整张棉专用4.40 dtex硅整理中空短纤维的开发与性能研究
2023-10-18吴慧,王伟,姚翔,吴亮
吴 慧,王 伟,姚 翔,吴 亮
(中国石化仪征化纤有限责任公司,江苏仪征 211900)
三维立体卷曲PET中空短纤维是一种差别化纤维,因为具有永久性的三维立体卷曲,优良的蓬松性能、压缩回弹性能,柔软的手感,优异的保温保暖性能以及质轻不发霉等优点受到广大用户的喜爱,广泛用于床上用品、人造毛皮、软体玩具的填充,也可用于生产高档无纺布、仿羽绒、喷胶棉等[1-2]。
PET中空短纤维的生产方法主要有两种,一种为双组分复合纺丝法,另外一种为单组分非对称冷却纺丝法。双组分复合纺丝法,不同性能的A、B两种原料按照一定的比例,经过双螺杆挤出机,再通过复合喷丝板进行熔融纺丝,获得的纤维由于两种组分在截面径向上存在不同的收缩率,从而形成三维螺旋卷曲。单组分非对称冷却纺丝法,单一组分原料经过喷丝板,初生纤维在高速低温气流下进行强制性非对称冷却,初生纤维迎风向冷却固化快、背风向冷却固化慢,初生纤维迎风向比背风向具有更多应力、取向度高,从而形成三维螺旋卷曲效果[3-7]。
对于硅整理PET中空短纤维而言,纤维纤度越小,纤维的柔软性和滑爽性能越优,但是其蓬松性能相对偏弱;纤维纤度越大,纤维的蓬松性能和压缩回弹性能越好,但是其柔软性略差、滑爽性能略差。
为了提高用户的满意度和PET中空短纤维的市场占有率,笔者开发整张棉专用4.40 dtex硅整理纤维,以制备具有较优的滑爽性能和柔软性能,兼具较好蓬松和压缩回弹性能的纤维。
1 试 验
1.1 原料
熔体,特性黏度为(0.682±0.010)dL/g,中国石化仪征化纤有限公司;双组分有机硅整理剂:组分A为YC152A,组分B为YC152B,扬州鸿诚新材料有限公司。
1.2 仪器设备
纺丝机,HV452型,中国恒天重工股份有限公司;后处理联合机,LHV902型,中国恒天重工股份有限公司;松弛定型机,ZHV733型,中国恒天重工股份有限公司;卷曲弹性仪,YG362A型,常州新纺检测仪器设备有限公司;纤维比电阻仪,YG321型,温州际高检测仪器有限公司;单纤维强伸度仪,XQ-1A型,东华大学。
1.3 4.40 dtex硅整理中空短纤维的生产
前纺:PET熔体经聚酯、纺丝交接点以一定压力,进入纺丝装置熔体管道,经增压泵(BP)送往熔体过滤器(PFL),每条生产线设有两台熔体过滤器交替使用,当过滤器的进出口压差达到工艺规定值时进行切换。滤除杂质后的熔体经冷却型静态混合器(ST-MX)均匀化后送到纺丝箱体(SPB)。PET熔体经冷冻阀、计量泵(GP)进入纺丝组件(NZ),熔体经组件内的过滤砂和过滤网除去杂质后,从喷丝板细孔中挤出,在环吹风的冷却及卷绕拉伸张力的作用下逐渐变细并凝固成形,然后进入往复落丝桶。
后纺:将落丝桶放入集束区,从下导丝架引出的丝束,送到丝束整理装置(CG)经浸油槽(CB槽)浸油后,调整成三束均匀的丝片后依次通过第一牵伸机(DF-1)、牵伸浴槽(DB)、第二牵伸机(DF-2)、蒸汽加热箱(HBX)和紧张热定型机(HR),丝束在第一牵伸机和第二牵伸机间进行水浴牵伸,在第二牵伸机和紧张热定型机间进行蒸汽牵伸。牵伸后的丝束经紧张热定型机定型,叠丝机(TA)上设置的两只上油辊对定型后的丝片进行双面上油(第二油剂)并按平整要求叠成规定宽度的丝片,三片重叠的丝片经过张力机调整丝束张力,确保进入卷曲机的丝束张力平稳,接下来进入蒸汽预热箱(SBX)预热后进入卷曲机(CP),丝束进入切断装置、松弛定型装置、斜链板、平铺机,最后进入打包机。
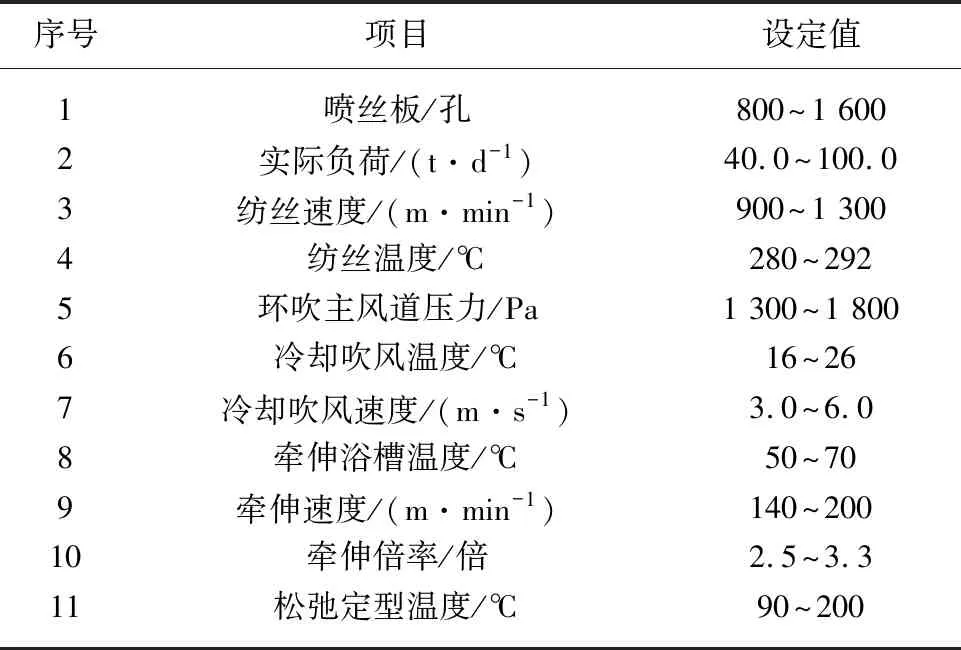
表1 主要工艺参数
1.4 分析测试
倍半伸长率:使用XQ01单纤维等速伸长型强伸度仪,将单根纤维以20 mm的夹持长度、60 mm/min的拉伸速度进行拉伸,拉伸应力为屈服应力1.5倍时所对应的伸长读数即为倍半伸长率。
断面不匀率及破裂丝:按中国石化仪征化纤有限责任公司企业标准Q/SH 307002.23-2017中附件Q/SH307008.4003的规定进行测试。破裂丝的检测通常在检测初生纤维断面不匀率DVC时同时进行。放大倍数400~600,使用带目镜测微尺的显微镜从1 200根初生纤维断面中挑选出截面未完全闭合成型的纤维,并对其进行计数。
蓬松性能:随机取25 g左右试样,经过梳棉机梳理,按照样板面积剪成厚度均匀的4 块正方形(10 cm×10 cm)棉片。静置10 min以上,在4块棉片上加轻负荷压块(60 g),1 min后读取试样块高度;继续在试样上加重负荷压块(500 g),1 min后读取试样块高度;去除所有负荷,静置3 min后,再加压轻负荷(60 g),1 min后测量试样块高度。按下式计算蓬松特性:
式中V1为在轻负载下纤维的蓬松度,cm3/g;V2为在重负载下纤维的蓬松度,cm3/g;h1为轻负载下试样块的高度,cm;h2为重负载下试样块的高度,cm;h3为去除重负载后,60 g轻负载下试样块的高度,cm;G为4块棉片的重量,g;a为棉片的长度,10 cm;b为棉片的宽度,10 cm;E为压缩回弹率,%。
滑爽性能:经过梳棉机梳理的试样与滑爽级数为4.0级的标准样进行手摸比较,若手感与标样一样则滑爽性定为4.0级,若比标样差,则根据实际手感,以0.5级依次递减进行定级。
2 结果与讨论
2.1 环吹冷却工艺对纤维性能影响
本文整张棉专用4.40 dtex硅整理PET中空短纤维采用单“C”喷丝板,单组分中空纤维的冷却方式为非对称冷却。PET熔体从喷丝孔中流出时在出口膨大效应的作用下使之闭合,在高速低温环吹冷却风的作用下形成中空纤维。
环吹风速度是PET中空短纤维纺丝生产过程的重要参数,并且需要定期校验。其它工艺条件不变,考察环吹风速度对初生纤维倍半伸长率、破裂丝、断面不匀率的影响,具体见表2。
从表2中可以看出,随着环吹风速度的提高,初生纤维的倍半伸长率逐渐降低,破裂丝、断面不匀率呈现出先降低后提高的趋势,可纺性先变好后变差。当环吹风速度为4.5 m/s时,初生纤维的破裂丝最少,为15个/1 200根,断面不匀率为1.31%,初生纤维的倍半伸长率为151%,比较适中;纺丝生产过程中运行状态好,无毛丝、并丝。

表2 环吹风速度对纤维成形的影响
当环吹风速度过小时,PET熔体从喷丝孔挤出时冷却不充分,开口处闭合性差,且热量不能被及时移除,在环吹冷却吹风桶内形成涡流场,因此破裂丝多、有弱丝且偶有并丝;初生纤维成形过程中迎风向和背风向风速差异小。
当环吹风速度过高时,由于初生纤维纤度小,且初生纤维丝束在横截面上受到的冲击力大,会造成丝束之间的抖动幅度增加、丝束之间的扰动性加剧、生产稳定性变差,因此形成较多的破裂丝和并丝。PET熔体从喷丝孔中挤出时,迎风向和背风向风速之间差异大,初生纤维截面非对称性加强;初生纤维迎风面具有较高的内应力,且丝束冷却快,内应力无法快速释放,因此纤维的结晶取向度提高,使初生纤维具有较高的三维立体自卷曲的潜在性能。破裂丝数量增加,初生纤维的闭合性能差,后纺生产过程中易缠辊,影响后纺运行,成品纤维疵点含量增加,蓬松性能略有下降,会影响用户使用[4,7]。 环吹风速度选择3.5~5.5 m/s,优选4.5 m/s。
固定环吹风速度4.5 m/s及其它工艺条件,考察环吹风温度对初生纤维的倍半伸长率、破裂丝、断面不匀率、可纺性的影响,具体见表3。

表3 环吹风温度对纤维成形的影响
从表3中可以看出,随着环吹风温度的提高,初生纤维的倍半伸长率逐渐变大,说明初生纤维的可牵伸性能逐渐提高;随着环吹风温度的提高,初生纤维的破裂丝数量呈现出先减少后增加的趋势,初生纤维的断面不匀率也呈现出先减小后增加的趋势,说明环吹风温度过高或者过低对生产均会产生一定的不良影响。破裂丝数量多、断面不匀率过大时,不但会影响初生纤维的可拉伸性能,还降低成品纤维的蓬松性能和压缩回弹性能。这主要是由于初生纤维闭合差,成品纤维易破裂,进而降低成品纤维的蓬松性能和压缩回弹性能。环吹风温度为26 ℃时,初生纤维的破裂丝多达66个/1 200根,断面不匀率为1.53%,纺丝运行过程中弱丝偏多,这主要是由于环吹风温度过高,加剧了PET熔体的出口膨大效应,熔体间隙不能达到有效闭合,因而初生纤维的破裂丝增多、断面不匀率增大[8-10]。
当环吹风温度过低时,喷丝板板面温度下降快,易产生僵丝、注头;同时由于环吹风温度低,从喷丝板挤出的PET熔体迅速冷却,会弱化PET熔体的出口膨大效应,使得初生纤维不能有效闭合,因此破裂丝数量多;且初生纤维的倍半伸长率低,可牵伸性能降低;同时由于迎风向和背风向温差效应不明显,初生纤维截面各向异性差异小,因此三维卷曲性能弱化,成品纤维蓬松性略低。因此整张棉专用4.40硅整理PET中空短纤维环吹风温度控制在18~24 ℃,优选22 ℃。
2.2 牵伸浴槽温度对纤维性能的影响
在中空短纤维的后牵伸处理过程中,需要选择合适的牵伸浴槽温度。纤维的第一次拉伸主要发生在牵伸浴槽中,其作用为促使高聚物大分子链段之间的相对运动,大分子链段沿着纤维轴向进行整齐迁移排列,有利于形成大分子之间的取向[11]。固定环吹风速度4.5 m/s、环吹风温度22 ℃,以及其它工艺条件,考察牵伸浴槽温度对生产运行和成品纤维性能的影响,具体见表4。

表4 牵伸浴槽温度对成品纤维性能的影响
从表4中可以看出,牵伸浴槽温度对生产运行、成品纤维的蓬松性能、压缩回弹性能、滑爽性能均有一定的影响。整体而言,随着牵伸浴槽温度的提高,后纺生产运行呈现出先变好后变差的趋势,成品纤维的蓬松性能、滑爽性能均呈现出先提高后降低的趋势。当牵伸浴槽温度为64 ℃时,生产运行好,成品纤维蓬松性能、压缩回弹性能、卷曲性能、滑爽性能最优,蓬松度V1为149 cm3/g、蓬松度V2为40 cm3/g、压缩回弹率为70%、滑爽性能为4.0级。
牵伸浴槽温度过低即温度在60 ℃以下时,由于牵伸浴槽温度低于PET熔体的玻璃化温度Tg,纤维大分子之间的内应力未得到有效释放,大分子之间有效运动减少,降低中空纤维的三维立体卷曲效果和蓬松性能,同时还增加了断丝、毛丝、弱丝等,导致二牵缠辊,生产运行稳定性差。提高牵伸浴槽温度,中空纤维具有较高的比表面积,大分子丝束之间的拉伸应力下降,加快大分子的运动,提高纤维在拉伸过程中的结晶速率,进而提高纤维的结晶度,降低纤维的预取向[12-14]。本文牵伸浴槽温度选择62~66 ℃,优选64 ℃。
2.3 牵伸倍率的分配对纤维性能的影响
PET中空短纤维的三维立体卷曲以及蓬松性能均需要通过后牵伸加工充分体现,后牵伸分为两级牵伸,两级牵伸倍率均由牵伸机的速度来控制。在实际生产过程中需要合理分配两级牵伸倍率,使得两级牵伸的总倍率大于中空纤维的自然拉伸倍率。
固定环吹风速度4.5 m/s、环吹风温度22 ℃、牵伸浴槽温度64 ℃,以及其它工艺条件,考察牵伸倍率分配对成品纤维性能的影响,具体见表5。

表5 牵伸倍率对成品纤维性能的影响
从表5中可以看出,随着第一牵伸倍率的提高,成品纤维的蓬松性能呈现出先提高后降低的趋势,生产运行呈现出先变好后变差的趋势。当第一牵伸倍率为2.900和2.950时,成品纤维的蓬松性能较优,后纺运行好、牵伸性能好。当第一牵伸倍率过高时,纤维在拉伸过程中受到的外力过大,会使纤维内部的缺陷变多并放大其缺陷,在第一牵伸后纤维形成弱丝、毛丝、断丝,经过牵伸浴槽、蒸汽加热箱,其缺陷被进一步放大,因此二牵、叠丝机缠辊多[15-16]。在实际生产运行过程中,为了提高纤维的蓬松性能以及生产运行的稳定性,在保证总牵伸倍率不变的情况下,可适当提高第二牵伸倍率、降低第一牵伸倍率。本文优选第一牵伸倍率2.900、第二牵伸倍率1.070。
2.4 松弛定型工艺对纤维性能的影响
整张棉专用4.40 dtex硅整理PET中空短纤维采用非对称冷却法进行纺丝,在纺丝过程中中空纤维具有潜在的三维卷曲性能。初生纤维由于迎风向和背风向冷却之间的差异,使得初生纤维在同一截面上内应力具有一定的差异性,通过后牵伸,迎风向的纤维具有较高的三维卷曲性能和内应力,容易收缩,进而形成绕轴扭曲且具有反向点的螺旋圈,外观状态表现螺旋波纹自卷曲,因此硅整理PET中空短纤维具有三维立体结构。但是此时纤维的尺寸稳定性差、内部结构不稳定,所加入的有机硅整理剂在低温状态下不能充分进行交联反应,因而必须进行松弛定型[17-18]。合适的松弛定型温度一方面可以使硅整理PET中空短纤维具有良好的三维立体自卷曲性能,另一方面可以使有机硅整理剂进行充分的交联反应,使之充分有效的附着在纤维表面并具有一定的牢度,使纤维具有优异的蓬松性能、滑爽性能和柔软性。
固定环吹风速度4.5 m/s、环吹风温度22 ℃、牵伸浴槽温度64 ℃、第一牵伸倍率2.900、第二牵伸倍率1.070,考察松弛定型温度对成品纤维性能的影响,具体见表6。

表6 松弛定型温度对成品纤维性能的影响
从表6中可以看出,松弛定型温度对硅整理PET中空短纤维蓬松性能、压缩回弹性能、滑爽性能均有一定的影响。整体而言,蓬松度V1随着松弛定型温度的提高呈现出先提高后稳定的趋势,蓬松度V2、压缩回弹性能和滑爽性能随着松弛定型温度的提高呈现出先提高后略有下降的趋势。当松弛定型温度为170 ℃时,纤维的蓬松度V1为154 cm3/g、蓬松度V2为40 cm3/g、压缩回弹率为71%、滑爽性能为4.0级,各项指标均最优。这主要是由于当松弛定型达到一定的温度时,有机硅整理剂A/B两组分能充分发生交联反应,有效组分均匀附着在纤维表面形成保护层,因而提高纤维的滑爽性能;当松弛定型温度过低时,有机硅整理剂A/B两组分的交联反应不充分,且发生交联反应所生成的水不能及时有效排出,因而纤维的蓬松性能、压缩回弹性能、滑爽性能不佳。由于有机硅整理剂两组分的交联反应在较高温度下已经充分发生,过高的松弛定型温度对纤维的蓬松性能、压缩回弹性能、滑爽性能贡献不大,且造成一定的能源浪费,生产成本的增加[19-22]。
因此,生产整张棉专用4.40 dtex硅整理PET中空短纤维松弛定型温度在160~190 ℃较合适,优选170 ℃。
固定环吹风速度4.5 m/s、环吹风温度22 ℃、牵伸浴槽温度64 ℃、第一牵伸倍率2.900、第二牵伸倍率1.070、松弛定型温度170 ℃,考察松弛定型时间对成品纤维性能的影响,具体见表7。

表7 松弛定型时间对成品纤维性能的影响
从表7可以看出,随着松弛定型时间的延长,纤维的蓬松性能、压缩回弹性能、滑爽性能均呈现出先提高后降低的趋势。当松弛定型时间为10 min时,纤维的蓬松度V1为154 cm3/g、蓬松度V2为41 cm3/g、压缩回弹率为71%、滑爽性能为4.0级,纤维的蓬松性能、压缩回弹性能、滑爽性能均较好。这主要是由于合适的松弛定型温度和时间,一方面可以使有机硅整理剂A/B两种组分充分发生交联反应,并将牵伸过程中纤维表面的水分和交联反应所产生的水分带走,使硅油充分有效均匀附着在纤维表面,提高纤维的滑爽性能;另一方面固定纤维内部微观结构,提高成品纤维的尺寸稳定性,有利于纤维蓬松性能和压缩回弹性能的改善。当松弛定型时间为6 min时,由于时间过短,有机硅整理剂A/B两种组分虽然能够有效发生交联反应,但不能将牵伸过程中纤维表面的水分和交联反应所产生的水分全部带走,因此成品纤维的蓬松性能、压缩回弹性能、滑爽性能较差。生产整张棉专用4.40 dtex硅整理PET中空短纤维松弛定型时间为8~12 min较合适,优选10 min。
2.5 充枕性能评价
为了考察整张棉专用4.40 dtex硅整理PET中空短纤维能否满足用户使用需求,对25#、31#、32#、33#四个样品进行充枕性能评价,考察纤维的蓬松性能、压缩回弹性能是否可以满足用户使用需求。
进行充枕性能评价首先需要将整张棉专用4.40 dtex硅整理PET中空短纤维进行开松,然后将260 g开松后的成品纤维进行充枕,测量抱枕的最大高度;随后对抱枕进行抽气压缩,维持24 h压缩状态后进行放气,放气后的抱枕平衡24 h,再次测量抱枕高度,抱枕高度见表8。
从表8中可以看出,31#成品纤维进行充枕时,抱枕的原始高度最高为20.3 cm,压缩回弹后高度最高为17.9 cm,抗压回弹速度很快,按压阻力小,性能最优,这也进一步说明了松驰定型温度为170 ℃,松驰定型时间为10 min生产的整张棉专用4.40 dtex硅整理PET中空短纤维性能最优。

表8 抱枕高度对比
综上所述,生产整张棉专用4.40 dtex硅整理PET中空短纤维时可以选择环吹风速度4.5 m/s,环吹风温度22 ℃,牵伸浴槽温度64 ℃,第一牵伸倍率2.970,第二牵伸倍率1.050,松弛定型温度170 ℃,松弛定型时间10 min,成品纤维具有较好的蓬松度、压缩回弹率、滑爽性能及充枕性能,满足用户需求。
3 结 论
通过环吹冷却工艺、牵伸浴槽温度、牵伸倍率分配及松弛定型工艺的优化控制,可以实现整张棉专用4.40 dtex硅整理PET中空短纤维的稳定生产运行,成品纤维的蓬松性能、压缩回弹性能、滑爽性能均能满足用户需求。
a) 合理控制环吹风速度3.5~5.5 m/s、环吹风温度18~24 ℃,有利于初生纤维的成形和前纺生产的温度运行;控制牵伸浴槽温度62~66 ℃,总牵伸倍率为3.100、第一牵伸倍率2.900、第二牵伸倍率1.070,后牵伸运行稳定;控制松弛定型温度160~190 ℃,松弛定型时间8~12 min,可提高成品纤维蓬松性能、压缩回弹性能、滑爽性能及充枕性能,满足用户需求。
b) 优选环吹风速度4.5 m/s、环吹风温度22 ℃,牵伸浴槽温度64 ℃,第一牵伸倍率2.900、第二牵伸倍率1.070,松弛定型温度170 ℃,松弛定型时间10 min,该条件下生产的整张棉专用4.40 dtex硅整理PET中空短纤维的蓬松度V1、V2、压缩回弹率、滑爽性能、抱枕初始高度、抱枕压缩回弹后高度均最高,分别为154 cm3/g、41 cm3/g、71%、4.0级、20.3 cm、17.9 cm。
