数据驱动的制造系统快速建模技术
2014-03-11陈华伟刘国平涂海宁王爱民宁汝新
陈华伟,刘国平,涂海宁,王爱民,宁汝新
(1.南昌大学机电工程学院,江西南昌 330031;2.北京理工大学机械与车辆工程学院,北京100081)
模型“是关于物理现象的、依据特定建模目标的概念化表示,并且存在一个相应的推理机制,能够由此推导出关于该客观对象的新信息”[1]。建模是进行仿真实验的前提和基础,是仿真项目实施中最为复杂的阶段之一,约占据仿真项目周期的45%[2]。因此,缩短建模时间、减小建模复杂度对实现快速仿真分析、提高制造系统的快速响应具有重要意义。
但目前建模与仿真(M&S)主要还是采用“以人为主,机器为辅”的手段,大量繁重、琐碎的工作需要专业人员完成,而没有充分发挥计算机强大的数据处理能力。采用数据驱动的方式对制造系统进行建模不仅能够提高建模速度,而且也有助于确立仿真系统在集成制造系统中的定位。
数据驱动建模(data-driven modeling,DDM)在工业过程监控、信息融合、网络化制造、数据挖掘等领域应用广泛[3-6]。在制造系统建模与仿真方面,它主要用于生产系统或集成系统的模型自动生成和自动运行。国内在该方面的研究侧重于理论[7-8],有为数不多的实验性项目应用[9-10]支撑。国外在该方面已有系统级的应用,如文献[11]介绍了基于仿真的优化调度环境的开发过程及系统结构,通过生产数据库的集成接口自动生成仿真模型。APPA等使用TestSim/X仿真引擎开发了包括车间接口、生产数据库、工程数据库和调度引擎的集成应用系统,仿真模型根据工厂和车间的近实时数据按一定频率动态生成,调度工作可以完全自动运行[12-13]。此类数据驱动系统主要在加工或装配生产线上应用,其主要功能体现于物流环节[14-17]。总体上,这些模型针对具体系统或项目而开发,具有示范性,但是缺乏通用性。在DDM模型开发中,应将模型构件进行标准化封装,用户模型则按照模块化组装的形式在外界数据的驱动下自动生成。可见,在仿真应用日益广泛、仿真与其他系统结合日益紧密的背景下,面向应用的数据驱动建模技术有待深入研究。
1 制造系统建模分析
建模与仿真(M&S)技术可以对制造系统进行模拟规划和验证,如系统布局、物流规划、生产调度等。随着制造系统信息化应用的推进,建模与仿真呈现出新的特点。
1)研究对象众多。制造系统是一个集成系统,针对不同分支系统,M&S的研究目的、控制规则、仿真流程等均不尽相同。尤其是在一些实施大型现代化生产管理的制造系统中,仿真系统需要同时与多个子系统集成运行。
这种情况下,很多决策者并没有真正认识到仿真系统在制造系统中的重要性,而是抱着“试一试”的心态去实施仿真项目,仿真没有起到其应有的作用。
2)数据类型多,数据量大,需实时更新。制造系统是一个复杂的离散事件系统,受管理决策、市场需求、资源瓶颈等随机因素的影响较大,产生的数据具有一定的不确定性。同时,不同分支系统具有不同的数据结构,数据类型相差较大,数据量随系统规模呈几何级数增长;还有些系统对数据的阶段性、实时性要求较高。
现有研究大多面向特定项目,数据和模型捆绑,事先没有考虑系统通用特性,对某一应用的仿真难以顺利推广至其他应用。
因而,现阶段下,面向制造系统的建模与仿真技术需要满足以下新的要求。
1)从全局的角度实现仿真与制造系统的应用集成。为此,有必要建立面向仿真的统一数据库,实现单一数据源管理。并根据不同子系统的特点及实施要求,明确仿真系统在不同应用中的定位(事前模拟评估、事中验证与优化、事后优化与展示),梳理数据流。
2)参数化、模块化、柔性建模。这是实现自动建模、快速建模的前提条件。
3)数据驱动建模。对数据实时动态性要求较高的系统,数据驱动建模已成基本要求。
本文将以布局规划、运行控制等应用作为本文的主要研究对象,对数据驱动的建模与仿真技术在制造系统中的应用展开研究。
2 数据驱动的制造系统建模
2.1 统一数据模型与数据驱动机制
制造系统仿真过程包括仿真模型构建、仿真运行、仿真优化和仿真评估(见图1),不同阶段需要或产生不同的仿真数据,可分为以下5类:1)生产数据,包括创建仿真模型的数据,如规划布局方案、系统资源信息和调度方案等;支持仿真运行的数据,如生产任务、工艺信息等;2)实验数据,即设计实验策略的数据,包括仿真开始时间、仿真结束时间、预热时间和仿真次数等,实验数据随着仿真分析对象的变化而变化,需要结合系统的性能指标人机交互设定;3)规则库(控制参数),支持仿真决策的规则,包括任务优先级规则、批量划分规则、调度规则、路径选择规则、工件选择运输设备规则和运输设备选择工件规则等;4)统计数据,包括仿真过程中的实时统计信息,如某时刻设备利用率,缓冲区工件数量等,以及最终统计信息,如平均流通时间,平均延迟时间等,是实现控制参数和重构、布局方案优选的依据;5)公共数据,容纳外部子系统提供的信息,如来自CAPP的工艺数据,来自ERP的生产任务,来自CAFD的布局方案,来自MES的生产调度信息等。
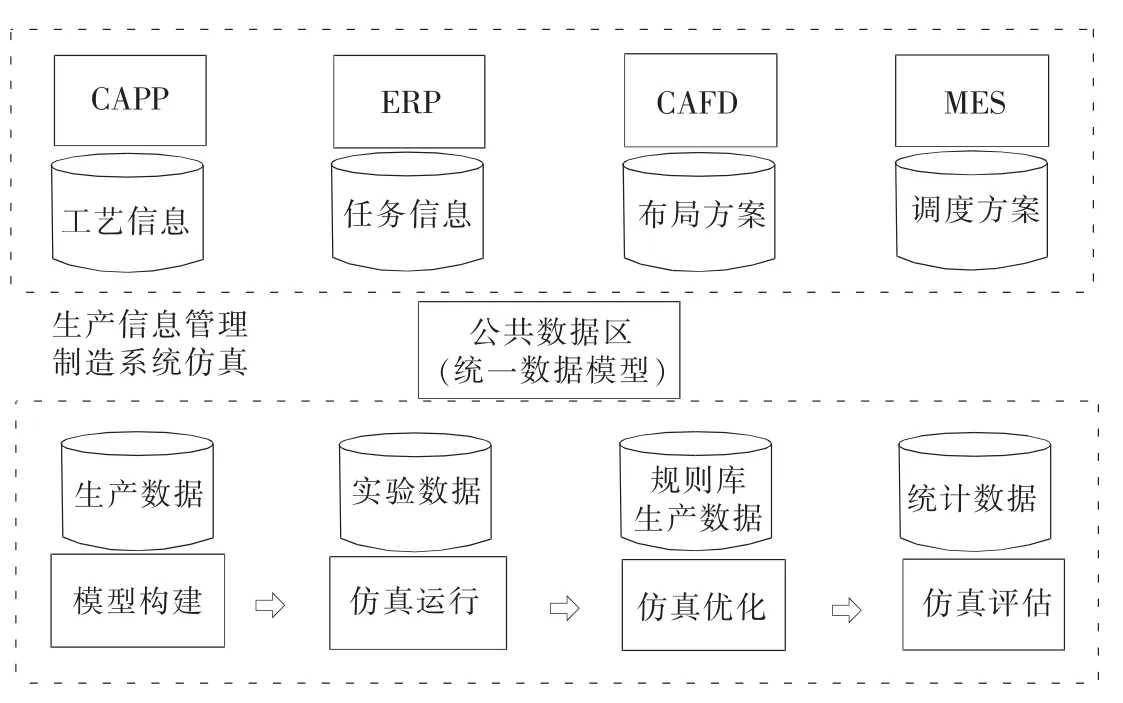
图1 面向M&S的制造系统统一数据模型Fig.1 Uniform M&S model of manufacturing system
仿真模型中的生产数据库是公共数据区的一个映射区域,按照特定的数据结构存储与生产相关的数据,由仿真模型中的模型构建模块从公共数据区自动加载。通过这种方式不但能够保证数据的及时更新,而且仿真模型可以对数据映射区域的数据进行修改,不会影响到公共数据区。仿真过程中产生的统计数据传给仿真评估模块,并存储在仿真数据库中,仿真结束后由仿真评估模块对统计数据加以整理、分析并转化成图形或图表,最终将这些离散数据转化成对各分系统有用的决策信息,然后反馈到公共数据区中,供其他系统决策参考。可见,统一数据模型是数据驱动建模实现的基础,而公共数据则是数据驱动建模关注的核心。
公共数据区相对仿真系统与外部系统而存在,它为仿真系统提供数据或者接收来自于仿真系统的数据,外部系统的数据均可看成是仿真系统的数据输入或基础数据。为承载统一建模的任务,公共数据区必须具备通用的数据模型结构。图2为公共数据区的IDEF1X数据模型结构,其中主要有车间、单元、运输设备和加工设备等物理实体对象及其对应的控制器、控制规则等逻辑控制对象,各对象与CAPP,ERP,CAFD,MES等子系统的交互数据在图中也有标示[18]。
面向CAPP,ERP,CAFD,MES等外部系统,数据驱动机制在仿真系统内实现,其功能主要由控制器和控制规则等逻辑对象承担。每种控制器都有明确的控制功能范围,并以控制规则为决策核心,通过与各种实体对象之间的交互实现其控制活动。车间控制器接收ERP系统的生产任务信息和CAPP系统的工艺路线信息,应用任务释放顺序规则、任务投产批量划分规则,确定任务的投产顺序、为每个任务划分批次,并根据同其关联的信息确定每种工件所属的制造单元;单元控制器接收MES系统的生产调度方案,应用调度规则和路径规则,确定每台设备前工件的加工顺序,并根据路径规则选择工件下一道工序所需的加工设备;加工设备控制器接收CAFD系统的布局规划方案,调用工件选择加工设备规则和加工设备选择工件规则,控制机床的加工活动,收集机床及工件的实时状态信息;运输设备控制器接收CAFD系统的布局规划方案,调用工件选择运输设备规则和运输设备选择工件规则,控制AGV的运输动作,监控AGV及工件的实时状态。
2.2 模块化的仿真控制模型
数据模型只说明了系统底层二维参数关系,数据在仿真系统中的流动还需要由仿真模型中的控制策略所确定。数据驱动的模型控制目标就是使得不同类型、不同规模的数据都可在同一模型中运行,通过简单地修改控制参数就可以达到改变系统控制逻辑的目的。为此,必须采用数据和控制分离的模块化建模方法。
企业生产任务是逐级分解下发至生产部门的,从模块化思想出发,按照生产部门层级关系,可以采用层次化建模方法将制造系统复杂的管理和控制过程分解为不同的模型层次结构[19]。车间是制造系统的基本生产单元,建立车间层次化控制模型有利于扩展至制造系统的更高层次(工厂)。本文建立了如图3所示的车间(SM)、单元(CM)、加工设备(EM)的3层递阶控制结构。
主层次对象按层次有SM,CM,EM等3层,上层对象可以包容下层对象;设备层中运输设备(AGV)和加工设备(MACH)是最底层的物理实体对象,建模中加以功能封装;上述对象均可包容缓冲区(BUFFER),任务切换、层次关联等关键控制均在BUFFER中实现(见表1)。
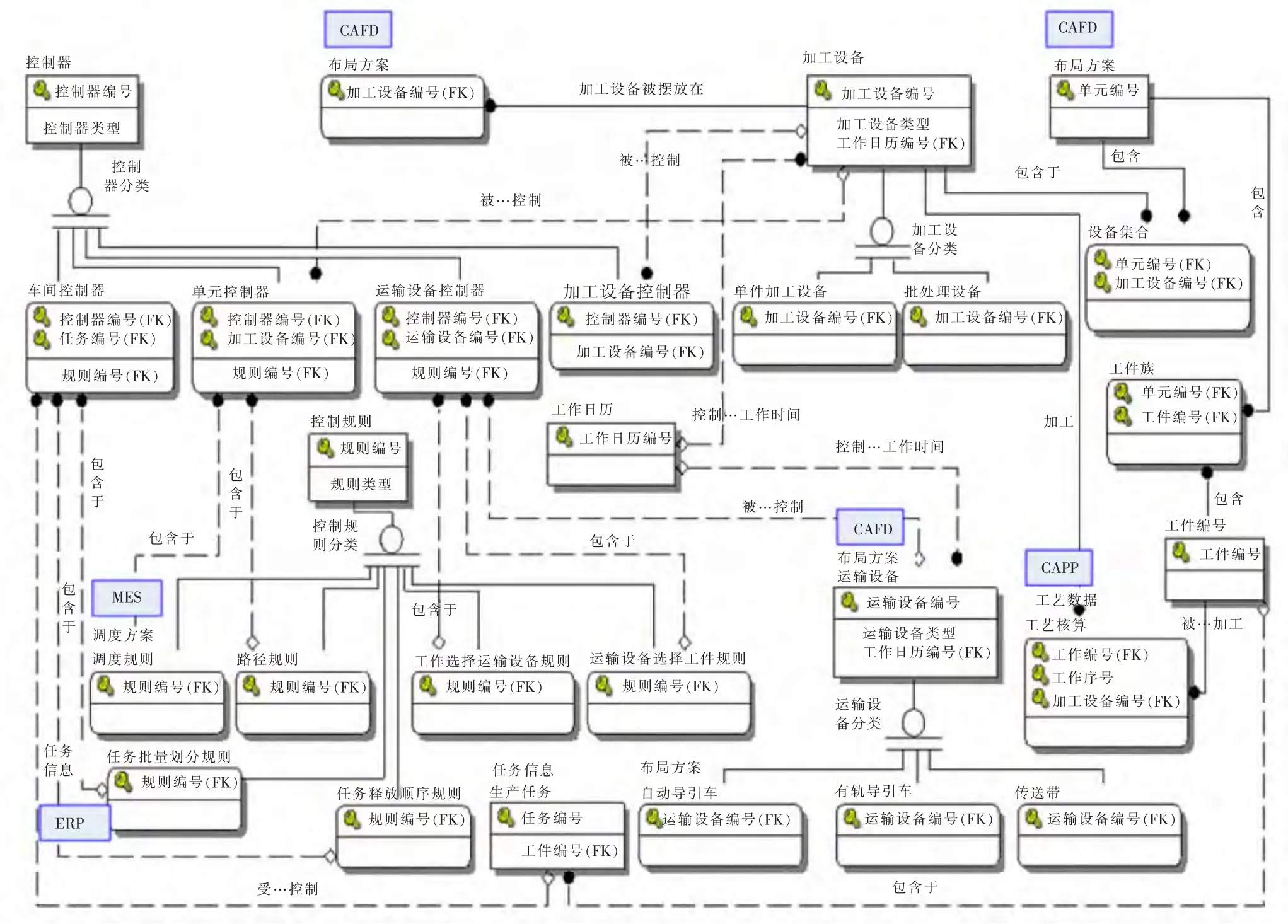
图2 数据模型结构图Fig.2 Data model structure
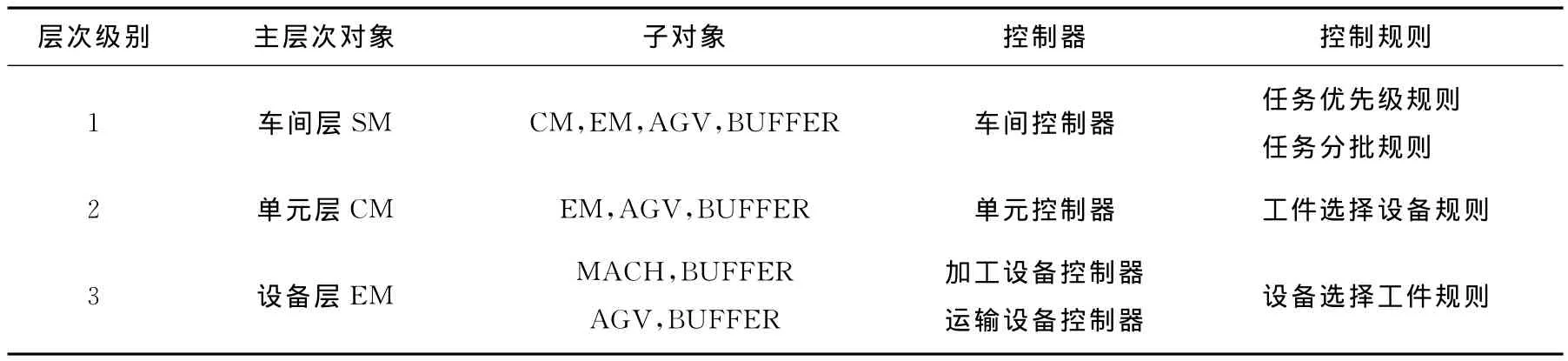
表1 层次对象关系列表Tab.1 List of hierarchy objects
车间由制造单元组成,单元的数量和组织形式来源于布局方案。车间控制器(见图4)的主要功能是获取ERP系统的生产任务信息,确定任务释放优先级和加工批量,并根据生产任务初始化生产对象,并将生产对象的控制权转交给单元层。该过程中任务下发时间、生产对象初始化状态等信息由数据采集器负责收集。
车间控制器下发的生产任务转交至单元层后,再由单元控制器(见图5)通过预定规则确定工件加工/运输优先级和工件的加工/运输路径,将工件释放到具体的设备上,工序加工/运输完成后,单元控制器又根据路径规则为工件选择下一加工/运输设备,并根据调度规则为设备选择下一个工件。数据采集器实时收集工件加工状态、设备状态,并反馈至单元控制器。
加工设备是生产系统运行的基本要素,因而是建模的底层对象,在建模过程中封装为EM实体对象。加工设备控制器(见图6)的功能就是工件加工,它由工件等待、加工准备(工件装夹、设备调整)、加工、工件卸载等一系列动作组成。该过程需采集的信息有工件的等待时间和加工时间、输入和输出缓冲区队长、设备状态等。
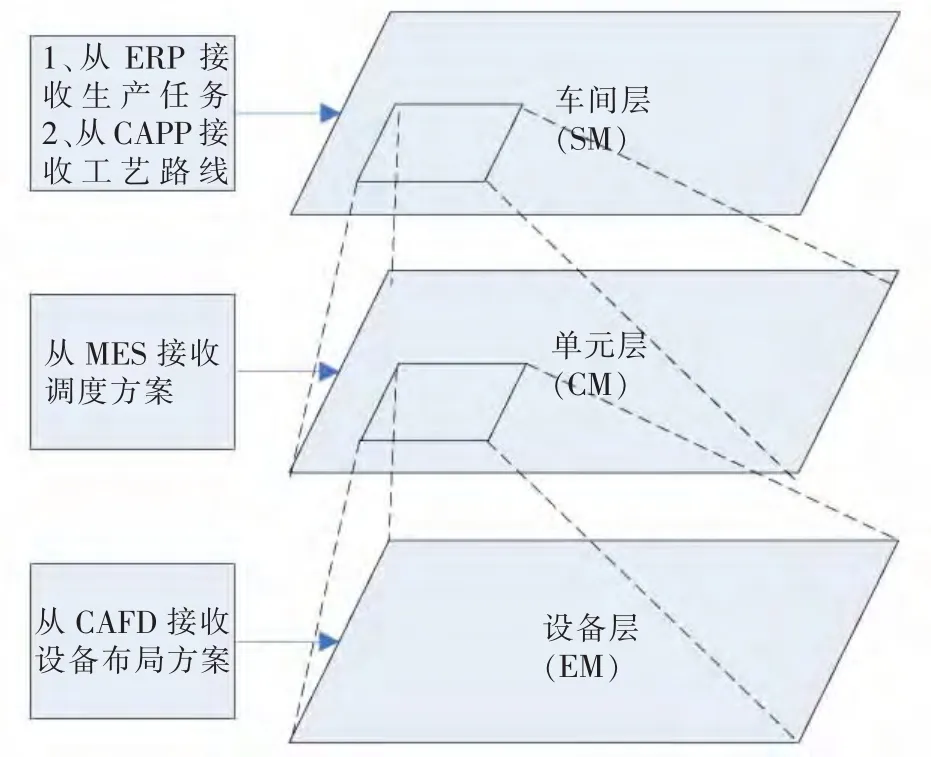
图3 车间层次化模型Fig.3 Hierarchy model for workshop
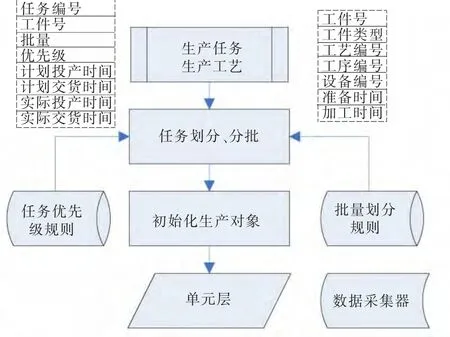
图4 车间控制器Fig.4 Workshop controller
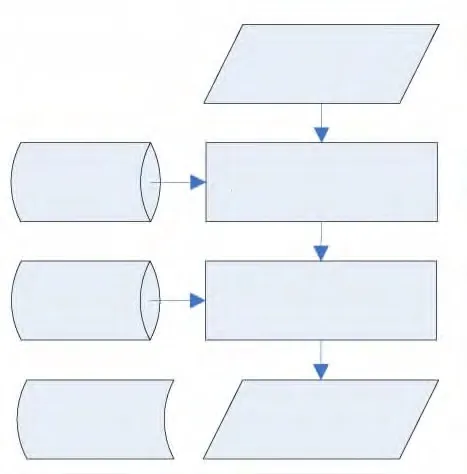
图5 单元控制器Fig.5 Cell controller
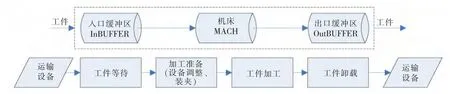
图6 加工设备控制器Fig.6 Machine controller
在车间和单元内均有运输设备负责搬运工件,是主要的物流设备。在层次化结构中,工件物流动作主要有:向上层上传、向下层卸载、同层转运(AGV网络)。运输设备控制器(见图7)的控制过程是来源层出口缓冲区中的工件按AGV选择规则进入AGV入口缓冲区等待运输;运输设备在运输规则的控制下选择工件进行运输;释放工件至目标缓冲区。

图7 运输设备控制器Fig.7 Transportation vehicle controller
上述控制器的核心逻辑以控制代码形式存放于各控制节点,所有过程数据的收集、整理、统计工作统一在数据采集器中完成。同时,在建立仿真模型时,将控制器的主要控制要素以参数形式呈现,便于在仿真过程中手工或自动调整。
2.3 数据驱动的自动模型生成
从统一数据模型中的公共数据出发,组合层次化模型的控制模块、控制规则,很容易建立数据驱动的自动模型(见图8)。
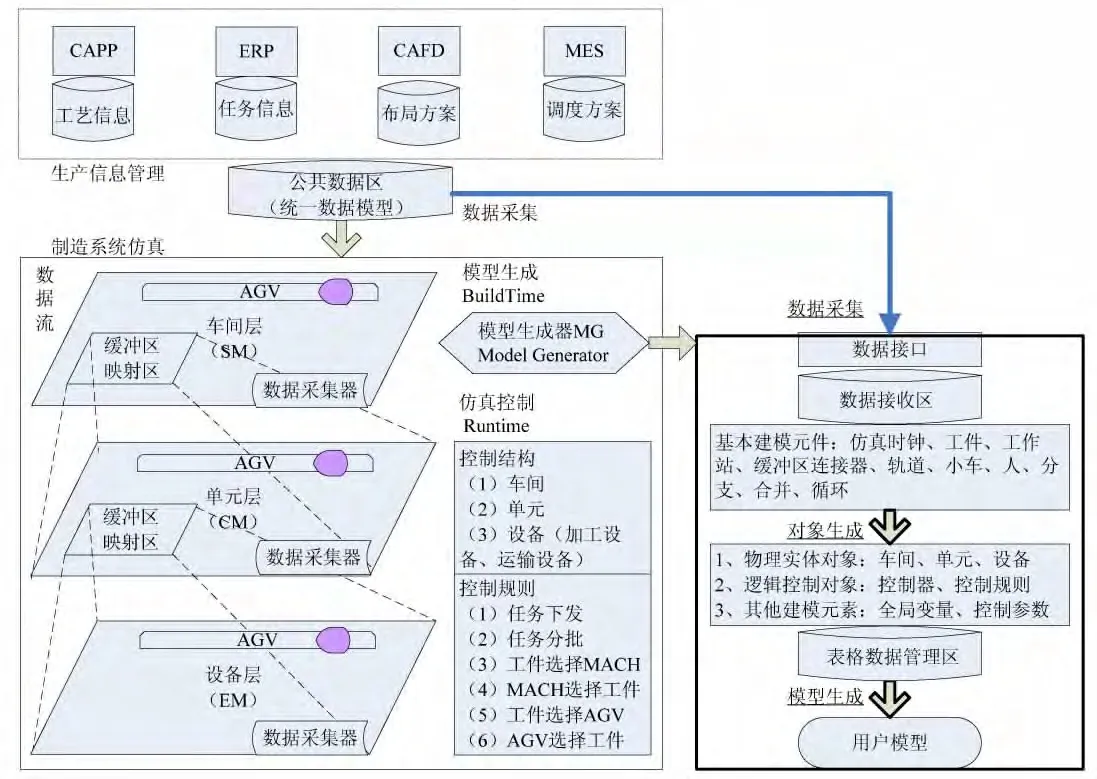
图8 数据驱动的自动模型Fig.8 Data-driven auto model
为了实现自动建模,本文将建模和仿真过程分别视为构建时(Build Time)和运行时(Run Time)2种视图。前一视图专门负责构建系统模型,为此在自动模型中增加了模型生成器(model generator,MG)。MG通过数据接口从外部公共数据区接收数据存放于内部数据接收区;在外部数据的驱动下,MG组合基本建模元件生成用户对象,并实现物理实体对象与逻辑控制对象的关联;同时,MG整理接收的外部数据至表格数据管理区,从而完成数据的内化过程;上述对象统一置放到用户模型中,形成运行视图。事实上,用户还可以从MG中直接拖放用户对象至用户模型中,手工完成建模。
布局、任务、工艺、调度信息是车间模型需要的主要数据,它们分别来自CAFD,ERP,CAPP,MES系统,该模型的数据驱动建模过程如下。
1)MG通过数据接口从外部公共数据区读取来自CAFD系统的布局方案,存储于内部数据接收区。MG组织布局方案数据,根据车间信息创建车间对象,为车间对象关联车间控制器;根据单元信息在车间对象下创建单元对象,将单元定位于车间,为单元对象关联单元控制器;根据加工设备信息在单元对象下创建加工设备对象,将加工设备定位于单元,为加工设备对象关联加工设备控制器;根据运输设备信息在车间和单元内创建运输设备对象,并将运输设备定位于车间和单元,为运输设备对象关联运输设备控制器。
2)从外部公共数据区读取来自ERP系统的生产任务信息,存储于内部数据接收区,MG组织该数据至表格数据管理区,成为车间控制器的直接驱动。
3)从外部公共数据区读取来自CAPP系统的工艺路线信息和来自MES系统的生产调度方案,存储于内部数据接收区,MG组织该数据至表格数据管理区,成为单元控制器的直接驱动。
3 模型应用
根据前述建模思想,利用仿真软件e M-Plant,结合某企业多个型号产品的研制生产,开发实现了布局规划、工艺、车间调度等系统集成的仿真系统。该系统采用数据驱动模式能够自动生成并更新系统模型,并提供手工布局以及文件形式的布局、工艺、任务数据导入,使普通用户就能理解并完成复杂的系统建模过程。
同时,为增强用户使用性能,系统将构建视图和运行视图功能统一至用户界面(见图9),用户只需在界面上点击即可完成模型建立、仿真运行、数据统计等主要功能。
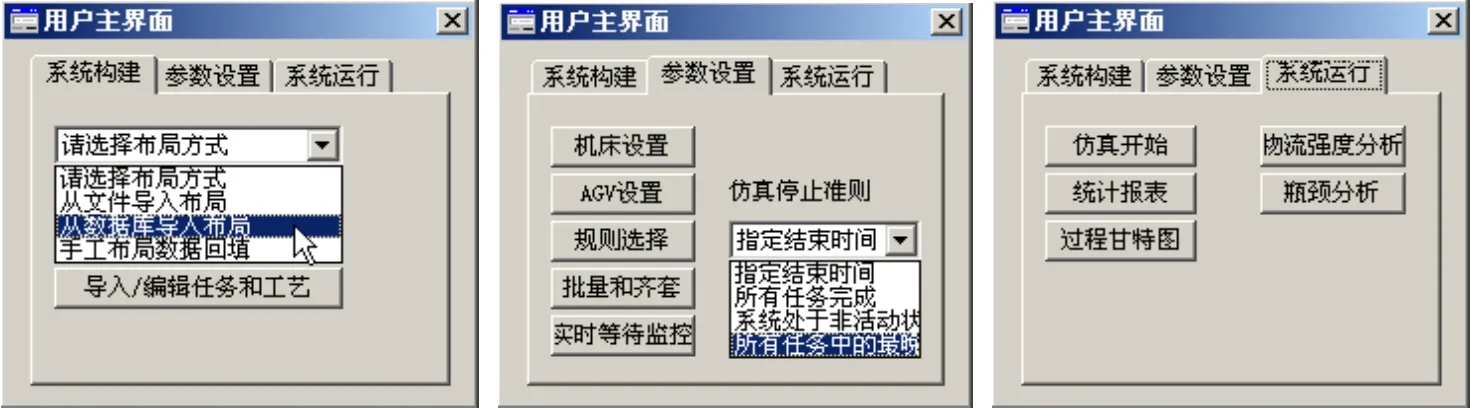
图9 构建视图和运行视图Fig.9 Build time view and run time view
图10为布局规划方案驱动生成的用户对象和用户模型,图11和图12为模型生成器整理后的工艺信息、任务信息。
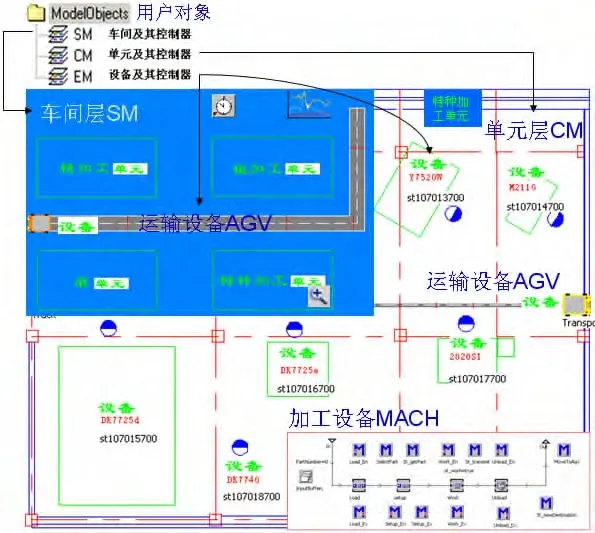
图10 数据驱动自动生成的用户模型Fig.10 Data-driven automatic generated user model

图11 MG整理后的工艺信息Fig.11 Operation information arranged by MG

图12 MG整理后的任务信息Fig.12 Tasks arranged by MG
4 结 语
本文在分析制造系统建模特点的基础上,对数据驱动的系统建模方法进行深入研究,重点分析了统一数据模型、层次化控制模型和数据驱动的自动建模技术,并辅以图表说明。最后,结合某企业多型号产品实例进行验证,说明该建模方式既能实现制造系统的快速建模,又有很高的通用性,可推广至其他应用环境。
/References:
[1] CIS S,BERT B.An overview of approaches to qualitative model construction[J].The Knowledge Engineering Review,1996,111(1):1-25.
[2] MACKULAK G T,LAWRENCE F P,COLVIN T.Effective simulation model reuse:A case study for AMHS modeling[A].Proc Winter Simulation Conference[C].Washington:[s.n.],1998.979-984.
[3] YIN Shen,DING S X,XIE Xiaochen,et al.A review on basic data-driven approaches for industrial process monitoring[J].IEEE Transactions on Industrial Electronics,2014,61(11):6414-6428.
[4] QUAN Hongwei,ZHANG Long,CHEN Lin.A data-driven modeling approach to multi-source information fusion system[A].3rd International Conference on Mechanical Engineering,Materials and Energy[C].[S.l.]:[s.n.],2013.621-624.
[5] LONG Yuan,HU Xiaolin.Dynamic data driven simulation with soft data[J].Simulation Series,2014,46(4):109-116.
[6] ESSAID M,GRIMAUD F,BURLAT P.Manufacturing network simulation using a data-driven model[J].International Journal of Simulation and Process Modelling,2011,6(3):228-237.
[7] 韩守鹏,邱晓刚,黄柯棣.动态数据驱动的适应性建模与仿真[J].系统仿真学报,2006,18(sup2):147-151.HAN Shoupeng,QIU Xiaogang,HUANG Kedi.Adaptive modeling &simulation driven by dynamic data[J].Journal of System Simulation,2006,18(sup2):147-151.
[8] 马 铭.基于数据驱动的模糊系统建模方法研究[D].长春:吉林大学,2006.MA Ming.Study on Fuzzy System Modeling Based on Data Driven[D].Changchun:Jilin University,2006.
[9] WANG Junfeng,XIAO Guoxian,CHANG Qing,et al.Real-time data-driven simulation of general assembly plant with JIT material handling system[A].IIE Annual Conference and Expo 2010 Proceedings[C].Cancun:[s.n.],2010.
[10] WANG Junfeng,CHANG Qing,XIAO Guoxian,et al.Data driven production modeling and simulation of complex automobile general assembly plant[J].Computers in Industry,2011,62(7):765-775.
[11] JEONG K Y.Conceptual frame for development of optimized simulation-based scheduling systems[J].Expert Systems with Applications,2000(18):299-306.
[12] CHIN S C,APPA I S,ROBERT G.Simulation-based scheduling for dynamic discrete manufactuiung[A].Proceedings of the 2003 Winter Simulation Conference[C].[S.l.]:[s.n.],2003.1465-1473.
[13] APPA I S,AMIT K G.Online multi-objective pareto optimal dynamic scheduling of semiconductor back-end using conjunctive simulated scheduling[J].IEEE Transactions on Electronics Packaging Manufacturing,2006,29(2):99-109.
[14] TALIBI Z,HINDBRIL E H,THOMAS A.The relevance study of adaptive kanban in a multicriteria constraints context using data-driven simulation method[A].Proceedings of 2013 International Conference on Industrial Engineering and Systems Management[C].[S.l.]:[s.n.],2013.
[15] WY J,JEONG S,KIM B I,et al.A data-driven generic simulation model for logistics-embedded assembly manufacturing lines[J].Computers and Industrial Engineering,2011,60(1):138-147.
[16] MENG Chao,NAGESHWARANIYER S S,MAGHSOUDI A,et al.Data-driven simulation architecture for material handling system in coal mining[A].62nd IIE Annual Conference and Expo[C].[S.l.]:[s.n.],2012.1525-1534.
[17] BENGTSSON N,MICHALOSKI J,PROCTOR F,et al.Towards data-driven sustainable machining combining MTConnect production data and discrete event simulation[A].ASME 2010 International Manufacturing Science and Engineering Conference[C].[S.l.]:MSEC,2010.379-387.
[18] 王国新,阎 艳,宁汝新,等.数据驱动与模块化控制模型相结合的生产系统快速建模方法[J].系统仿真学报,2009,21(14):4224-4230.WANG Guoxin,YAN Yan,NING Ruxin,et al.Rapid modeling for production system using data-driven and modularized controlling model[J].Journal of System Simulation,2009,21(14):4224-4230.
[19] CHEN Huawei,WANG Aimin,NING Ruxin.Hierarchical modeling and simulation of dynamic production logistic system[A].International Technology and Innovation Conference[C].[S.l.]:ITIC,2009.