刨花切削参数对黄桦OSB刨花质量的影响
2023-12-25郑圣龙何雨晨解林坤
郑圣龙 李 园 何雨晨 解林坤 万 辉
(西南林业大学材料与化学工程学院,云南 昆明 650223)
定向刨花板(Oriented Strand Board, OSB)是一种以小径材、间伐材、木芯等为原料,通过刨片、干燥、涂胶、定向铺装、热压成型等工艺制成的人造板材[1]。具有材料利用率高,高强度、尺寸稳定性好、材质均匀等优点[2-3]。
OSB生产对刨花有严格的尺寸要求[4]。刨花形状是影响OSB性能及其生产过程的主要质量控制参数[5–8]。用于OSB的刨花要求为长宽比大、长度方向与木材纤维方向一致的薄长条状大刨花,因此木纤维的破坏程度低,制备的板材能基本保留木材的天然特性[8]。且随着刨花长度和宽度的增加,厚度减小,孔隙率下降,刨花之间的接触更为紧密,因而OSB具有更好的稳定性和强度[8]。但过长的刨花极容易卷曲,在贮存时易出现搭桥现象,在拌胶时也易出现胶液分布不均等情况。为统一刨花的尺寸、形状和质量,并降低生产能耗,切削刨花前,需要对原木进行软化处理,以降低木材硬度,增加可塑性[9-10]。有研究表明,原木预处理温度和圆盘刨片机飞刀后角对红橡木刨花的质量具有重要影响,其中预处理温度的影响更为显著[11],较高的温度可以充分软化木材[12–15],并且盘式刨片机切削功率小,切削性能优越[4],加工获得的刨花质量高。
原木的切削方向是控制刨花形态质量的手段之一[16]。木材为各向异性材料,在不同切削方向上切屑的形成和木材的变形各不相同。研究表明,使用盘式刨片机切削刨花时,采取横向或近似横向的切削方式,即刀具垂直木材纹理方向切削,容易形成带状刨花[4]。而纵(径)向切削,即沿着木材长度方向切削,制得的刨花具有相似的尺寸和形状,且长度一致[4]。此外刨花形态还受其他多种因素的影响,如木材种类、含水率[17]、切削参数等。其中,刨花切削参数的选择和控制尤为重要,直接影响OSB的性能[18–23]。因此,针对不同的树种,应制定不同的切削参数,以保证OSB产品质量,同时有效提高资源利用率[24]。
近年来,杨木资源的短缺及其价格的升高[25],使其作为OSB生产原材料的优势逐渐消失。国内外开始使用原料相对丰富的硬木树种,如桦木、软枫木、硬枫木、水曲柳等,以及一些软木间伐材(如松树、云杉等)生产OSB[11]。
目前,关于刨花切削参数对黄桦OSB刨花性质及其板材性能影响的研究鲜有报道。通过调研企业发现,黄桦OSB刨花易出现卷曲的问题。鉴于此,本文以CAE式圆盘刨片机为例,研究圆盘刨片机的飞刀前角、后角、刀伸量、底刀刃角、木材温度、切削方向、刨花切削长度等刨花切削参数对黄桦刨花的形态分布、卷曲指数、抗拉强度和切削能量消耗的影响,以便于更好地优化黄桦OSB的生产工艺。
1 材料与方法
1.1 试验材料
试验用材选取加拿大魁北克的黄桦(Betula arneghaniensis britton)原木,胸径35 cm,将其锯成12.7 cm×12.7 cm×12.7 cm的木方,剔除有缺陷的试件,选择边材和芯材比例相近的样品。
1.2 试验设备
CAE 6/36实验室型圆盘刨片机(加拿大,Kadant Carmanah, Inc);F6002Q型链带式刨花干燥炉(美国德州,Upgrade Technologies, Inc);Instron 5566双柱测试万能系统(美国,Instron, Inc);Fluke 302 钳形电流表(美国,Fluke, Inc)。
1.3 刨花制备与质量测定
1.3.1 刨花制备
分别参考GB/T 1933—2009《木材密度测定方法》和GB/T 1931—2009《木材含水率测定方法》,测定木材样品的密度和含水率。将样品置于恒温恒湿箱中,控制其初始温度分别为2、21 ℃和60 ℃。采用圆盘刨片机对木材进行切削,切刀速度为1 770 r/min,进料切削压力为0.55 MPa。将切削制得的刨花置于链带式刨花干燥炉中,在103 ℃下干燥24 h,然后在相对湿度为60%和温度为20 ℃的房间内陈放24 h,以平衡刨花含水率。
图1所示为CAE圆盘式刨片机刀具的角度与装配参数,横向、纵向切削及飞刀切削面。
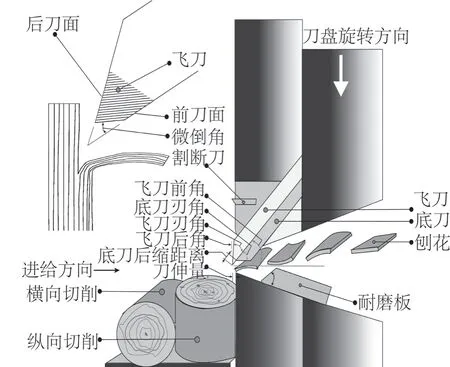
图1 CAE盘式刨片机切削方向Fig.1 CAE disc flake setting
CAE盘式削片机刀具厚度为8 mm,材质为A8钢。飞刀前角为55°,刃角为32°,后角为3°,刀伸量为0.635 mm;底刀刃角为38°,底刀后缩距离为10 mm,耐磨板角度为78°。
圆形刀盘端面径向对称式配置两组飞刀和底刀,刀盘作旋转运动对木材进行刨削加工。盘式刨片机对木材的切削形式是飞刀的切削作用和木片对底刀的碰撞及剪切作用。刨花的厚度始终取决于飞刀的伸量。横向切削时,刨花宽度尺寸由飞刀速度、飞刀切出木片对底刀的碰撞力、底刀角度、木片含水率、木片温度及木材纹理决定[4],刨花的长度尺寸取决于割断刀的间距。纵向切削时,刨花宽度尺寸由割断刀的间距控制,刨花的长度尺寸取决于原木切削高度。
1.3.2 刨花质量测定
为评估刨花的卷曲状况,随机取切削后无缺陷的刨花100片,并经105 ℃干燥。如图2所示,采用半径为1、2、4 cm和8 cm的圆盘判定刨花卷曲度。同时,自行建立一个评估函数(1)用于评估切削后刨花的卷曲指数(CI):
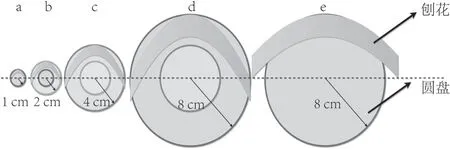
图2 刨花卷曲程度判定示意图Fig.2 Schematic diagram for judging the curling of wood strand
式中:a为100片刨花中卷曲程度≤1 cm半径圆盘的片数;b为100片刨花中卷曲程度大于1 cm但小于或等于2 cm半径圆盘的片数;c为100片刨花中卷曲程度大于2 cm 但小于或等于4 cm半径圆盘的片数;d为 100 片刨花中卷曲程度大于4 cm 但小于或等于 8 cm半径圆盘的片数;e为100片刨花中卷曲程度大于8 cm半径圆盘的片数。
如表1所示按长度对刨花进行分类。
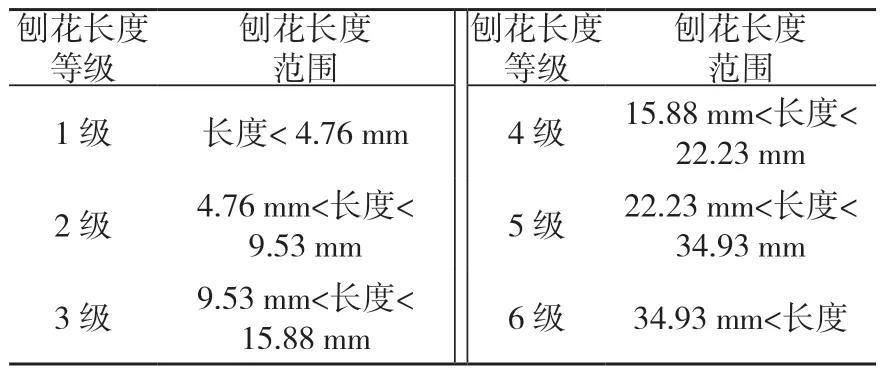
表1 刨花长度等级表Tab.1 Strand length grade of wood strand
采用刨花卷曲指数(Curl index,CI)对刨花进行评估。通过判断刨花的卷曲程度分布,确立切削后各等级刨花的分布占比,分析刨花长度分布。用公式(1)计算刨花的卷曲指数,并使用钳形电流表记录6次重复试验的平均电流,用以表示刨花的能量消耗。参考GB/T 1938-2009对刨花进行抗拉强度测试,在刨花长度等级为6的刨花中选取5片无裂缝、无缺陷、厚度均匀的木刨花,制备成如图3所示的试样,刨花厚度为试样厚度t,试样宽度b为10 mm,拉伸速度为 0.2 mm/min,刨花抗拉强度计算见公式(2)。数据分析采用Design Expert 12。
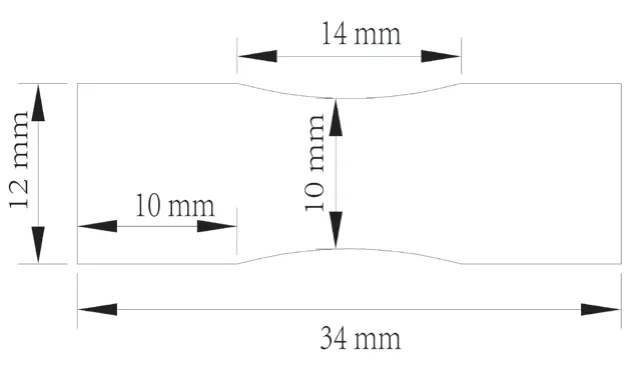
图3 抗拉强度试样尺寸Fig.3 Tensile strength sample dimensions
1.3.3 Design Expert 数据分析
对刨花质量的数据进行响应面法拟合模型与相关系数分析,采用软件Design-Expert 12中的Response Surface的3-Level-Factorial进行设计,每个因子均具有三个水平。将试验获得的数据导入3-Level-Factorial生成设计表,通过Quadratic模型对数据进行拟合,并得出该模型对应的ANOVA表,以及拟合模型的Coefficients Table(相关系数表),其中包括拟合方程的常数项、一次项A、B,交互项AB及其对应平方项A2,B2的拟合方程系数及其所对应的p值(p<0.05时,视为显著影响)。
1.4 试验设计
1.4.1 木材温度和底刀刃角对横向切削刨花质量的影响
影响刨花质量的因素很多,本文首先对不同木材温度和底刀刃角对刨花性质的影响进行研究。试验设计如表2中试验一所示,步骤如下:
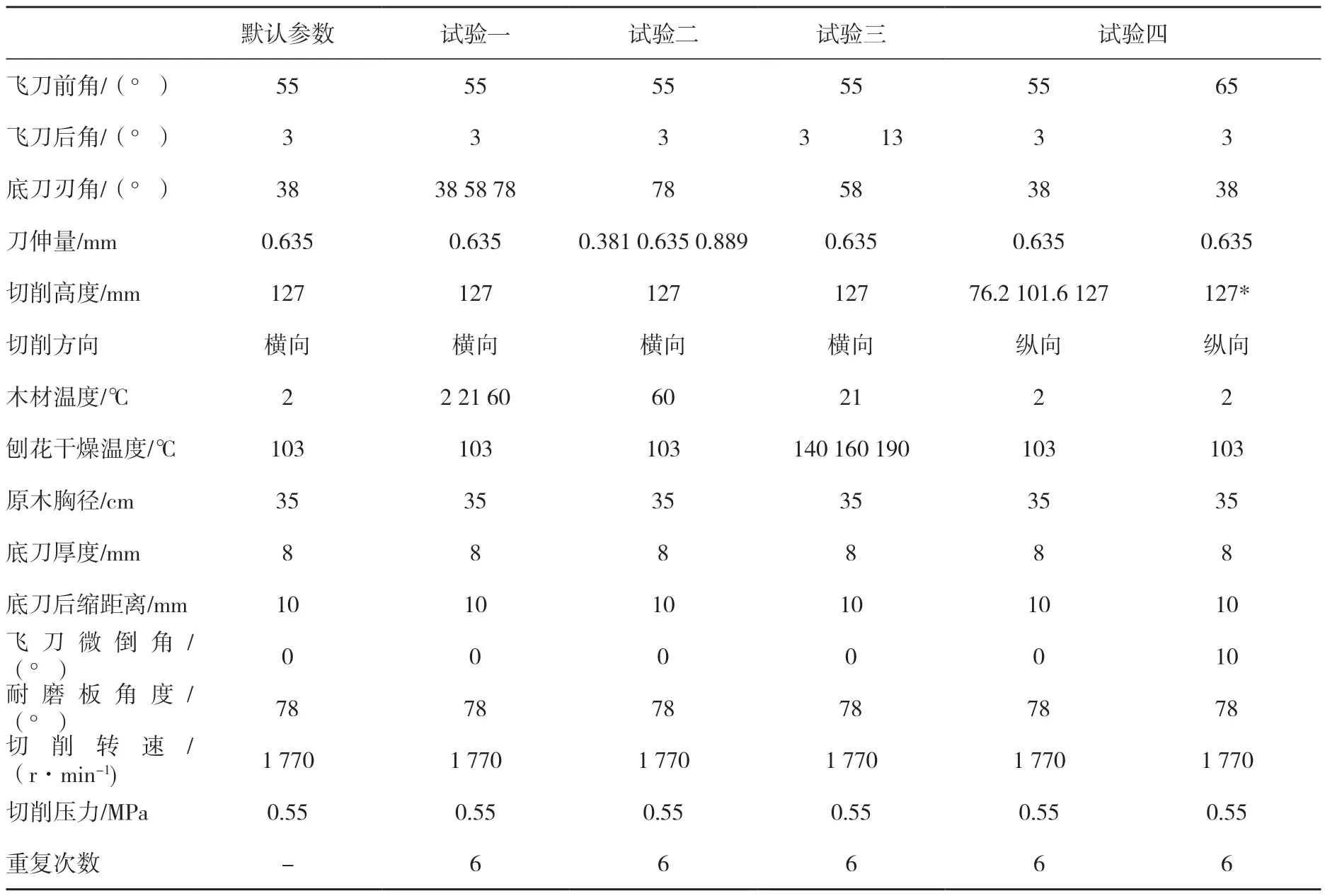
表2 试验设计及参数Tab.2 Experimental design and parameters
木材试样准备;按表2中试验一参数设置圆盘式刨花机对木材样本进行横向切削;采用两因子三水平进行试验,将木材温度分别设置为2、21 ℃和60 ℃,底刀刃角分别设置为38°、58°和78°,共9组,并重复6次;用万用表记录切削过程中平均电流以确定能量消耗;在103 ℃烘箱中对切削后的刨花干燥24 h;然后将刨花置于室内,在相对湿度为60%、温度为20 ℃环境下进行24 h平衡含水率。随后进行刨花质量测定。
1.4.2 飞刀刀伸量/刨花厚度设定对横向切削刨花质量的影响
刨花厚度会影响定向刨花板的板面粗糙度,并且随着刨花厚度的增加,刨花板厚度膨胀率增大,强度明显下降。通过调整圆盘式刨花机中飞刀的刀伸量控制刨花厚度。刀伸量设定越大,刨花厚度也越大,反之亦然。为了进一步探究不同刨花厚度设定对刨花性能的影响,进行表2中试验二,飞刀的刀伸量分别设置为0.381、0.635 mm和0.889 mm,采用78°的底刀刃角横向切削60 ℃的木材。最后进行刨花质量测定。
1.4.3 刨花干燥温度及飞刀后角对横向切削刨花质量的影响
试验参数如表2中试验三所示,设置两种不同的飞刀后角(3°和13°),飞刀刃角为32°,底刀刃角为58°,横向切削21 ℃的木材。分别设置链带式刨花干燥炉的干燥温度为140、160 ℃和190 ℃,对刨花进行干燥,随后进行刨花质量测定。
1.4.4 纵向切削对刨花的影响
纵向切削可从根本上减少刨花卷曲。研究表明,飞刀的切削越接近于纵向切削,刨花表面木材纤维撕裂的情况越少。刨花沿飞刀的前刀面运动时,由于刨花的纤维方向与切割方向保持一致,可减少刨花在纤维方向上的剪切,同时研究表明过长的刨花极容易卷曲[26-28]。
因此在试验中,通过设置不同的初始刨花长度和刀伸量、飞刀刃角、飞刀前角、飞刀微倒角切削刨花,并综合评估纵向切削对刨花质量的影响。试验参数如表2中试验四所示,采用纵向切削方式,原木切削高度分别设置为76.2、101.6 mm和127.0 mm用以控制刨花的长度。并单独设置具有65°前角和10°微倒角的飞刀作为对照。最后进行刨花质量测定。
2 结果与分析
2.1 木材温度和底刀刃角对横向切削刨花的影响
2.1.1 对切削刨花尺寸的影响
木材温度和底刀刃角对横向切削刨花长度分布的影响如图4、5、6 所示。当底刀刃角为38°时(图4),刨花的整体分布趋势呈现1~5 级刨花占比缓慢升高,6 级刨花占比急剧升高。随着木材温度的增加,在1~4级小尺寸刨花的占比中,21 ℃占比最大;5 级刨花随温度升高占比降低;6 级大尺寸刨花分布占比总趋势是随木材温度升高而增加,木材温度可以提高切削后大尺寸刨花的占比。
定义5(访问请求(IR))用户a和用户b是好友,用户b请求访问用户a发布的消息,我们用如下三元组来表示:irba=(b,m,a)。
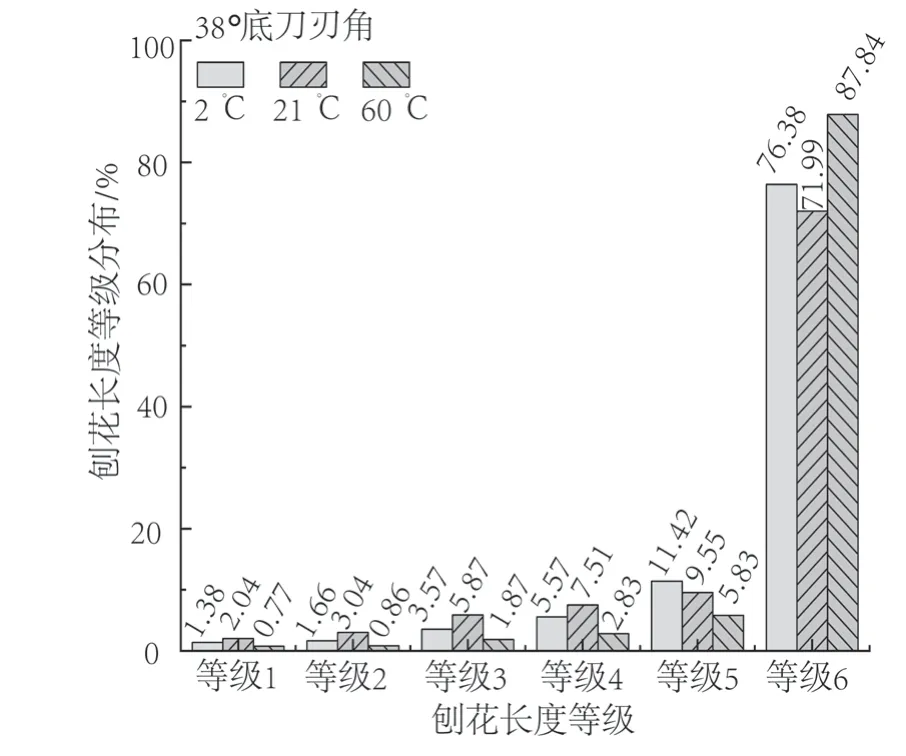
图4 木材温度对横向切削刨花长度分布的影响(38° 底刀刃角)Fig.4 The effect of wood temperature on tangential flaking wood strands length distribution(with a counter knife angle of 38°)
当底刀刃角为58°时(图5),刨花的整体分布趋势仍呈现1~5 级刨花占比缓慢升高,6 级刨花占比急速升高。随着木材温度从2 ℃增加到60 ℃,1~5 级的小尺寸刨花占比不断降低,6 级大尺寸刨花随温度升高占比升高趋势明显。
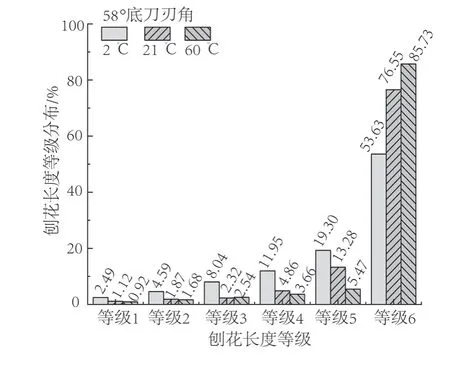
图5 木材温度对横向切削刨花长度分布的影响(58° 底刀刃角)Fig.5 The effect of wood temperature on tangential flaking wood strands length distribution(with a counter knife angle of 58°)
由图6 可知,当底刀刃角为78°时,随着木材温度从2 ℃增加到60 ℃,1~3 级的小尺寸刨花占比不断降低,4~6 级刨花随温度升高而升高的趋势明显,特别是6 级刨花。
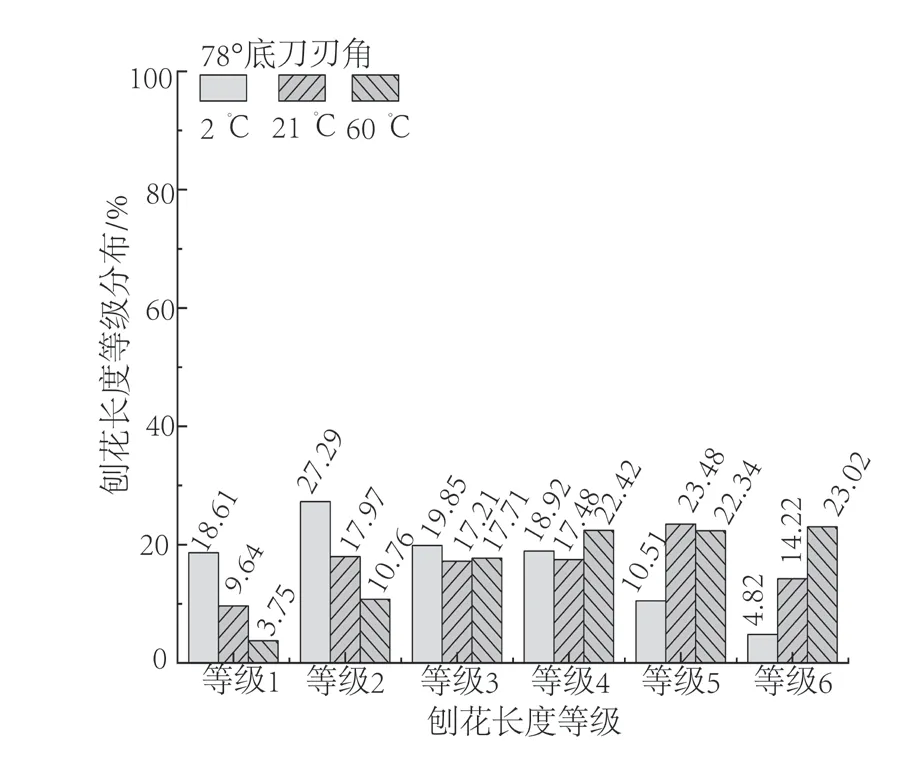
图6 木材温度对横向切削刨花长度分布的影响(78° 底刀刃角)Fig.6 The effect of wood temperature on tangential flaking wood strands length distribution(with a counter knife angle of 78°)
对比图4~6 可以发现,底刀刃角是改变不同级别刨花占比的主要因素,特别是对降低6 级刨花占比具有显著影响。控制木材温度也可以改变不同级别刨花的占比。
对已有数据采用响应面法进行多元二次回归拟合分析,结果如表3 所示。为便于讨论,表中列出了各因素对各级刨花占比影响的显著系数(p-值)。
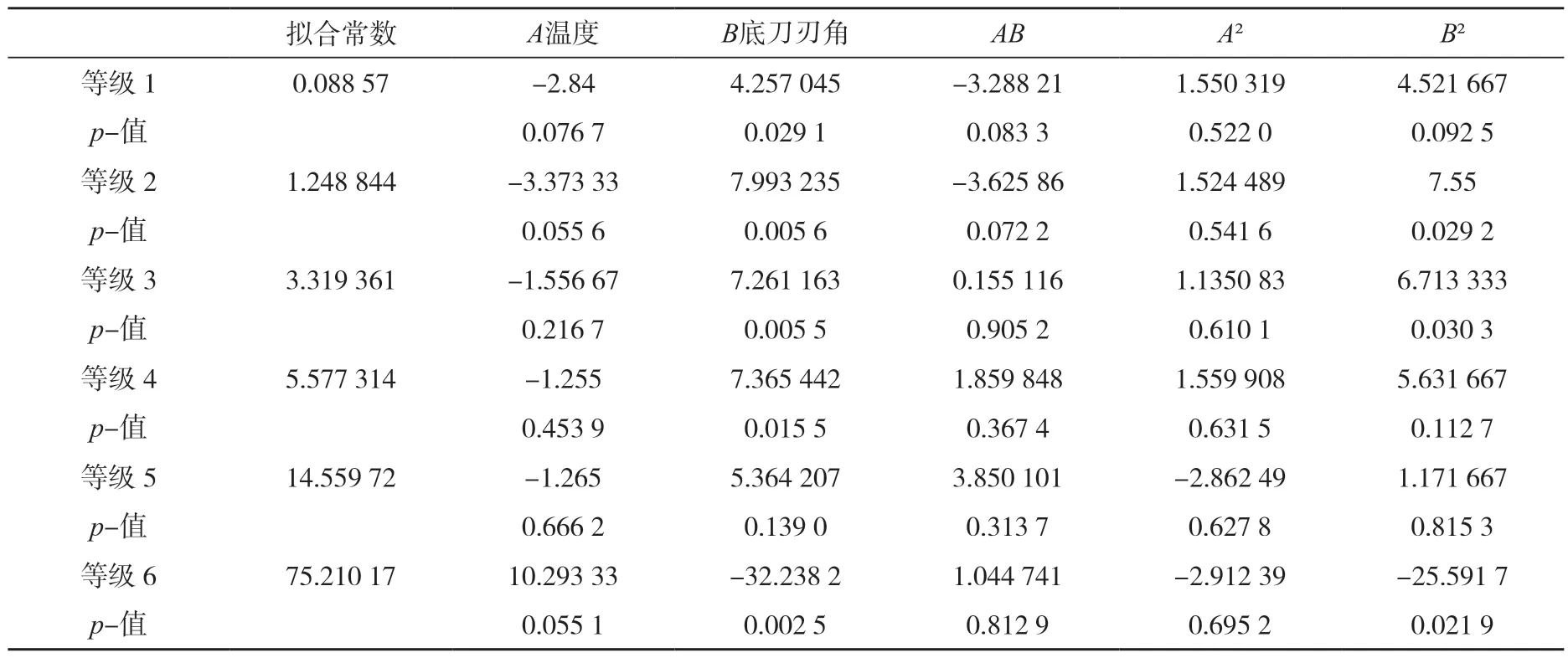
表3 刨花等级分布响应面回归模型拟合相关系数表Tab.3 Response surface regression model fitting correlation coefficient table for the distribution of strand grades
从表3 中可以看出,在0.05 的显著系数条件下,一次项底刀刃角(B)对得到的1~4 级和6 级刨花的占比影响显著,B2对2、3、6 级刨花的占比也具有极显著的影响,其他因素影响不显著,说明刨花的长度分布占比主要受底刀刃角的影响。从各级刨花的拟合常数变化趋势看,随着刨花尺寸的增加,拟合常数逐渐增加,说明越来越多的未被考虑到的因素决定着刨花尺寸的变化,对此有待进一步的研究。
由表3 可知,底刀刃角(B)对1~5 级刨花占比的作用为正,而对6 级刨花占比的作用为负。说明随着底刀角度的加大,小尺寸刨花(1~5 级)会增加,最大等级的刨花(6 级)会减小。而温度对于刨花的分布占比正好相反。
虽然在0.05 的显著系数条件下,温度(A)及其平方项(A2)对于各个等级刨花的占比分布影响均不显著。此外,对试验一的切削参数进行响应面最佳条件计算。结果表明,当木材温度为53.47 ℃,底刀刃角为46.71°时,可获得最少的1 级刨花占比以及最多的6 级刨花占比(91.02%)。
木材温度和底刀刃角对横向切削刨花抗拉强度的影响见图7。由图可见,整体上刨花的抗拉强度随着木材温度的升高而增加,随底刀刃角的变化和木材加工温度的变化而变化。在2 ℃和21 ℃时,使用58°底刀刃角可获得抗拉强度最高的刨花;而在60 ℃时,78°底刀刃角获得刨花的抗拉强度最高。
由表4 响应面回归模型拟合相关系数表可知,一次项A和二次项B2对刨花的抗拉强度影响显著,并且A的影响作用大于二次项底刀刃角B2,而其他因素影响不显著。例如,2 ℃的木材切削后获得的刨花抗拉强度最低,60℃的木材产生的刨花抗拉强度最高。切削2 ℃和21 ℃的原木时,使用58°底刀刃角产生的刨花抗拉强度最高,与同温度下38°底刀刃角相比,获得刨花的强度提升了54.93%。此外,使用78°底刀刃角切削60 ℃原木获得的刨花具有最高的抗拉强度,而在相同底刀刃角时,切削2 ℃的原木获得的刨花强度最低。
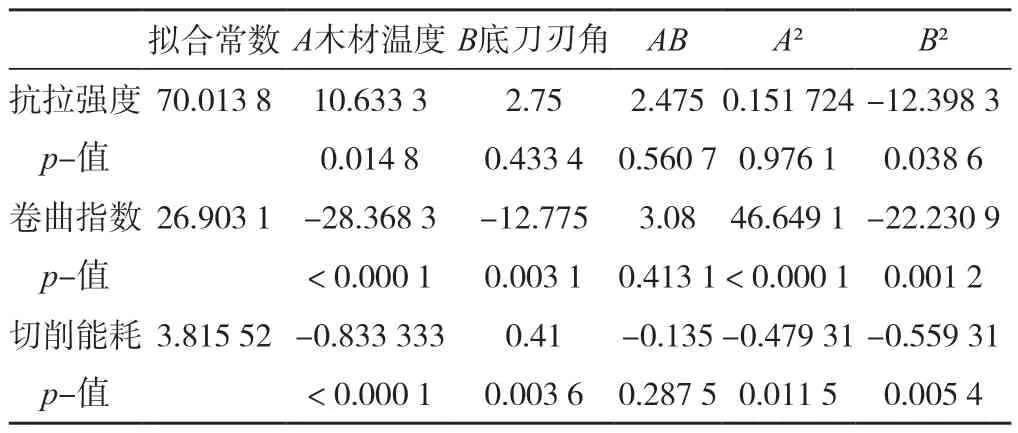
表4 刨花抗拉强度、卷曲指数以及切削能耗响应面回归模型拟合相关系数表Tab.4 Correlation coefficient table of response surface regression model fitting for tensile strength, curl index and cutting energy consumption of flakes
如前所述,横向切削时木材纤维不是平移剪切分离,而是边剪切边滚动,形成“滚动”剪切[4],造成刨花表面的破坏。显然低温不利于各种应力在木材中的分布,会导致“滚动”剪切对刨花的破坏,从而降低刨花拉伸强度,而当高温时,情况则正好相反。
2.1.3 对切削刨花卷曲指数的影响
木材干燥温度和底刀刃角对横向切削刨花卷曲指数的影响如图8 所示。由图可知,整体而言,使用2 ℃的原木在切削时产生了最大的刨花卷曲指数。当木材温度升高,刨花卷曲指数降低。而当温度增至60 ℃时,刨花卷曲指数升高。使用78°的底刀角度产生的刨花卷曲指数在各个温度均为最小。与图2~4 对比不难发现,78°的底刀产生的刨花卷曲指数为最小。在木材温度60 ℃时,刨花卷曲指数为5.05(图8),1 级小刨花的长度分布占比为3.75%(图6),而此时的刨花抗拉强度为最高(图5)。因此,提高木材温度和使用大角度底刀刃角的刨花切削方法值得进一步研究。
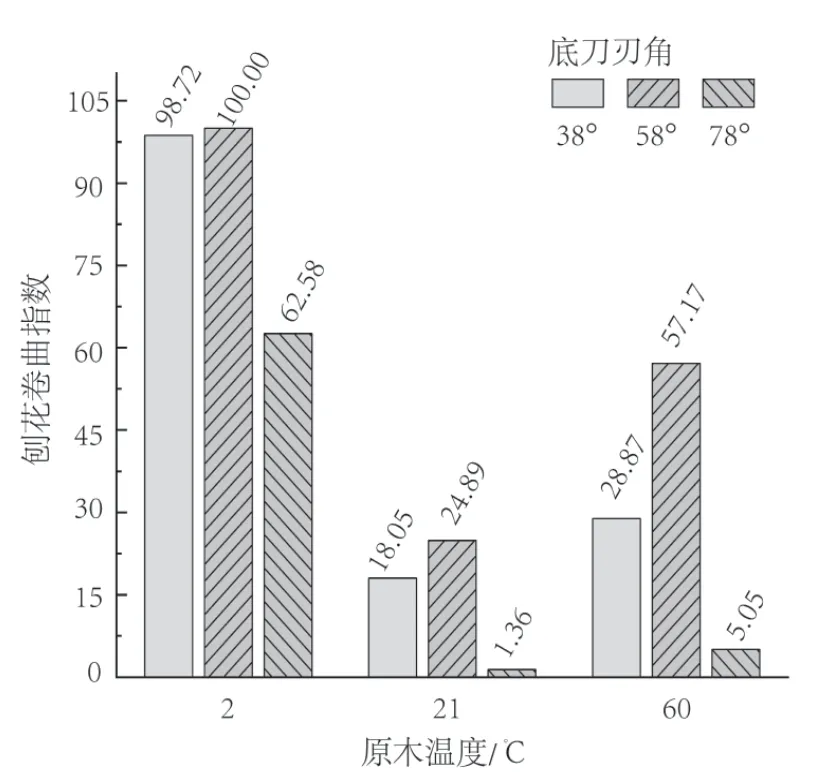
图8 木材温度和底刀刃角对横向切削刨花卷曲指数的影响Fig.8 Effects of wood temperature and counter knife angleon tensile strength of tangential flaking wood strands
由表4 可知,对于刨花卷曲指数而言,一次项A(温度)、B(底刀刃角)及二次项A2,B2均对刨花的卷曲指数影响显著,而交互项AB则无显著影响。这说明温度和底刀刃角对刨花卷曲指数影响相互独立,木材温度是影响刨花卷曲指数的主要因素。
2.1.4 对切削刨花能耗的影响
木材干燥温度和底刀刃角对横向切削刨花能耗的影响如图9 所示。由图可知,整体上切削能耗随着木材温度的增加而减小。底刀刃角对刨花切削能耗的影响在多数情况下是随底刀刃角的增加而增加,但在2 ℃时例外。此时,58°底刀刃角的切削能耗最大,为4.48 A。
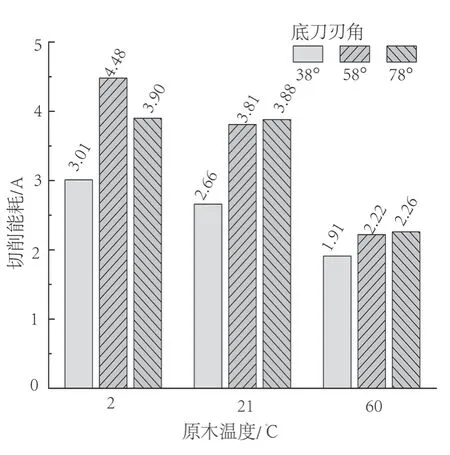
图9 木材温度和底刀刃角对横向切削刨花能耗的影响Fig.9 The effects of wood temperature and counter knife angle on energy consumption of tangential flaking wood strands
由表4 可知,对于刨花切削能耗而言,一次项A,B,以及二次项A2,B2均对刨花切削能耗影响极显著,而交互项AB则无显著影响。这意味木材温度是影响刨花切削能量消耗的主要因素,其中木材温度和底刀刃角对刨花切削能量消耗的影响相互独立。提高木材温度可以有效降低刨花切削能量消耗,增加底刀刃角会增加刨花切削能量消耗。
通过响应面法,对试验二的切削参数进行优化。在试验二的条件下,设置木材温度为47.97 ℃,底刀刃角为63.17°,其切削能耗最小(3.03 A),获得的刨花卷曲指数最小(10.45),同时刨花的抗拉强度最大(79.28 MPa)。
2.2 刀伸量对横向切削刨花的影响
由图10 可见,使用默认切削参数的刀伸量0.635 mm和增大刀伸量为0.889 mm产生的刨花尺寸分布趋势较为相似,刨花长度等级在3 以上的总数在60%以上。刀伸量为0.889 mm时,产生的刨花长度等级为6 的占比较使用默认刀伸量降低了24.85%。减小刀伸量为0.381 mm时产生的刨花分布,1~5 级刨花占比呈缓慢升高,6 级刨花占比急速升高。其中,等级为1 的小尺寸刨花数量最少,为3%;等级为6 的长刨花数量最多,较使用默认刀伸量提升了160.94%。从降低小刨花占比而言,使用最小的刀伸量(0.381 mm)产生的刨花长度分布最为理想。
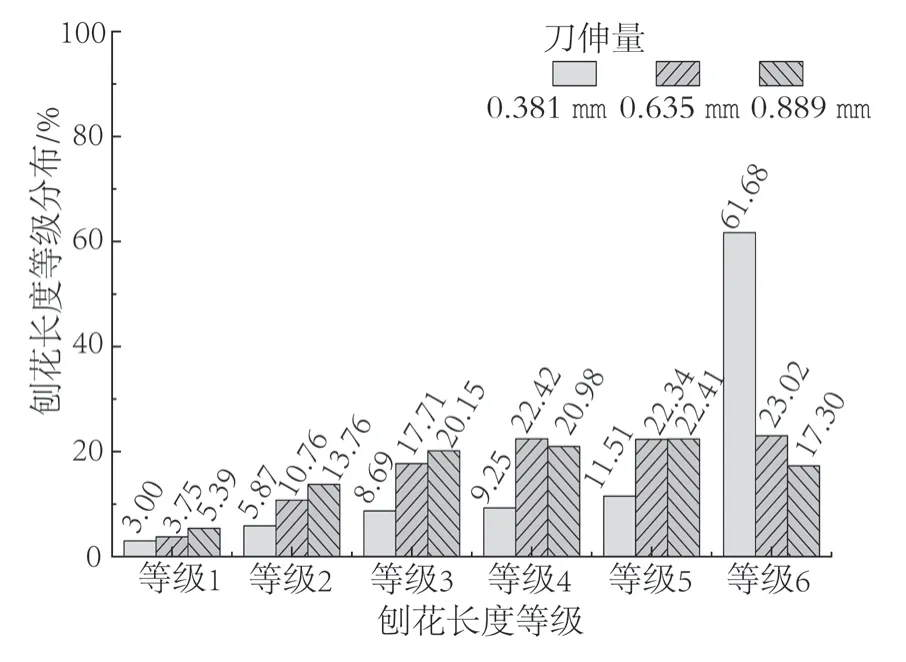
图10 刀伸量对横向切削刨花长度分布的影响Fig.10 The effect of knife projection on the strands length distribution of tangential flaking
刀伸量对横向切削刨花的抗拉强度、卷曲指数和切削能耗的影响如图11~13 所示。由图11 可知,使用78°的底刀刃角,随着刀伸量的增加,刨花的厚度增加,刨花抗拉强度先增大后减小。当刀伸量为0.635 mm时,抗拉强度最大为80.2 MPa,而刀伸量为0.381 mm时的抗拉强度最小,为73.8 MPa。由图12 可知,刀伸量最大时(0.889 mm),获得的刨花卷曲指数最小。然而,刀伸量对切削刨花时的能量消耗也有明显影响。由图13可知,与其他两个刀伸量相比,刀伸量为0.635 mm时切削能耗最低,为2.26 A。而此刀伸量下切削的刨花拉伸强度却为最高(80.2 MPa)。
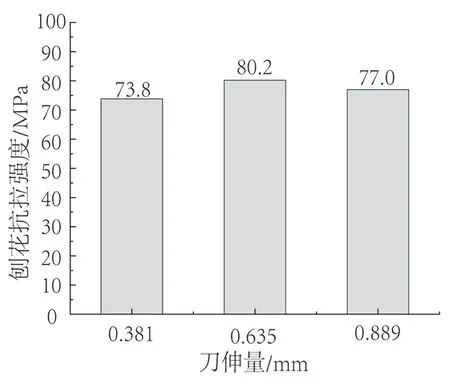
图11 刀伸量对横向切削刨花抗拉强度的影响Fig.11 The effect of knife projection on the strands tensile strength of tangential flaking
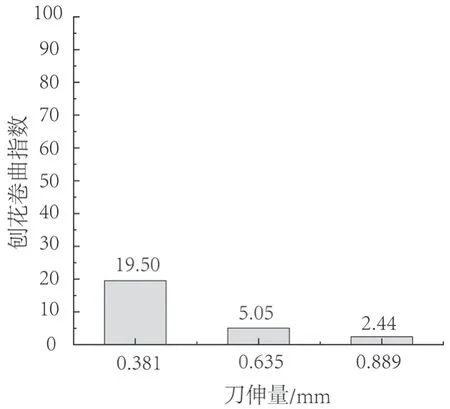
图12 刀伸量对横向切削刨花卷曲指数的影响Fig.12 The effect of knife projection on the strands curling index of tangential flaking
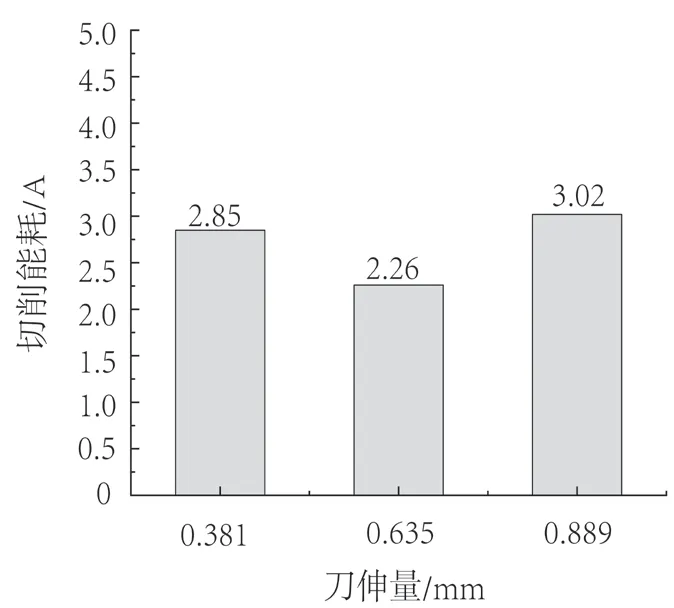
图13 刀伸量对横向切削刨花切削能耗的影响Fig.13 The effect of knife projection on the energy consumption of tangential flaking strands
2.3 刨花干燥温度和飞刀后角对横向切削的刨花卷曲指数的影响
如图14所示,使用默认的3°飞刀后角切削的刨花,随着刨花干燥温度的增加,其卷曲指数持续增加。103℃时,刨花卷曲指数最小,为24.89;190 ℃的刨花卷曲指数最大,为96.3,增幅达286.90%。使用13°飞刀后角切削时,随着刨花干燥温度的增加,刨花卷曲指数先增大后减小。114 ℃时,卷曲指数最小,为69;160 ℃时最大,为158.9。其原因可能在于切削层木材和切削平面以下的木材在刀具作用下发生弹塑性变形[10],更大的飞刀后角,在增加切削刃锋利性的同时,减小了后刀面的摩擦与磨损,从而降低了切削力[29],这可能共同导致更为严重的刨花卷曲。整体上,随着飞刀后角的增加,13°飞刀后角产生的刨花卷曲指数均高于3°。
2.4 原木切削高度对纵向切削刨花的影响
由图15(图中127 mm-H为横向切削,且木材高度为127 mm)可见,纵向切削的刨花分布趋势与横向切削分布趋势一致,仍为1~5级刨花占比缓慢升高,6级刨花占比急剧升高。随着木材切削高度从127 mm减小至76.2 mm,3~5级刨花的占比随之增加,6级大尺寸刨花的占比随之减小,1~2级刨花的变化并不明显(图15)。这是因为盘式刨花机纵向切削时通过割断刀之间的距离控制刨花的宽度,因此刨花分布趋势趋于一致。对比图15中的127 mm与127 mm-H,横向切削时,等级为1~5的刨花占比高于纵向切削,而6级刨花的占比低于纵向切削。因此,为保证一定量的6级长刨花,可以考虑用纵向切削刨花。
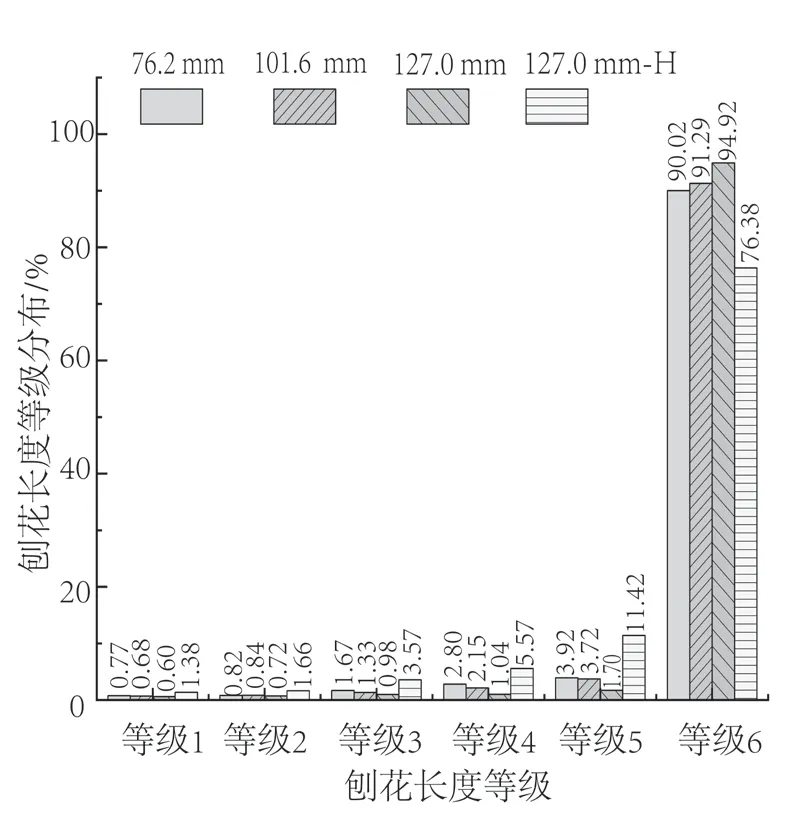
图15 原木切削高度对纵向切削刨花长度分布等级的影响Fig.15 The effect of flaking height on the strands length distribution of longitudinal flaking
切削高度对纵向切削刨花的卷曲指数、抗拉强度、切削能耗的影响如图16所示。其中,127 mm-H为横向切削,而127* mm采用具有10°微倒角65°飞刀前角的飞刀。由图16可知,在纵向切削时,随着切削高度从127 mm降低至76.2 mm,刨花的切削能耗先增加后减小,而刨花的抗拉强度则先减小后增加,刨花的卷曲指数随之减小。切削高度为101.6 mm时,切削能耗最高且刨花抗拉强度最低。此时的切削高度对于刨花的卷曲指数和抗拉强度具有明显的影响。相比而言,127* mm的切削能耗高于127 mm,而刨花卷曲指数和刨花抗拉强度均小于127 mm。这是因为较原来0°的飞刀微倒角相比,微倒角的增加使得刀具与刨花之间的接触面积增加,从而导致飞刀和刨花以及原木之间的摩擦增加,进而增加了切削能量的消耗。
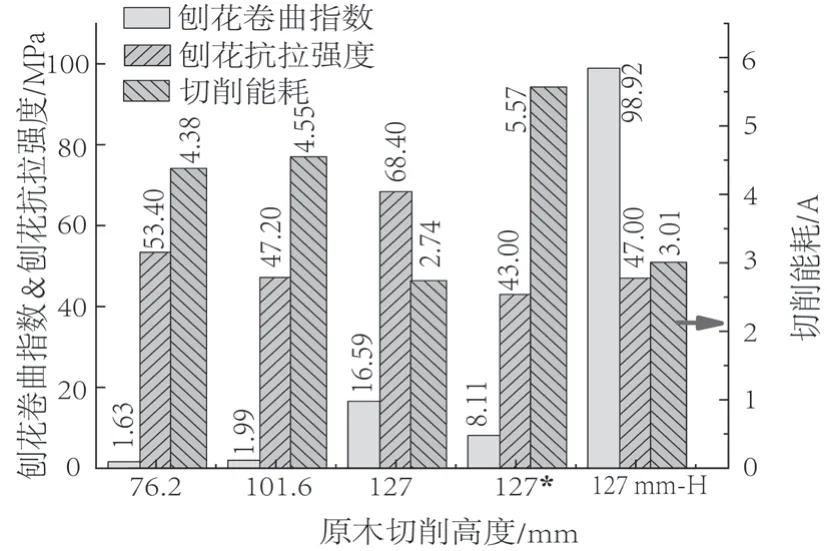
图16 原木切削高度对刨花卷曲指数、抗拉强度以及切削能耗的影响Fig.16 The effect of flaking height on strands curling index, tensile strength and energy consumption
比较127 mm与127 mm-H可以看出,两种切削方式的切削能耗变化不明显,而纵向切削时的刨花卷曲指数明显降低,并且刨花抗拉强度明显增加,说明纵向切削可获得更高强度及更低卷曲的刨花。
3 结论
3.1 横向切削
横向切削时,刨花的切削能耗、刨花抗拉强度和刨花卷曲指数主要受木材温度的影响,随着木材温度的增加,刨花的切削能耗、刨花卷曲指数显著降低,刨花抗拉强度显著增加。此外刨花的长度分布受底刀刃角的影响,随着底刀刃角的增加,刨花长度等级为6 的占比相对减小。刨花的卷曲指数则随着底刀刃角的增加随之减小,随着刨花干燥温度和飞刀后角的增加而增加。
3.2 纵向切削
较横向切削而言,纵向切削能以较低的切削能耗获得较高的刨花抗拉强度,并且随着刨花的切削高度的降低刨花的卷曲指数随之降低。纵向切削时,刨花的长度分布受飞刀刀伸量的影响,随着刀伸量的增加,刨花长度等级为1~5 的占比增加,等级为6 的占比减小。相比横向切削,纵向切削具有较小的1~5 长度等级占比和较高的6 长度等级占比。改变切削时的飞刀刃角从55°增至65°,刨花卷曲指数有所降低,但会导致刨花抗拉强度的降低及切削能耗的增加。
综上所述,使用圆盘式刨花机切削黄桦木刨花时,增大木材温度,并使用纵向切削可获得更好的刨花长度分布,更少占比的1~5 级刨花和较大占比的6 级刨花,并且刨花的抗拉强度高于横向切削,同时刨花的切削能耗和卷曲指数均小于横向切削。