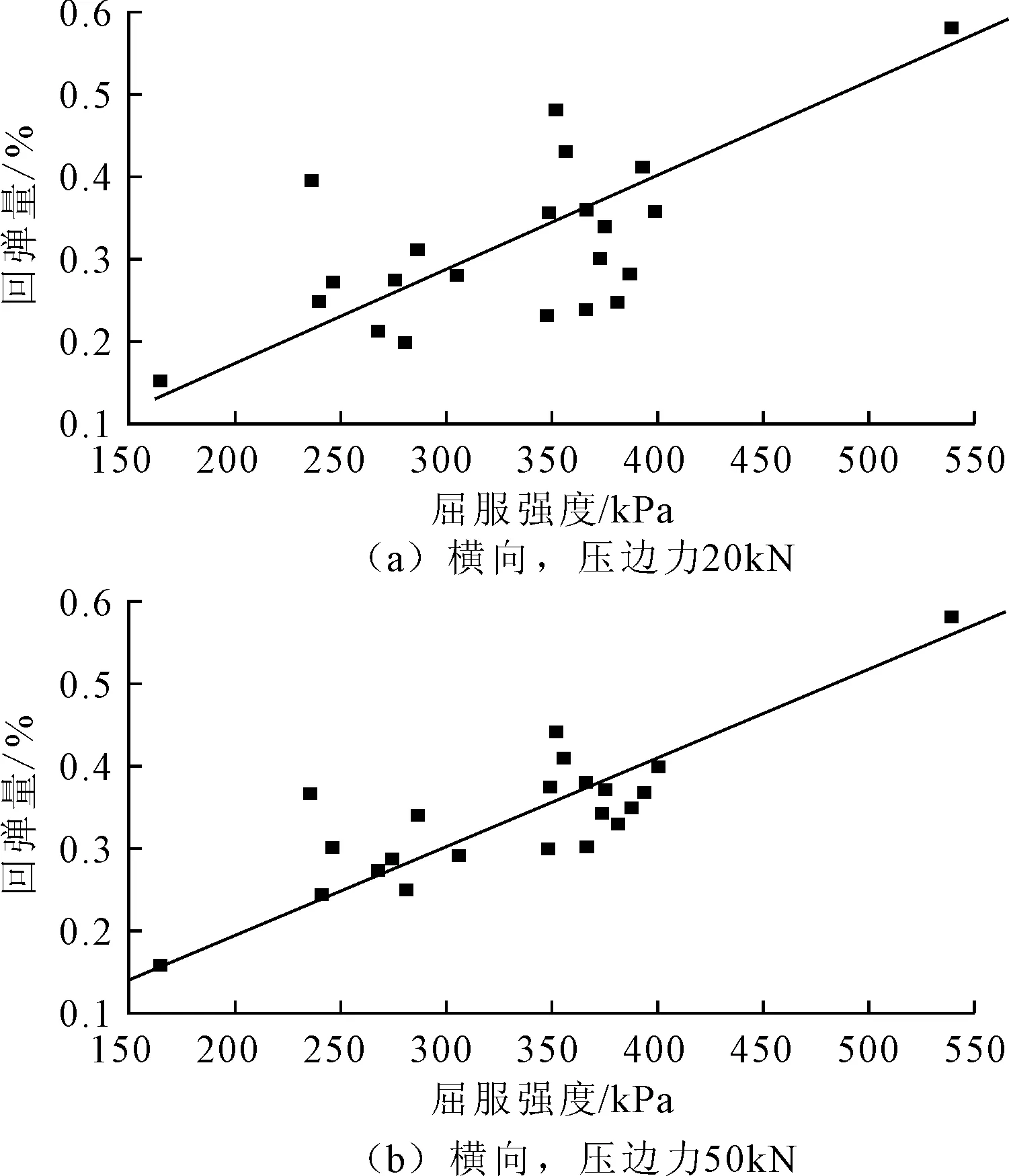
图6 屈服强度对回弹量的影响
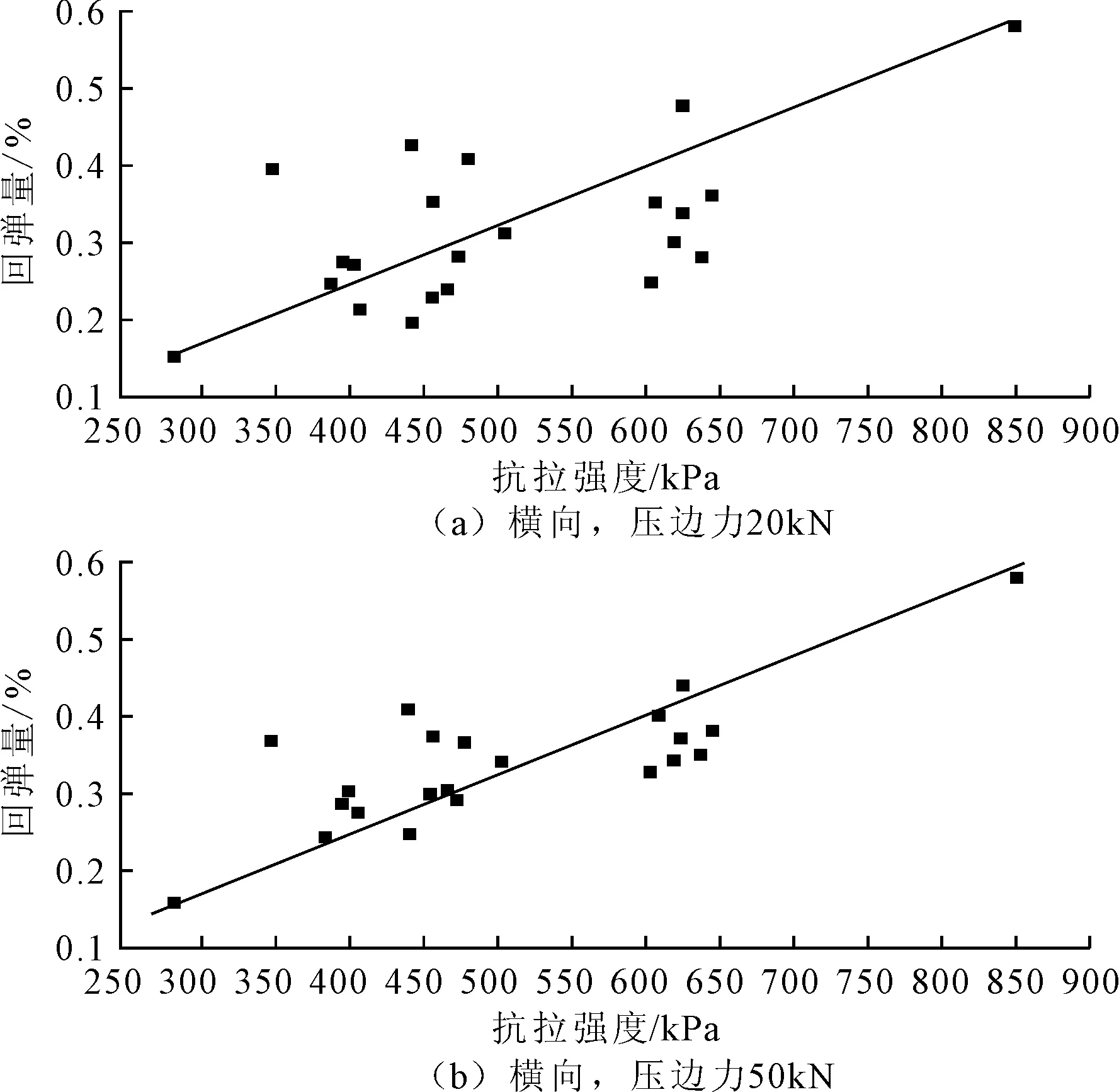
图7 抗拉强度对回弹量的影响
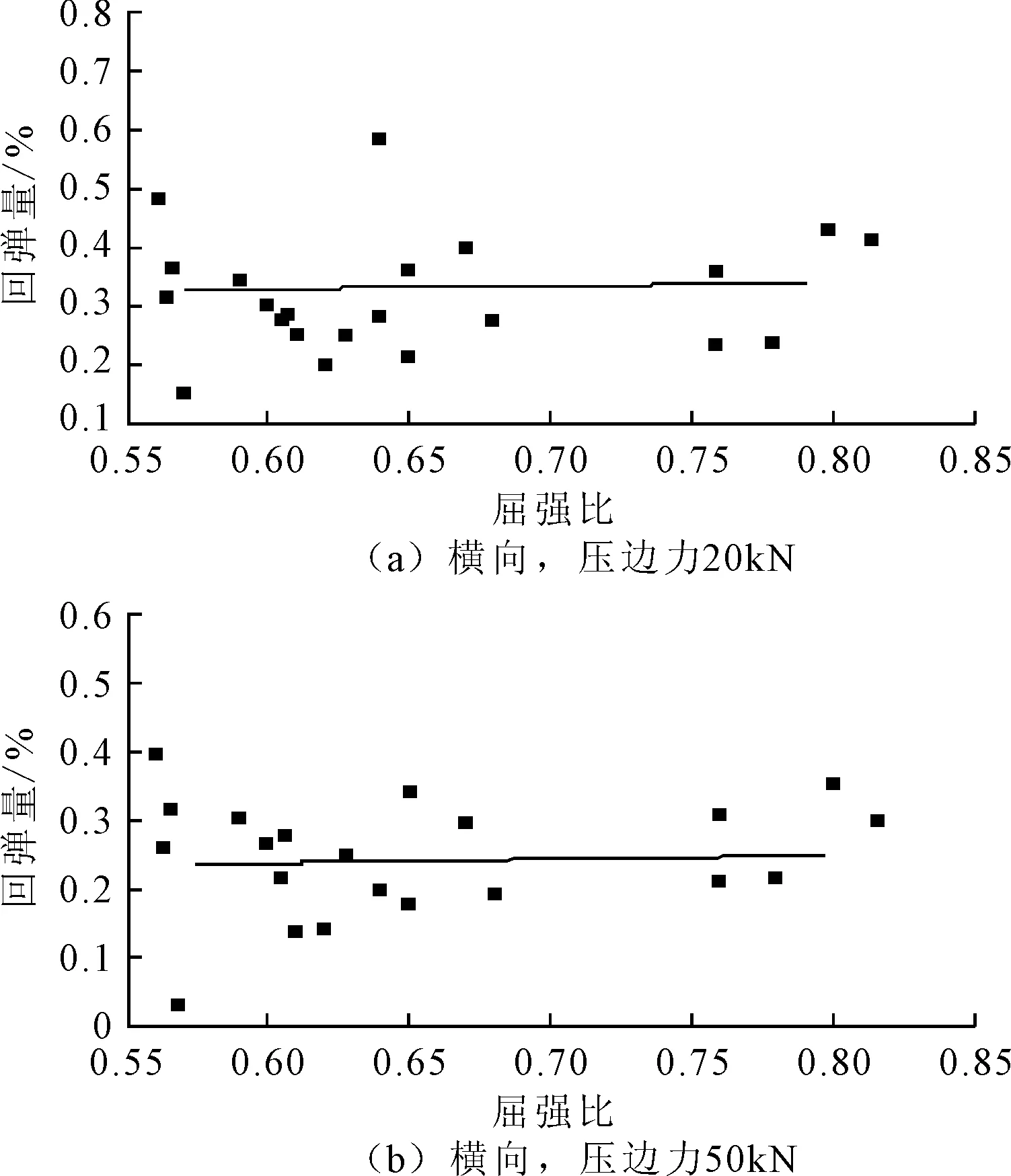
图8 屈强比对回弹量的影响
2.3 压边力影响因素
从试验结果中选取部分数据,作回弹量与压边力的关系图,见图9。压边力由20kN逐步增加至50kN,材料的回弹量减少,实际冲压工艺中可以应用此规律。
2.4 轧制方向影响因素
分析试验数据还可知,试样的轧制方向对回弹也具有一定的影响,见图10,整体趋势是纵向试样回弹量要比横向试样回弹量稍大,但试样轧制方向并不是影响回弹的重要因素。
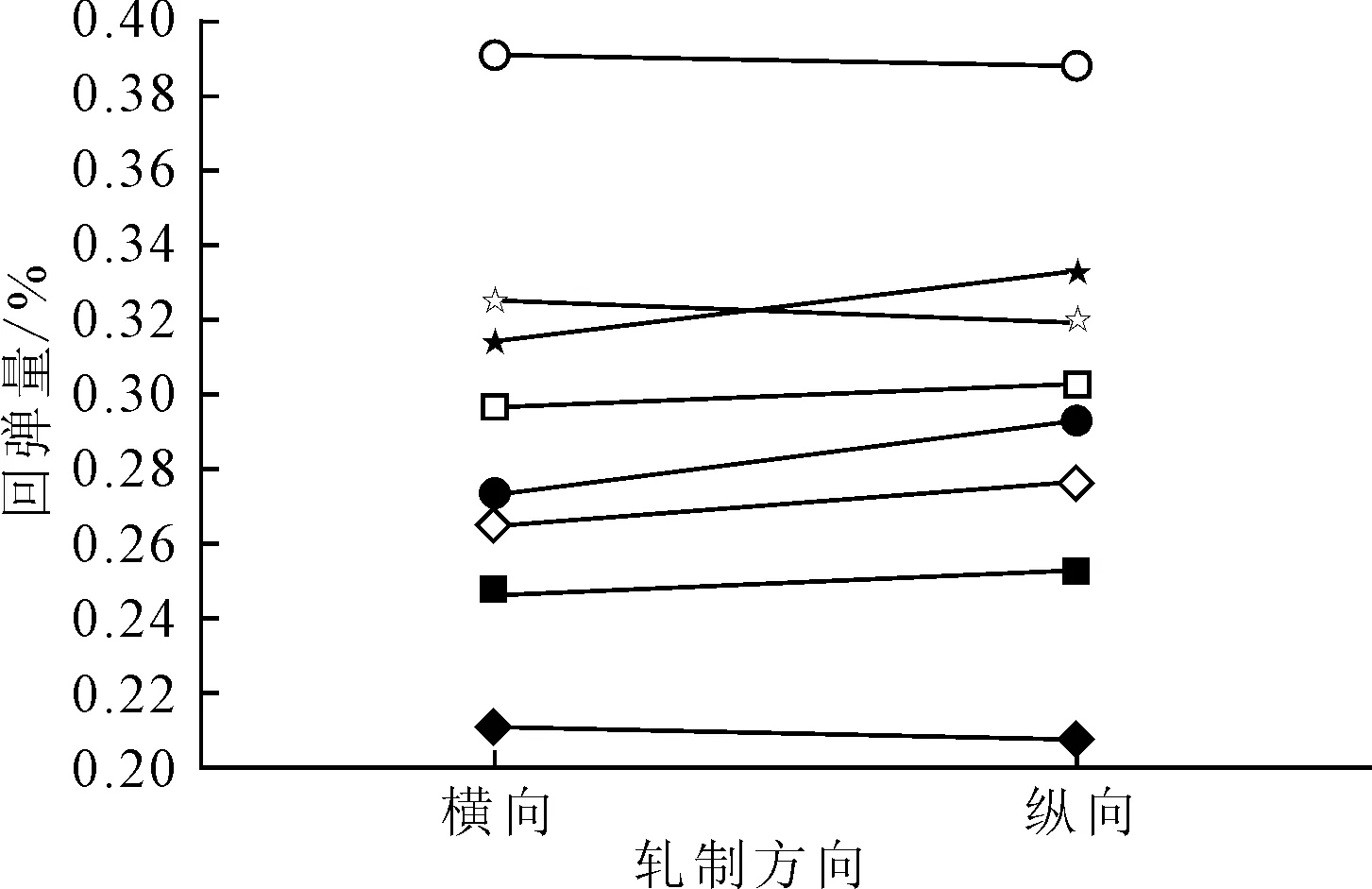
图10 轧制方向对回弹量的影响
3 结论
本文通过对不同厚度、压边力、强度、轧制方向分析,得出以下主要结论:
(1)一定条件下,较小压边力,回弹随板料厚度的增加而减小,而在较大压边力下则会先增大、后减小,且随着压边力的增加回弹显著减小;
(2)材料性能对拉弯回弹具有决定性的影响,且随着材料抗拉强度的增加回弹变大。
(3)试样轧制方向并不是影响回弹的重要因素。
回弹实质上是一个弹性卸载过程,由于弯曲件形状的复杂性,可能伴有局部加载过程,零件的最后回弹形状是其整个成形过程的累积效应,而板料成形过程与模具几何形状、材料特性、摩擦接触等众多因素密切相关,所以板料成形回弹问题是非常复杂的。因此,对影响回弹的因素进行系统的研究,准确预测回弹量,并在模具的设计过程中对回弹进行补偿,对提高冲压件的产品质量及生产效率具有重要意义。
[1] 温彤,等.DP800高强度板冲压回弹的影响因素及其控制[J].金属铸锻焊技术,2011,40(21):70-73.
[2] 焦明华,于军涛,解挺,等.板材冲压成形回弹模拟的评述[J].锻压技术,2007,32(6):1-6.
[3] 聂昕.板料冲压成形的回弹研究及其在工程上的应用[D].长沙:湖南大学,2004.
[4] CHAN W M,CHEW H I.Finite element analysis of spring-back of V-bending sheet metal forming processes[J].Journal Of Materials Processing Technology,2004,(148):15-24.
[5] S.Morimoto,Y.Takeda,and T.Hirasa.current Phase control methods for permanent magnet synchronous motors[J].IEEE Transactions on Power Electron,1990,5(2):133-139.
[6] 吴义江,赵耀.高强度钢厚板冷弯成型及回弹分析[J].中国造船,2014,4(211):1-2.
ResearchonBendingSpringbackofHighStrengthAutomobileSteel
Wang Youlu1Wu Qingsong2
(1.Marketing Center of WISCO, Wuhan 430080, Hubei; 2.Research and Development Center of WISCO, Wuhan 430080, Hubei)
Springback is unavoidable in the modeling process of high strength plate which affects size precision of stamping parts. The researchers of this paper cooperate with an automobile plant to work on the parts precision control. Through analysis of factors of thickness of samples, yield strength , tensile strength , direction sampling and blank holder force, it is found that springback value decreases as thickness of plate increases. Springback value also decreases along with larger blank holder force and weaker yield strength.
high strength steel; springback; analysis
TG142.1+5
A
1671-3524(2017)02-0013-04
(责任编辑:李文英)
2016-11-14
2017-05-01
王有禄(1984~),男,工程师.E-mail:wang.youlu@163.com
