封头开孔接管结构消应热处理工装设计及优化
2023-12-19郑博涛
郑博涛
(营口瀚卡检测技术开发有限公司,辽宁 营口 115005)
随着石油化工行业的发展与技术的不断成熟,石化设备正朝着大型化方向发展[1-4]。压力容器封头作为主要受压元件,其质量是否满足使用要求至关重要,国家标准严格规定了封头的设计制造和检验要求。使用正火板材制造封头时通常采用冷旋的方式成型,这样不会破坏板材的供货状态,但在标准HG/T 20584—2011中明确要求了碳钢、低合金钢冷成型制造封头后,为改善残余应力等不利影响,须对成型后的封头进行消应热处理[5-7]。大型封头由于板幅限制,需由几块板材拼焊制成,在热处理时如果变形量过大,则会影响焊接接头的质量,因此需用支撑工装来减小热处理时封头的形变量,来保证封头整体的使用性能[8]。本文采用三维软件建模和有限元方法,对封头消应热处理过程模拟计算,得到封头应变图解,并设计一套经济、有效的控制开孔接管结构的封头消应热处理形变的工装,为大型压力容器封头热处理防形变工装的设计提供了参考。
1 开孔接管封头规格及消应热处理工艺要求
开孔接管封头见图1,封头规格为EHA2000×12,接管规格为φ219×10,材质为Q345R,封头执行标准 GB/T 25198—2010,Q345R板材执行标准GB/T 713—2014。封头与接管均用板材冷成型的方式制造,根据标准GB/T 150—2011要求,需要对成型后的开孔接管封头进行消应热处理,封头制造厂家给出的冷成型封头钢板下料尺寸为φ2490,此封头需分瓣制造,并且先焊接后成型,因此热处理时需要控制封头的形变量来保证焊接拼缝的质量。

图1 开孔接管封头三维模型
采用的消应热处理工艺要求如下:1)进炉时炉内温度不得高于400 ℃;2)焊件升温至400 ℃后,加热区升温速度不得超过150 ℃/h (5500/δPWHT℃/h),一般情况下不低于55 ℃/h;3)升温时,加热区内的温差不大于140 ℃;4)保温时,加热区内最高与最低温度之差不宜超过80 ℃;5)升温及保温时应控制加热区气氛,防止焊件表面过度氧化;6)炉温高于400 ℃时,加热区降温速度不得超过180 ℃; 7)焊件出炉时,炉温不得高于400 ℃,出炉后应在静止空气中继续冷却。
2 开孔接管封头消应热处理有限元模拟
2.1 无工装时开孔接管封头热处理形变量仿真
为了探究不同规格工装对开孔接管封头热处理形变量的影响,需对无工装时开孔接管封头热处理形变量进行分析[9],得到形变量数值。图2为无工装时开孔接管封头单元网格划分形式,共有32963个节点和18994个单元,选取接管与封头连接部位为固定边界条件,对封头施加温度载荷,无工装时开孔接管封头热处理最大形变量及位置见图3,最大形变量为3.614 mm。

图2 无工装时开孔接管封头单元网格划分

图3 无工装时开孔接管封头热处理形变量分布图
2.2 加工装后开孔接管封头热处理形变量仿真
工装结构组成见图4,其中支撑杆和支撑柱材质为Q235B、支撑板材质为Q345R。为了探究不同数量和规格的工装对开孔接管封头热处理形变量的影响,用不同数量和规格的支撑工装进行热处理模拟仿真。

图4 工装组成
2.2.1相同规格、不同数量的支撑杆工装
分别用6根、8根和10根φ60支撑杆和相同规格的φ150支撑柱与12 mm厚度的支撑板工装模拟开孔接管封头热处理形变量。图5为6根支撑杆工装开孔接管封头模型,通过对模型赋予材质、施加固定约束和温度载荷后,其形变量分布见图6。由图6可知,最大形变量位于两个支撑杆的中间位置,可以观察到开孔接管封头的最大形变量位置与数值,比无工装时形变量减少了1.331 mm,大大降低了开孔接管封头热处理时的形变量。

图6 6根支撑杆工装开孔接管封头热处理形变量分布图
图7为8根支撑杆工装开孔接管封头模型,施加相同的固定约束和温度载荷后,其形变量分布见图8。由图8可知,开孔接管封头的最大形变量位置比6根支撑杆工装时减少了0.259 mm。

图7 8根支撑杆工装开孔接管封头模型

图8 8根支撑杆工装开孔接管封头热处理形变量分布图
图9为10根支撑杆工装开孔接管封头模型,施加相同的固定约束和温度载荷后,其形变量分布见图10。开孔接管封头的最大形变量比8根支撑杆工装时减少了0.029 mm,改善效果明显降低。
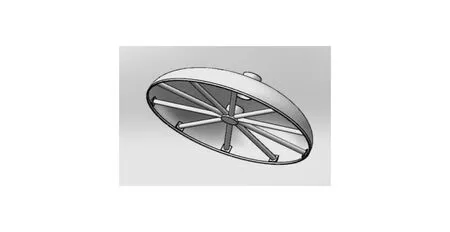
图9 10根支撑杆工装开孔接管封头模型

图10 10根支撑杆工装开孔接管封头热处理形变量分布图
由图6、图8和图10可知,当支撑柱、支撑板和支撑杆规格相同时,支撑杆的数量越多,工装防形变效果越好。经过分析最大形变量数值可知,布置8根支撑杆工装的开孔接管封头形变量为2.024 mm,虽然比布置10根支撑杆工装的形变量要大,但从使用性能和经济角度上考虑,其性价比是最高的。因此开孔接管封头选用8根支撑杆的工装较为合适。
2.2.2相同数量、不同规格的支撑杆工装
采用8根支撑杆的工装开孔接管封头模型,分别选用φ48和φ89规格的支撑杆工装模拟开孔接管封头热处理时的形变量,见图11和图12。由图11可知,φ48规格的8根支撑杆工装开孔接管封头的最大形变量为2.094 mm,相比于φ60规格的8根支撑杆工装时的形变量多0.07 mm。由图12可知,φ89规格的8根支撑杆工装开孔接管封头的最大形变量为2.008 mm,相比于φ60规格的8根支撑杆工装时的形变量小0.086 mm。
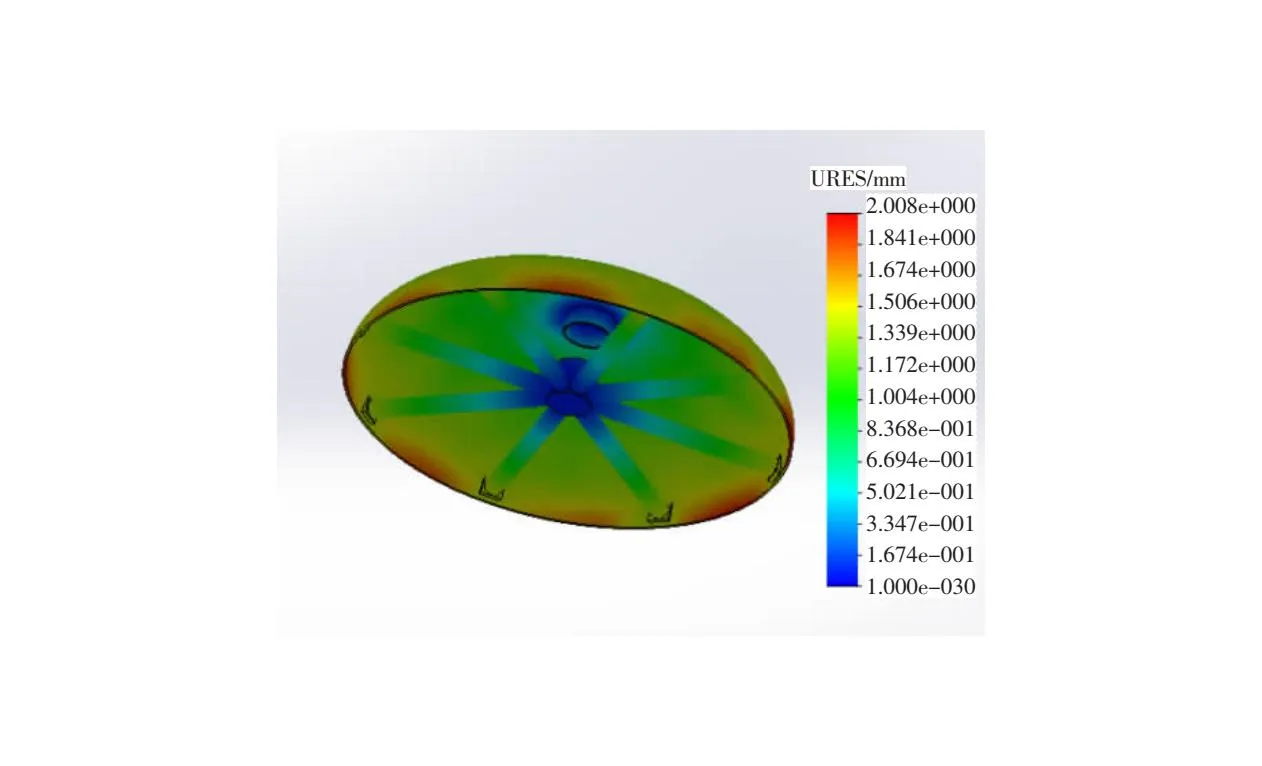
图12 φ89规格的8根支撑杆工装开孔接管封头热处理形变量分布图
对比图8、图11和图12可知,不同规格的8根支撑杆工装时的形变量差仅为0.086 mm。从满足形变量要求和经济角度上考虑,φ48规格的8根支撑杆工装的性价比最高。因此选用φ48规格的8根支撑杆作为开孔接管封头的工装组成部分。
2.2.3不同尺寸支撑板
采用φ48规格的8根支撑杆、不同尺寸支撑板工装模拟开孔接管封头热处理形变量,见图13。表1为不同尺寸支撑板下开孔接管封头热处理的最大形变量。由图13可知,支撑板尺寸的变化对开孔接管封头热处理形变量的影响不大。因此为了节省材料,降低制造成本,选用100 mm×100 mm支撑板。

表1 不同尺寸支撑板下开孔接管封头最大形变量
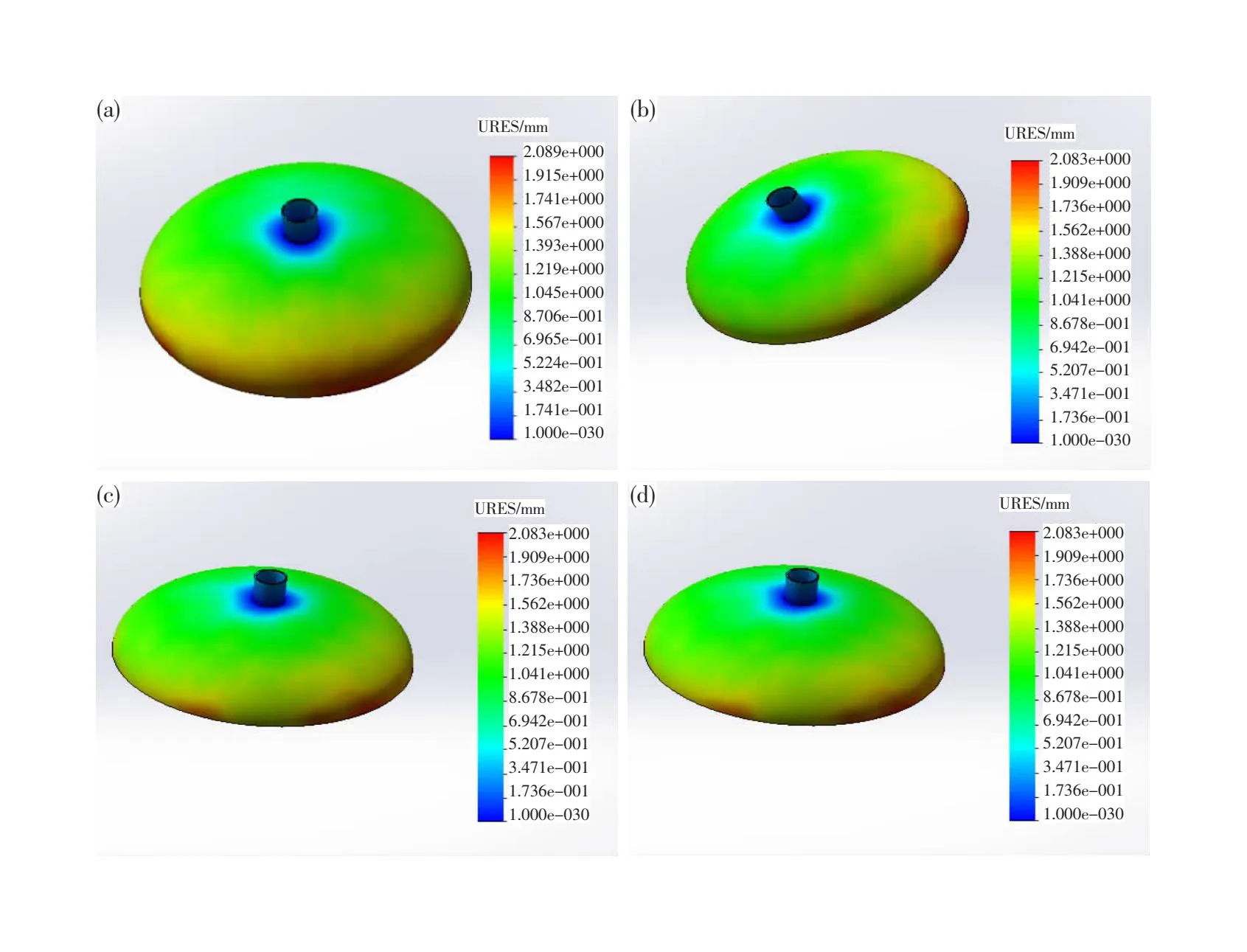
(a)A=125 mm;(b)A=150 mm;(c)A=175 mm;(d)A=200 mm
综上所述,对于封头规格为EHA2000×12、接管规格为φ219×10的开孔接管封头,最优的减小消应热处理形变的工装为布置φ48规格的8根支撑杆,其支撑板尺寸为100 mm×100 mm。
3 结论
1)基于有限元分析,模拟了开孔接管封头无工装和布置各种规格工装时的热处理形变量分布图,验证了工装能够明显降低开孔接管封头热处理的最大形变量,同时发现开孔接管封头最大形变量位于两个支撑杆的中间位置。
2)随着支撑杆的数量增加,开孔接管封头热处理形变量不断减少。
3)随着支撑杆规格的增大,开孔接管封头热处理形变量不断减少,但形变量减小效果不如增加支撑杆数量明显。
4)随着支撑板尺寸的增大,开孔接管封头热处理形变量先降低后基本保持不变。
5)对于封头规格为EHA2000×12、接管规格为φ219×10的开孔接管封头,最优的减小消应热处理形变的工装为布置φ48规格的8根支撑杆,其支撑板尺寸为100 mm×100 mm。