聚对苯二甲酸-己二酸乙二酯薄膜性能研究
2023-10-18徐长宝黄洛玮陈建梅
徐长宝,黄洛玮,宋 涛,陈建梅,2,司 虎,2
(1. 中国石化仪征化纤有限责任公司研究院,江苏仪征 211900;2. 江苏省高性能纤维重点实验室,江苏仪征 211900)
双向拉伸聚对苯二甲酸乙二酯薄膜(BOPET)有良好的光学性能及优良的机械性能,多应用于包装、电子等领域。目前有学者从聚酯原料改性、功能性母粒添加等方面入手[1],改善PET的光学、力学、阻隔、耐热等性能,拓宽了聚酯薄膜在汽车材料、液晶屏用等领域的应用。改性后的聚酯不再简单的作为包装膜使用,差异化赋予其更多的应用,使其出现在光电保护、显示、印刷等各个领域。想要进一步拓展BOPET的应用市场,除进行原料改性外,研究加工工艺对薄膜性能的影响尤为重要。为深入研究薄膜性能与共聚酯结构之间的关系,李鑫等[2]以己二酸为改性单体制备共聚酯,并对其化学结构、热性能、晶体结构等进行了分析研究,姚雅文等[3]对PEAT共聚酯的化学结构、热性能、降解性能等进行了研究,以往的研究主要集中于配方优化及原料改性,而成膜工艺对改性共聚酯薄膜性能影响方面的研究较少。
本文研究己二酸改性共聚酯的加工工艺及其薄膜性能,通过调整拉伸温度及拉伸速率的方式制备薄膜,利用取向度仪研究PEAT共聚酯薄膜的取向行为,并结合其力学性能探讨高拉伸速率下的薄膜性能,分析拉伸温度及拉伸速率对聚酯薄膜取向度、力学性能的影响,为改性聚酯的后加工评价及应用提供一定的参考。
1 试 验
1.1 原料
对苯二甲酸(PTA),聚合级,中国石化仪征化纤有限责任公司;乙二醇(EG),聚合级,中国石化扬子石化;己二酸,聚合级,江苏海力;乙二醇锑,工业级,江苏大康公司。聚合物样品性能如表1、表2所示。
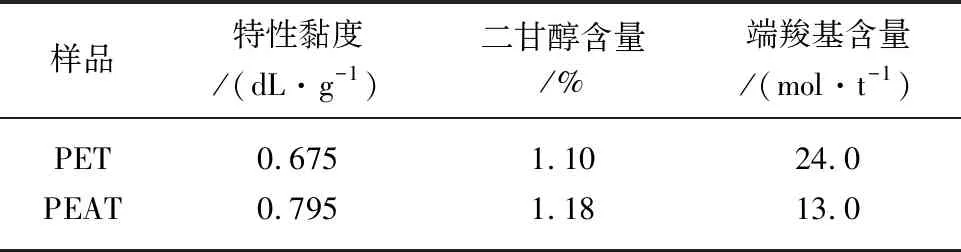
表1 PET及PEAT的常规性能
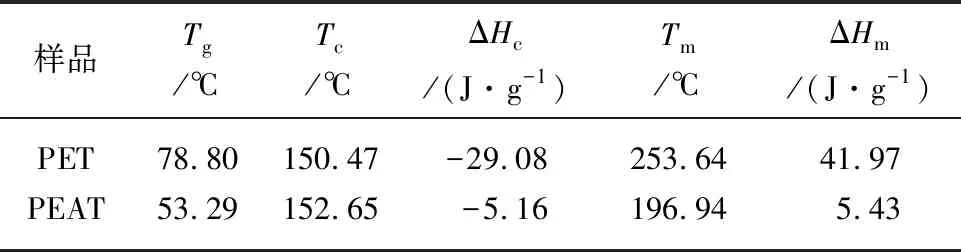
表2 PET及PEAT的热性能
1.2 仪器设备
20L聚合釜,德国富耐;三层流延挤出试验机,LMCR-300型,瑞典-泰国LabTech公司;薄膜双向拉伸机,KARO Ⅳ型,德国Brukner公司;电子万能材料试验机,SANS CMT4104型,深圳新三思材料检测有限公司;差示扫描量热仪,DSC 7型,美国Perkin-Elmer公司;薄膜取向测试仪,SST-4000型,日本野村商事。
1.3 试验过程
1.3.1 聚酯制备
将PTA、EG、乙二醇锑置于20L聚合反应釜中,氮气置换三次后,在0.22~0.24 MPa下进行酯化反应,待出水量达到理论出水量的90%时,缓慢减压进入预缩聚阶段,时间45 min,将釜内液温升至275~278 ℃,压力100 Pa以内,进行缩聚反应。待功率达到指定值,出料切粒,得PET,在原料中增加己二酸,按照上述步骤,得PEAT。
1.3.2 薄膜制备
将干燥后的原料切片经熔融挤出、流延成型制得平均厚度为0.4 mm的厚片,将其裁剪为100 mm×100 mm,利用双向拉伸机进行同步双向拉伸制成薄膜。因PEAT玻璃化温度较PET低约25 ℃,在不同温度条件下对PET及PEAT进行双向拉伸,研究温度、拉伸速率对薄膜工艺及薄膜性能的影响。
PET拉伸温度为95、100、105、110、115 ℃,PEAT拉伸温度为70、75、80、85、90 ℃。预热时间25 s,PET薄膜拉伸速率为50、100、150、175%/s,PEAT薄膜拉伸速率为50、100、200、300%/s条件下进行横向及纵向4×4倍的同步双向拉伸,制备聚酯薄膜。
1.4 分析测试
1.4.1 取向度测试
薄膜取向度采用薄膜片材取向仪测试,其测试原理是利用声波在固体材料中传播速度不同来反映材料的刚度,定义速度与刚度的关系,以此来表示薄膜的取向度大小,声速(V)在物质中传播速度与杨氏模量、密度有关,其关系式如式(1)。
(1)
式中E表示杨氏模量,GPa;σ表示泊松比;ρ表示密度,g/cm3。
式(1)中杨氏模量与速度二次幂成正比,定义抗拉刚度指数T=V2,T结果数值采用最小二乘法拟合,测量值越高,拉伸强度就越高。
(2)
式中C为所给固体介质的密度ρ与泊松比σ的关系常数。
声速法测取向度f的关系式:
(3)
式中f为取向度,V为声速,km/s,Vu为无规取向时的声速,km/s。
根据已知参数和声速计算材料取向度,给定材料,则Vu为定值,此时V2与取向因子f为一次函数关系,则可以T值直接反应取向度大小。
1.4.2 力学性能测试
将拉伸后的薄膜裁切成为100 mm×20 mm的样条,在万能材料试验机上按照GB/T 1040.3—2006进行测试,拉伸强度及断裂伸长率结果取五组测试结果的平均值。
2 结果与讨论
为探究适合PET及PEAT的加工工艺,调整拉伸温度、拉伸速率制备双向拉伸薄膜,研究温度及拉伸速率对薄膜性能的影响,通过薄膜拉伸行为、取向度、力学性能,比较PET及PEAT薄膜性能差异。
2.1 拉伸温度对薄膜性能的影响
在拉伸速率100%/s、不同拉伸温度的条件下制备薄膜,研究拉伸温度对薄膜性能的影响。
2.1.1 薄膜的拉伸行为
在拉伸速率为100%/s的同步双向拉伸过程中,研究拉伸温度对厚片拉伸行为的影响。需要说明的是,纵向和横向应力变化趋势一致,因此以纵向拉伸行为作为研究对象。
不同拉伸温度条件下,PET及PEAT厚片拉伸过程中的最大拉力见图1。随着温度的升高,两种厚片的最大拉伸力均呈现下降趋势,在加工温度高于玻璃化转变温度的前提下,一方面提高拉伸温度使分子链热运动能力增强,另外厚片充分的软化更有利于拉伸。PEAT厚片在70 ℃时拉力最大,为18.7 N,而PET在95 ℃时拉力最大,为34.5 N,表明PEAT加工温度较PET显著降低,这是因为引入的己二酸基团提高了分子链的柔顺性,降低了PEAT的玻璃化转变温度[4],降低了分子链刚性,从而使大分子链空间位阻减小,因此在拉伸过程中表现为拉伸温度降低、拉伸应力减小,这在后道薄膜应用过程中也有利于降低能耗。
PET及PEAT在拉伸过程中的应力-应变曲线见图2、图3,随着应变的增大,拉伸应力逐渐增大,这是因为在薄膜拉伸过程中,分子链出现取向排列,需克服的内应力逐渐增大,接近应变极限时,应力急剧上升;随着温度的升高,拉伸应力逐渐减小,温度越高,分子热运动能力越强,而拉伸PET时,温度大于105 ℃,应变不断扩展,拉伸应力处于几乎无变化的平台期,升高温度,样品在应力较小便可进行高弹形变,持续升高温度,则较小应力可使PET达到应变极限,使曲线出现较长平台期。PEAT薄膜拉伸应力小于PET且拉伸曲线无急剧上升,引入的己二酸柔性分子减弱了分子链的刚性,使链段滑移相对简单,拉伸应力小于PET。在实验范围内相比PET应力变化,PEAT整体拉伸过程与高温下拉伸PET相似。
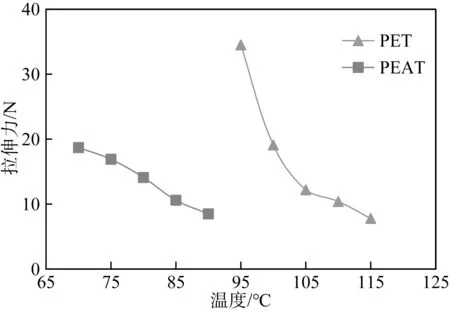
图1 不同拉伸温度下的聚酯薄膜拉伸力
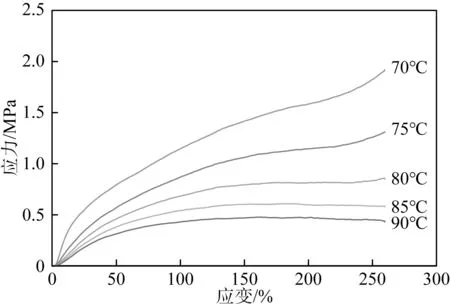
图3 PEAT应力-应变曲线
2.1.2 薄膜的取向度
图4为不同温度条件下薄膜的取向度变化趋势。随着温度的升高,PEAT薄膜及PET薄膜取向度均逐步降低。这是因为双向拉伸薄膜的实际取向是由取向和解取向共同决定的[5],固定拉伸倍数,升高温度加剧了高分子链段的解取向程度,导致了薄膜的实际取向度降低。

图4 不同温度下聚酯薄膜取向度
2.1.3 薄膜的力学性能
不同温度条件下薄膜的拉伸强度和断裂伸长率的变化趋势见图5、图6,随着温度的升高,PET及PEAT薄膜拉伸强度均呈下降趋势,这是因为薄膜的拉伸强度与薄膜中聚集态结构的取向和结晶紧密相关[6],升高温度,高分子链段更容易沿着外力方向进行有序排列,但同时会使高分子链的自发解取向程度更高[7],实际取向度降低,导致拉伸强度下降,这与王玉合等[8]研究结果基本相符。

图5 温度对薄膜拉伸强度的影响

图6 温度对薄膜断裂伸长率的影响
随着温度升高,PET及PEAT薄膜断裂伸长率逐渐增大,但PEAT薄膜在拉伸温度90 ℃时,断裂伸长率骤降至5%,因为升高温度,分子链解缠结能力增强,链段间更易产生相对运动,表现为断裂伸长率升高,而在拉伸温度90 ℃时,PEAT可能因温度过高,薄膜结晶明显,妨碍了聚合物分子链的滑移与变形,不发生屈服即断裂,导致断裂伸长率小于5%。拉伸强度相当时,PET薄膜断裂伸长率为112%,而PEAT薄膜可达147%。
2.2 拉伸速率对薄膜性能的影响
PET在100 ℃、PEAT在70 ℃、不同拉伸速率条件下制备薄膜,研究拉伸速率对薄膜性能的影响。
2.2.1 薄膜的拉伸行为
PET及PEAT薄膜不同拉伸速率时最大拉伸力见图7。随着拉伸速率的提高,两种厚片最大拉伸力均呈上升趋势,这是因为速率增大,导致链段松弛速度小于拉伸速度;PEAT薄膜的拉力增幅相对平缓,可能因为分子链柔性提高,使得拉伸所需外力增幅较小。

图7 不同拉伸速率时拉伸力的变化
最低温度条件下,PET及PEAT不同拉伸速率的应力-应变曲线见图8、图9,随着拉伸速率的增大,PET及PEAT的应力均随着应变的增加而增大,因为增大拉伸速率,分子链段松弛时间缩短,导致应力增大。
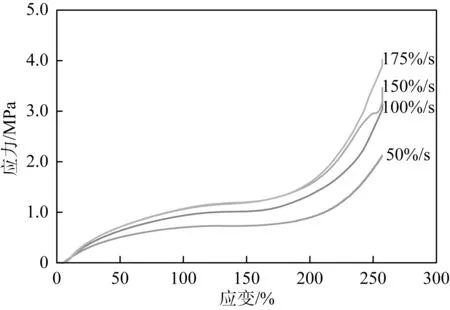
图8 PET应力-应变曲线

图9 PEAT应力-应变曲线
2.2.2 薄膜取向度
不同拉伸速率薄膜的取向度变化趋势见图10。随着拉伸速率升高,PET及PEAT薄膜取向度均逐步增大,拉伸速率提高,分子链段松弛缩短,应力增大,致使取向度增大。PEAT薄膜在拉伸速率300%/s时取向度3.75,而PET薄膜在拉伸速率200%/s时取向度4.24,PEAT薄膜取向度较PET偏低,因为己二酸柔性分子使链段滑移相对简单,取向所需应力较小,这使PEAT可拉伸性相对PET有较大提高,且在高速率下拉伸不会出现破膜现象。

图10 拉伸速率对薄膜取向度的影响
图11为拉伸力相同时拉伸速率对薄膜取向度的影响。
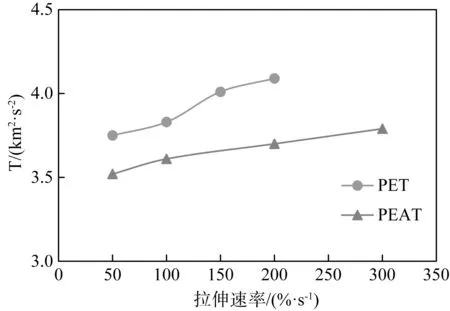
图11 相同拉伸力下不同拉伸速率的薄膜取向度
随着拉伸速率升高,PET及PEAT薄膜取向度均逐步增加,因为增大拉伸速率,链段松弛速度小于拉伸速度,内部网状结构无法及时解缠结,使应力升高,取向度增大。PET取向斜率为0.002 4,与图10相比,增幅相对平缓,因拉伸时的外力大小在分子链段取向时起主要作用,拉伸力相近,导致取向变化幅度接近。
2.2.3 薄膜力学性能
图12、图13为拉伸速率对薄膜力学性能的影响。

图12 拉伸速率对PET薄膜力学性能的影响

图13 拉伸速率对PEAT薄膜力学性能的影响
随拉伸速率的升高,PET及PEAT薄膜的拉伸强度呈上升趋势,徐萌等[9]认为双向拉伸过程中拉伸速率过慢会使得薄膜中的晶体沿外力方向上的取向较弱,应力诱导取向结晶效应减弱;增大拉伸速率,应力增大,取向度增大,拉伸强度升高。增大拉伸速率,PET薄膜断裂伸长率逐步下降,PEAT薄膜的断裂伸长率基本无影响,因为升高拉伸速率,分子链段运动速度小于外力作用速度,相对低速拉伸PET,表现脆性行为,而PEAT引入的己二酸柔性分子,使材料韧性保持较好,断裂伸长率无明显变化。持续提高拉伸速率,PEAT薄膜保持较高断裂伸长率的同时,拉伸强度不断增大,显示了良好的力学性能,可使其应用领域更加广泛。
图14为所测薄膜T值与拉伸强度的关系,随T值的增大,拉伸强度逐渐增大,且PET及PEAT薄膜取向度增幅近乎一致,T值与声速二次幂成正比,T值越大,拉伸强度越大,在进行材料加工评价时,可直接测试T值反映材料拉伸强度的大小。

图14 取向度与拉伸强度的关系
3 结 论
a) 在研究范围内,拉伸温度升高时,PET及PEAT薄膜取向度及拉伸强度均逐步下降;PET薄膜断裂伸长率逐步升高,PEAT薄膜断裂伸长率在85 ℃时达到最大230%,继续升高温度至90 ℃时,骤降至5%。
b) 在研究范围内,拉伸速率升高时,PET及PEAT薄膜取向度及拉伸强度均逐步增大;PET薄膜断裂伸长率不断减小,但PEAT薄膜断裂伸长率几乎不受拉伸速率的影响。
c) PET及共PEAT在拉伸力相同时,提高拉伸速率,薄膜取向度变化较小。
d) PEAT的加工温度相比PET低约25 ℃,在70 ℃即可拉伸,且拉伸速率可达300%/s,拉伸强度及断裂伸长率均优于PET薄膜;在拉伸强度相当时,PET薄膜断裂伸长率为112%,而PEAT可达147%。
