V区温度及螺杆转速对挤压膨化牛肉制品理化性质的影响
2024-04-10张根生田阳李思锦韩冰费英敏
张根生 田阳 李思锦 韩冰 费英敏
DOI:10.3969/j.issn.1000-9973.2024.03.011
引文格式:張根生,田阳,李思锦,等.V区温度及螺杆转速对挤压膨化牛肉制品理化性质的影响[J].中国调味品,2024,49(3):68-73,91.
ZHANG G S, TIAN Y, LI S J, et al. Effects of V-zone temperature and screw rotation speed on physicochemical properties of extruded beef products[J].China Condiment,2024,49(3):68-73,91.
摘要:利用挤压膨化技术加工高粱-山药-牛肉混合物料,以水溶性、吸水性、色差值、粒度、质构、膨化度、糊化度及红外光谱各基团峰值为指标,分析V区温度和螺杆转速对挤压膨化产品理化性质的影响。结果表明,提高V区温度能够提高产品的红度值、黄度值、硬度、脆度和咀嚼度,吸水性、水溶性、粒度、膨化度、糊化度及红外光谱各基团峰值呈先上升后下降的趋势,亮度值显著下降(P<0.05);同时,随着螺杆转速的提升,产品的红度值、黄度值和糊化度显著下降(P<0.05),吸水性、水溶性、粒度和膨化度呈先上升后下降的趋势,硬度、脆度、咀嚼度及红外光谱各基团峰值先下降后上升,亮度值显著下降(P<0.05)。综合理化指标确定V区温度最佳值为150 ℃,螺杆转速最佳值为160 r/min。
关键词:挤压膨化;理化性质;V区温度;螺杆转速
中图分类号:TS251.52 文献标志码:A 文章编号:1000-9973(2024)03-0068-06
Effects of V-Zone Temperature and Screw Rotation Speed on
Physicochemical Properties of Extruded Beef Products
ZHANG Gen-sheng1, TIAN Yang1, LI Si-jin1, HAN Bing1, FEI Ying-min2*
(1.College of Food Engineering, Harbin University of Commerce, Harbin 150028, China;
2.Heilongjiang Minzu College, Harbin 150066, China)
Abstract: Extrusion technology is used to process mixed materials of sorghum, yam and beef. With water solubility, water absorption, color difference, particle size, texture, expansion degree, gelatinization degree and the peak values of various infrared spectra functional groups as the indexes, the effects of V-zone temperature and screw rotation speed on the physicochemical properties of extruded products are analyzed. The results show that increasing the V-zone temperature could enhance the redness value, yellowness value, hardness, brittleness and chewiness of the products. Water absorption, water solubility, particle size, expansion degree, gelatinization degree and the peak values of various infrared spectra functional groups firstly increase and then decrease, and the brightness value significantly decreases (P<0.05). Meanwhile, with the increase of screw rotation speed, the redness value, yellowness value and gelatinization degree of the products significantly decrease (P<0.05), while water absorption, water solubility, particle size and expansion degree firstly increase and then decrease. Hardness, brittleness, chewiness and the peak values of various infrared spectra functional groups firstly decrease and then increase, and the brightness value significantly decreases (P<0.05). In terms of these physicochemical indexes, the optimal V-zone temperature is determined to be 150 ℃, and the optimal screw rotation speed is 160 r/min.
Key words: extrusion; physicochemical properties; V-zone temperature; screw rotation speed
收稿日期:2023-11-16
基金项目:黑龙江省“百千万”工程科技重大专项(2019ZX07B03-3)
作者简介:张根生(1964—),男,教授,硕士,研究方向:畜产品研究与综合利用。
*通信作者:费英敏(1973—),女,副教授,硕士,研究方向:农产品加工及贮藏工程。
挤压膨化技术是一种应用于食品加工的新型生产技术,其加工过程集物料搅拌、输送、挤压、加热及塑形膨化于一体,相较于传统食品加工技术具有生产效率高、操作简便、时间短、成本低、集成性高等特点[1-2]。挤压膨化加工过程中的高温、高压、高剪切力作用不仅会使物料发生膨化形变,而且具有能够破坏物料中的抗营养因子、钝化引起不良风味的分解酶活性、杀灭有害细菌、提高蛋白质消化率及膳食纤维溶解性等优点[3]。所以,对于物料在挤压膨化加工过程中理化性质变化的研究越来越受到重视。
目前,主流的挤压膨化设备主要为双螺杆挤压机,同时挤压膨化加工技术多应用于纯谷物类食品的开发,对物料在挤压膨化过程中理化性质变化的研究也主要集中在谷物类食品[4]。然而随着挤压膨化食品研究的深入,学者们逐渐认识到单一的谷物食品并不能完全满足人体的营养需求,如谷物缺乏肉类中含有的丰富蛋白质以及人体所必需的赖氨酸、苯丙氨酸和蛋氨酸等营养物质[5],所以已有部分学者开始尝试将动物性食品与谷物相结合,生产新型挤压膨化休闲食品,包括以猪肉[6]、牛肉[7]、鸡肉[8]、鱼肉[9]、虾肉[10]为部分原料,同时混以大米粉、小麦粉等谷物进行混合挤压[11]。但主要研究方向集中在产品开发,对于肉类物料在挤压膨化过程中理化性质变化的研究相对较少,因此,本研究着重探究挤压膨化过程中工艺参数(包括V区温度和螺杆转速)对肉类挤压膨化产品理化性质的影响,并对其变化机理进行分析,旨在为开发肉类挤压膨化产品提供科学依据和技术指导,以促进更多高质量动物性挤压膨化食品的创新和生产。
1 材料与方法
1.1 主要材料
牛后腿肉、高粱:购自大润发超市;山药:产自河南省焦作市温县;调味料:购自本地超市。
1.2 主要设备仪器
DSE-25型双螺杆挤压膨化机 德国布拉本德公司;Zetasizer Nano 90型粒度仪 英国马尔文仪器有限公司;Spectrum Two型傅里叶红外光谱仪、DSC 4000型差示扫描量热仪 珀金埃尔默股份有限公司;S-3400N型扫描电子显微镜 日本日立高新技术公司;TG16-WS型离心机 黑龙江嘉禾广博进出口有限公司;AE523型分析天平 上海舜宇恒平科学仪器有限公司;ALC-2100.2型电子天平 赛多利斯科学仪器有限公司;TA-XT2i型质构仪 英国Stable Micro Systems公司;DHG-9030型电热鼓风干燥箱 上海一恒科学仪器有限公司;HCB-1800H型洁净工作台 深圳科力易翔仪器设备有限公司;CS-800型分光系列色差仪 杭州彩谱科技有限公司。
1.3 实验方法
1.3.1 牛肉-山药-高粱混合物料的制备
1.3.1.1 原料的制备
牛肉粉:将解冻后的纯瘦牛肉利用绞肉机绞碎,绞碎后将牛肉糜均匀平铺于托盘内,放入65 ℃干燥箱中干燥48 h,干燥后的牛肉利用粉碎机再次粉碎后过60目筛备用。
高粱、山药粉:将从超市购买的原料过20目筛去除杂质,用粉碎机粉碎后过60目筛备用。
1.3.1.2 配方
每500 g原料中高粱粉48.9%、山药粉39.2%、牛肉粉10%、调味料1.9%(盐1%、糖0.8%、白胡椒粉0.1%)。
1.3.1.3 工艺流程
牛肉、山药、高粱的制备→过筛(60目)→混合→调味→调节水分含量→挤压膨化→冷却→包装。
1.3.2 单因素实验设计
本实验以V区温度和螺杆转速为因素分析挤压膨化产品理化性质的变化。
1.3.2.1 V區温度单因素实验
固定物料水分含量为20%,螺杆转速为160 r/min,喂料速度为30 r/min,V区温度分别设定为120,130,140,150,160 ℃。
1.3.2.2 螺杆转速单因素实验
固定物料水分含量为20%,V区温度为150 ℃,喂料速度为30 r/min,螺杆转速分别设定为130,140,150,160,170 r/min。
1.3.3 水溶性指数(WSI)及吸水性指数(WAI)的测定
称取2 mg过60目筛的成品粉末(W0),放入已称重的离心管(W1)中,加入蒸馏水25 mL并振荡均匀,置于水浴锅中30 ℃下水浴30 min,每10 min搅拌一次,水浴后置于离心机中以4 000 r/min 离心15 min,取上清液倒入烧杯(W2)中,烘干至恒重(W3),并称量离心管和沉淀物的质量(W4),各样品平行测定3次取平均值。
水溶性指数(WSI)=W2-W3W0×100%。
吸水性指数(WAI)=W4-W1W0×100%。
1.3.4 色差值的测定
参考Martínez等[12]的方法并略作修改,将粉碎并过60目筛后的物料置于已经校准过的全自动色差仪出光口,并完全覆盖,测定样品的L*值(亮度)、a*值(红绿度)和b*值(黄蓝度),各样品平行测定5次后取平均值作为测定结果。
1.3.5 粒度值的测定
参考Ikram等[13]、李鑫宇[14]的方法并略作修改,称取10 mg经粉碎并过100目筛的成品放入15 mL离心管中,加入10 mL蒸馏水混合后进行超声波振荡30 min,振荡后置于离心机中在8 000 r/min条件下离心20 min,取上清液过0.45 μm滤膜后使用粒度仪进行测定,各样品平行测定3次取平均值。
1.3.6 质构的测定
参考杨震等[15]的方法并略作修改,每个条件下产品截取4 cm进行质构测试,采用P50探頭在压缩模式下测试。设置参数:测试前探头下降速度为2.0 mm/s;测试中探头速度为1.0 mm/s;测试后探头下降速度为1.0 mm/s;触发点负载5.0 g;两次压缩循环间隔5 s;每个样品平行测定3次取平均值。
咀嚼度=硬度×弹性×内聚性。
1.3.7 膨化度与糊化度的测定
膨化度:截取挤压膨化所得产品,每段长10 cm,每组随机抽取多个样品,以游标卡尺测定其截面,去掉最大值和最小值,以平均值表示每组直径。膨化度按下式计算:
膨化度(%)=dD×100%。
式中:d为样品横截面直径,mm;D为模口直径,2 mm。
糊化度:参考赵嘉祺等[16]的方法,取膨化前后物料粉碎后过60目筛。称取0.2 g样品粉末于98 mL蒸馏水中,加入2 mL 10 mol/L的KOH溶液,在磁力搅拌器中搅拌5 min,将悬浊液以4 500 r/min离心10 min,再取1 mL上清液,加入0.5 mol/L的HCl溶液0.4 mL,加入蒸馏水10 mL,最后加入0.2 mL碘液(1 g碘和4 g碘化钾溶于100 mL蒸馏水中),混合均匀,于600 nm处测得吸光度A1 。另取0.2 g样品悬浮于95 mL蒸馏水中,加入5 mL 10 mol/L的KOH溶液,磁力搅拌5 min,以4 500 r/min离心10 min,取1 mL上清液,加入0.5 mol/L HCl溶液1 mL,余下步骤同上,测得吸光度A2。糊化度按下式计算:
糊化度(%)=A1A2×100%。
1.3.8 傅里叶红外光谱测定
将粉碎冻干后的样品进一步研磨均匀后过100目筛,各样品取2 mg备用。采用傅里叶红外光谱仪进行基底扫描后将样品置于测试台,在45 N压力下扫描,扫描波长范围为4 000~500 cm-1,分辨率为8 cm-1,扫描64次[17-18]。
1.3.9 数据分析
采用Excel软件进行实验数据计算,采用SPSS 19.0软件进行数据分析,显著性水平选取α=0.05,采用Origin 2016软件绘图,实验数据平行测定3次取平均值。
2 结果与分析
2.1 V区温度和螺杆转速对产品水溶性指数和吸水性指数的影响
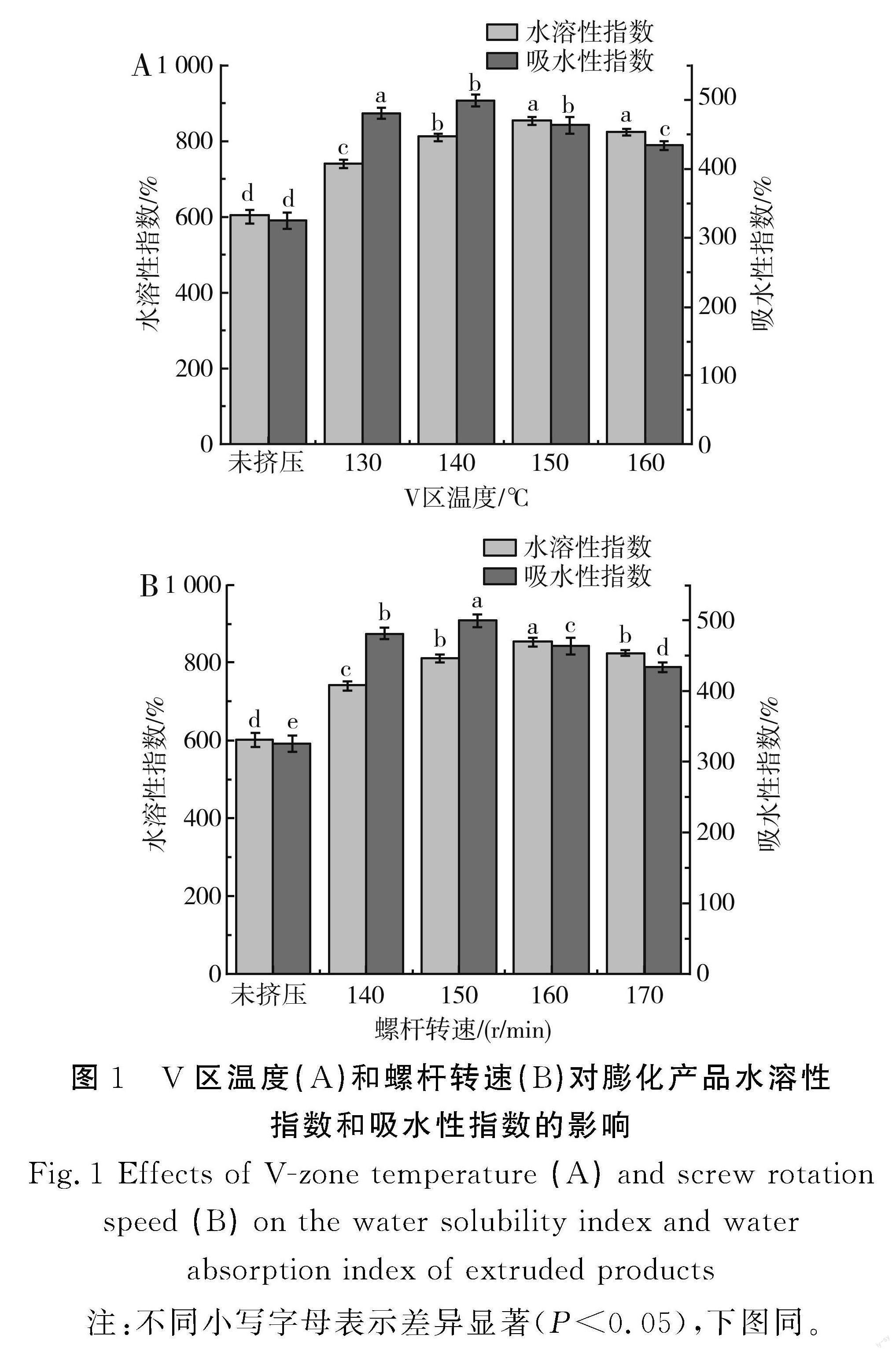
挤压膨化中吸水性指数与物料中的淀粉和蛋白质分子的亲水性有关,吸水性指数越高,证明淀粉和蛋白质分子的亲水性越好,而挤压膨化过程会导致蛋白质变性以及淀粉颗粒被破坏,也会引起吸水性指数增高[19-20]。水溶性指数可以反映物料中淀粉的降解程度以及可溶性物质的含量,挤压膨化过程会改变物料中淀粉的降解度以及可溶性物质的溶解性指数[21]。
由图1中A可知,相较于未挤压物料,经挤压膨化后的物料水溶性指数和吸水性指数均明显提高,在V区温度达到140 ℃和150 ℃时吸水性指数和水溶性指数分别达到最大值。随着V区温度的升高,物料受到剪切力作用增强,膨化度提高,内部结构膨胀均匀,结合水的表面积增大[22],从而吸水性提高,同时淀粉在高温、高压、高剪切力作用下糊化和裂解程度逐渐升高,直链淀粉转化支链淀粉增多,低分子可溶性化合物增多,导致水溶性指数升高。当V区温度过高时,致使物料的糊化度过高,从而发生焦糊、结块及变硬,不利于水分子渗透及可溶性物质析出,从而导致水溶性指数和吸水性指数下降。
由图1中B可知,当螺杆转速达到150 r/min和160 r/min时,吸水性指数和水溶性指数分别达到最大值,且总体呈现先上升后下降的趋势。在低螺杆转速条件下,随着螺杆转速加快,物料受到剪切力作用增强,淀粉、蛋白质和纤维素等物质结构受破坏程度提高并发生裂解,淀粉分子氢键和支链都发生断裂,分子间作用力逐渐削弱,从而导致小分子水溶性物质增多,使得成品物料的水溶性指数和吸水性指数升高。当螺杆转速过高时,物料在机筒内的停留时间过短,吸收能量及承受压力不足,导致膨化不彻底,物料结构不够松散且水溶性物质析出减少,从而导致吸水性指数和水溶性指数下降。
2.2 V区温度和螺杆转速对产品色差的影响
颜色在一定程度上可以反映物料在挤压组织化过程中化学反应和营养的变化程度[23-24],同时也是影响产品外观和感官接受度的重要因素之一。由表1可知,相较于对照组,经挤压膨化加工后的产品L*值总体呈下降趋势,a*值和b*值总体呈上升趋势,分析原因是美拉德反应导致亮度值下降,红黄度值上升。随着V区温度的升高,产品的亮度值下降,红黄度值上升,但在低温时产品的色泽变化幅度较小。已有研究证明,挤压膨化中的高温、高压、高剪切力作用会使物料中的淀粉颗粒发生降解,生成部分小分子还原糖,温度在100 ℃以上发生美拉德反应,使得产品的色泽发生变化,但在温度较低时,只有部分淀粉降解产生少量还原糖,因此在一定温度内色泽变化不大[25],而温度过高时,物料糊化,色泽过深,150 ℃时产品的色泽最佳。
由表2可知,随着螺杆转速的升高,产品的亮度值变化不大。红黄度值略有升高,但在160~170 r/min范围内有所下降,这是由于过高的螺杆转速使得物料被快速排出模口,在机筒内停留时间过短,吸收能量不足,美拉德反应不彻底,导致颜色有所下降,所以在螺杆转速为160 r/min时物料美拉德反应程度最佳。
2.3 V区温度和螺杆转速对产品粒度的影响
由图2可知,相较于未挤压物料,经挤压膨化后的物料粒度明显下降,这是因为物料中淀粉颗粒经高压、高剪切力作用后多糖糖苷键裂解,产生小分子的可溶性聚合物,从而使物料粒度减小,齐惠[26]也得到相似的结论。由图2中A可知,物料经挤压膨化后粒度相较于对照组显著下降,随着V区温度的升高,在130~150 ℃内,物料的粒度呈上升趋势,当V区温度达到150 ℃时粒度达到最大值,超过150 ℃时粒度明显下降。这是因为当温度较低时,物料中淀粉颗粒不能吸收足够能量,导致膨化不彻底,当温度过高时,物料在机筒内产生焦糊、结块现象,导致物料粒度减小,影响膨化效果。
由图2中B可知,随着螺杆转速的升高,物料粒度呈现先上升后下降的趋势,这是由于在较低螺杆转速下,物料所受剪切力和摩擦力较小,物料不能充分膨化,粒度较小,随着螺杆转速的加快,物料受到剪切力和摩擦力加剧,使物料逐渐膨化充分,在螺杆转速达到160 r/min时膨化度最高,粒度最大。当螺杆转速过高时,物料在机筒内停留时间过短,导致物料未吸收足够能量就被挤出模口,使得膨化效果下降,粒度减小。
2.4 V区温度和螺杆转速对产品质构的影响
质构可直接反映挤压产物的质地和适口性,其中硬度指第一次压缩时的最大压力值,脆度指产品在塑形和断裂过程中吸收能量的能力,咀嚼度指咀嚼样品所需的能量,反映样品对咀嚼力的抵抗能力[27]。膨化食品要求硬度不宜过高,脆度与咀嚼度并非越大或越小越好,需综合考量感官评价来确定最佳值。
由图3中A可知,随着V区温度的升高,产品的硬度持续上升,且低温时上升幅度大,这是因为低温时随着温度升高,水分蒸发比例大,物料迅速变硬。在140 ℃内,产品的脆度上升,140~160 ℃时脆度先明显下降后继续上升,这可能是由于过高的温度导致水分蒸发过度,同时使物料中淀粉糊化加剧,发生焦糊现象,直链与支链淀粉过度伸展分离产生结晶,导致产品的硬度过高[28]。咀嚼度与硬度呈正相关,硬度的升高会提升咀嚼度,过高的温度导致蛋白质形成熔融体,也使得产品的咀嚼度升高[29]。
螺杆转速主要控制着物料的混合程度、在机筒内的停留时间及受剪切力的大小[30-31]。由图3中B 可知,随着螺杆转速的升高,膨化产品的硬度和脆度呈先下降后上升的趋势,咀嚼度在螺杆转速为160 r/min时达到最高。在低螺杆转速时,物料在机筒内受剪切力小,停留时间过长,受热时间过长,部分物料糊化过度,焦糊结块,使得产品的硬度、咀嚼度和脆度都较高。当螺杆转速过高时,物料受剪切力加大,但在机筒内停留时间过短,物料未膨化彻底就被挤出挤压机,此时产品内部结构不够松散,没有产生良好的组织化结构,因此产品的硬度和脆度又有所升高。
2.5 V區温度和螺杆转速对产品膨化度和糊化度的影响
膨化度与糊化度是评价挤压膨化食品品质的重要指标。由图4中A可知,随着V区温度的升高,产品的膨化度和糊化度均呈现先上升后下降的趋势,150 ℃时产品的膨化度和糊化度均达到最大值,在低温区(低于150 ℃)时,物料中水分不能及时蒸发,残留的水分导致产品的黏度较高,膨化度较低,同时随着温度的升高,淀粉颗粒吸收能量,导致发生氢键断裂进而提升了产品的糊化度,当温度过高(高于150 ℃)时,物料碳化,并且淀粉颗粒发生美拉德反应和过度降解,降低了可糊化淀粉的含量,从而膨化度和糊化度都显著降低。
由图4中B可知,随着螺杆转速的升高,产品的膨化度先上升后下降,在160 r/min时达到最大值,糊化度总体呈下降趋势且在螺杆转速较低和较高时下降幅度最大。这是由于在螺杆转速较低时物料在机筒内停留时间过长,导致物料在长时间高温下碳化变硬,甚至堵塞模口,从而膨化度较低,而此时的高温条件为淀粉颗粒氢键断裂提供了能量,使得糊化度较高。随着螺杆转速的升高,物料在机筒内停留时间逐渐减少,在150~160 r/min时产品的膨化度和糊化度趋于稳定,当螺杆转速过高时,物料在机筒内停留时间过短,物料未吸收足够能量就被排出模口,产品不能充分膨化,从而导致膨化度和糊化度均明显下降。
2.6 V区温度和螺杆转速对产品红外光谱的影响
通过傅里叶红外光谱图可以分析产品官能团和化学键的信息。由图5可知,相较于未挤压物料,经挤压膨化后的产品吸收峰的位置大致相同,但峰强度有明显提高。由图5中A可知,随着V区温度的升高,产品中各基团峰强度先上升后下降,在150 ℃时各峰值达到最高,其中3 287 cm-1处的吸收峰为羟基O-H的伸缩振动,说明经挤压膨化加工后物料中糖苷键断裂产生更多氢键,2 923,2 855 cm-1处的吸收峰为亚甲基(C-H)的反对称和对称伸缩振动,2 318 cm-1处的吸收峰为空气中CO2的反对称伸缩振动,1 746 cm-1处的吸收峰为酯基(COOR)的伸缩振动,1 637 cm-1处的吸收峰为酰胺Ⅰ带CO的伸缩振动,证明了蛋白质受热后结构展开,部分氢键断裂,导致峰高增大,1 369 cm-1处的吸收峰为硝基的反对称伸缩振动,1 150~1 000 cm-1处的吸收峰为醇C-O和醚C-O-C的伸缩振动,其中928,853,763 cm-1处的吸收峰为吡喃糖环1,2,3型振动,这是α-D-吡喃糖环的特殊振动,587 cm-1处的峰为β-吡喃糖 C-H 变角振动的特征吸收峰,表明纤维素降解为可溶性的吡喃糖,且淀粉在V区温度150 ℃时降解为糖基化合物程度最佳。
由图5中B可知,产品官能团变化与图5中A大致相同,总体上螺杆转速从150 r/min升高到160 r/min过程中,峰强度呈先上升后下降的趋势,特殊变化出现在3 287 cm-1处,螺杆转速为170 r/min时峰值高于160 r/min时,这可能是由于物料在机筒内停留时间过短,导致水分子过多残留而使得作为氢键缔合的O-H峰显著增强,其他各峰在160 r/min处达到最大值,表明在此螺杆转速下产品的膨化效果最佳,蛋白质变性及淀粉分子解链程度最佳。
3 结论
通过对挤压膨化工艺中最重要的工艺参数V区温度和螺杆转速的研究,发现在其他条件不变的情况下,V区温度达到150 ℃时产品的综合理化指标较好,温度过低时物料吸收温度不足,膨化不彻底,温度过高时物料过度糊化以致焦糊甚至造成模口堵塞,使得产品理化指标下降;螺杆转速为160 r/min时产品的综合理化指标较好,螺杆转速较低时物料在机筒内停留时间过长,糊化过度,产品品质不佳,螺杆转速过高时物料受剪切力变小,且在未吸收足够热能时便被挤出模口,导致产品的膨化效果不佳,理化指标下降。由此可以看出,V区温度和螺杆转速的变化对膨化产品的理化性质影响显著,因此在未来更多的肉类挤压膨化休闲食品研究中,需重点考虑V区温度和螺杆转速两个参数。
参考文献:
[1]杨震,贡慧,刘梦,等.机筒温度、鸡肉粉质量分数对挤压膨化产品品质的影响[J].食品科学,2019,40(7):120-126.
[2]MAUNG T, GU B, RYU G. Influence of extrusion process parameters on specific mechanical energy and physical properties of high-moisture meat analog[J].International Journal of Food Engineering,2020,17(2):149-157.
[3]叶琼娟,杨公明,张全凯,等.挤压膨化技术及其最新应用进展[J].食品安全质量检测学报,2013,4(5):1329-1334.
[4]孟如君,刘静,沈汪洋,等.挤压膨化技术在杂粮加工业的应用研究[J].食品研究与开发,2021,42(7):189-193.
[5]朱国洪,彭超英,尹国.食品挤压技术及最新研究进展[J].食品与发酵工业,2000(4):59-62.
[6]商飞飞,韦选关,黄婷,等.香芋猪肉膨化食品的双螺杆挤压工艺研究[J].食品与发酵工业,2019,45(6):193-196.
[7]梁文明,徐兴阳,杨莉莉,等.大米-牛肉挤压膨化产品研发及性质研究[J].食品研究与开发,2016,37(3):83-86.
[8]石彦国,李可,叶暾昊,等.双螺杆挤压鸡肉混合物工艺参数的优化[J].中国食品学报,2012,12(5):95-101.
[9]FANG Y Z, JI J J, ZHANG J Y, et al. Effect of extrusion cooking on physicochemical properties of tuna meat-based extrudates[J].Food Science and Technology,2019,39(3):1-8.
[10]黃静.双螺杆挤压膨化虾条配方及工艺参数的优化[D].上海:上海海洋大学,2016.
[11]杜庆飞,李玲,陶严,等.猪肉-玉米挤压膨化制品双螺杆挤压工艺参数的优化研究[J].滁州学院学报,2017,19(5):25-27.
[12]MARTNEZ M L, MARN M A, RIBOTTA P D. Optimization of soybean heat-treating using a fluidized bed dryer[J].Journal of Food Science & Technology,2013,50(6):1144-1150.
[13]IKRAM U, YIN T, XIONG S B, et al. Structural characteristics and physicochemical properties of okara (soybean residue) insoluble dietary fiber modified by high-energy wet media milling[J].LWT-Food Science and Technology,2017,82:15-22.
[14]李鑫宇.挤压膨化对豆渣复配粉特性的影响及其应用[D].哈尔滨:哈尔滨商业大学,2020.
[15]杨震,贡慧,刘梦,等.辅料配比及烹饪方式对速冻羊肉饼品质的影响[J].肉类研究,2018,32(1):23-29.
[16]赵嘉祺,周学永,李鹏,等.用物理参数表征挤压膨化后藜麦糊化度的探索研究[J].中国粮油学报,2022,37(11):101-108.
[17]CHYLIN'SKA M, SZYMAN'SKA-CHARGOT M, KRUK B,et al.Study on dietary fibre by Fourier transform-infrared spectroscopy and chemometric methods[J].Food Chemistry,2016,196:114-122.
[18]SAYANJALI S, YING D Y, SANGUANSRI L, et al.The effect of extrusion on the functional properties of oat fibre[J].LWT-Food Science and Technology,2017,84:106-113.
[19]MATBEW J M, HOSENEY R C, FANBION J M. Effect of corn hybrid and growth environment on corn curl and pet food extrudates[J].Cereal Chemistry,1999,76(5):625-628.
[20]杜双奎,杨红丹,于修烛,等.食用豆粉功能特性与糊化特性[J].中国食品学报,2011,11(2):78-86.
[21]冯玉琴,刘东红,叶立扬.甘薯全粉加工及其挤压膨化食品特性的分析研究[J].农业工程学报,2001,17(3):99-102.
[22]王旭,梁栋,徐杨,等.挤压膨化辅助提取米糠可溶性膳食纤维及其特性研究[J].中国粮油学报,2017,32(9):153-159.
[23]ILO S, BERGHOFER E. Kinetics of colour changes during extrusion cooking of maize grits[J].Journal of Food Engineering,1999,39(1):73-80.
[24]SGARAMELLA S, AMES J M. The development and control of colour in extrusion cooked foods[J].Food Chemistry,1993,46(2):129-132.
[25]魏益民,蔣长兴,张波.挤压膨化工艺参数对产品质量影响概述[J].中国粮油学报,2005,20(2):33-36,40.
[26]齐惠.挤压-酶法联合制备豆渣水溶性膳食纤维及其性质研究[D].哈尔滨:东北农业大学,2016.
[27]季金箭.金枪鱼碎肉的挤压组织化及其腥味抑制技术的研究[D].杭州:浙江工业大学,2019.
[28]李云波,刘晓翠,张伟,等.米粉凝胶形成过程的质构特性及凝胶品质控制研究[J].食品科技,2006,31(7):39-42.
[29]康立宁.大豆蛋白高水分挤压组织化技术和机理研究[D].咸阳:西北农林科技大学,2007.
[30]张裕中,张文明.物料在双螺杆挤压机中停留时间分布的研究[J].粮食与饲料工业,2000(12):48-50.
[31]EMINE U, JAMES F F. RTD in twin-screw food extrusion[J].Journal of Food Engineering,2002,53(2):115-131.
