带钢脱脂机组电极板腐蚀原因分析及改进措施
2023-10-18易守安王郑林攀
易守安,王郑,林攀
(马鞍山钢铁股份有限公司,安徽 马鞍山 243000)
马鞍山钢铁股份有限公司(以下简称“马钢”)带钢脱脂机组于2016年5月建成投产,生产规模为 70万 t/a,生产带钢厚度 0.40~2.5 mm,宽度 900~1 600 mm,最大速度 500 m/min,原料单面最大残油量和残铁量分别达300 mg/m2和150 mg/m2。近年来,生产中原平板式电极板腐蚀速度快,平均使用寿命只有2个月,脱离卡槽的电极板碎片时常嵌入电解槽内包胶的沉没辊,引起带钢板面批量划伤。而且受空间限制,更换维修腐蚀的电极板非常困难,影响了正常生产。对此,分析了电极板腐蚀的原因,制定了相应措施,取得较好的效果。
1 电极板腐蚀原因分析
1.1 电极板构成
电极板构成示意图如图1所示。
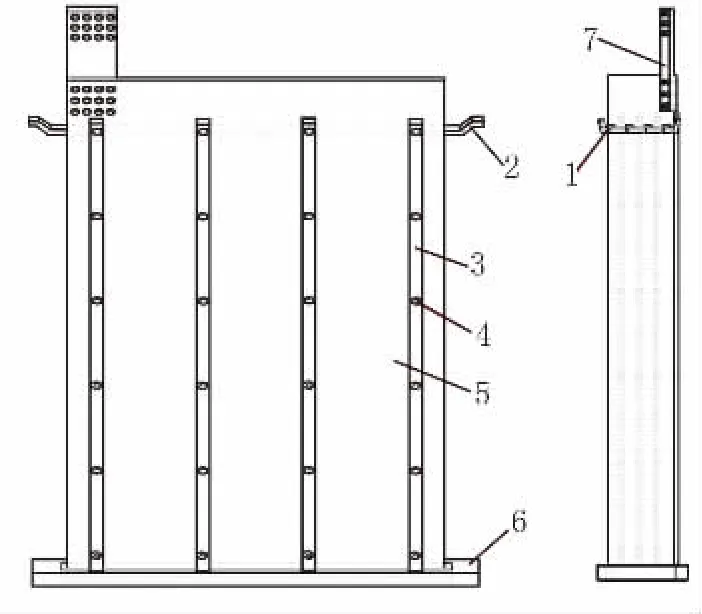
图1 电极板构成示意图Fig.1 Schematic Diagram for Electrode Plate Structure
1.2 机理分析
电解脱脂碱洗机理是把带钢作为阴极或阳极,通电后带钢表面相应析出氢气和氧气泡[1]。当电极板为阳极时,则对应的带钢为阴极,这时析出的是氢气,反应式如下:
当电极板为阴极时,对应的带钢则是阳极,这时析出的是氧气,反应式如下:
带钢通过碱液喷洗槽再浸入电解液中,受碱液的作用,带钢表面油膜的张力下降而产生裂纹,使其对钢板表面的粘结力大大减弱[2]。同时,水流冲洗对油膜产生冲刷和撞击作用,钢板外表油膜会被分散成细小的油珠,从钢板表面电解析出的氢气、氧气小气泡易吸附这些小油珠。当不断析出的气泡浮力大于油珠附着力时,小油珠就被气泡带着离开钢板从而达到除油目的。随着正负极的切换,电极板上产生的氢气和氧气对电极板形成冲击,再加上高速流动的电解液的冲击,使电极板产生了腐蚀和变形。
1.3 电极板腐蚀原因
1.3.1 电极板变形
原脱脂机组电极板共8块,材质Q235,均为一整块平面钢板。使用时电极板整体经常因腐蚀弯曲变成弧线形状脱离卡槽,图2为腐蚀变形的电极板。变形的电极板偏向带钢或远离带钢,下端处于自由状态,上端悬挂在横梁上,所以经常批量划伤带钢,甚至割断带钢。
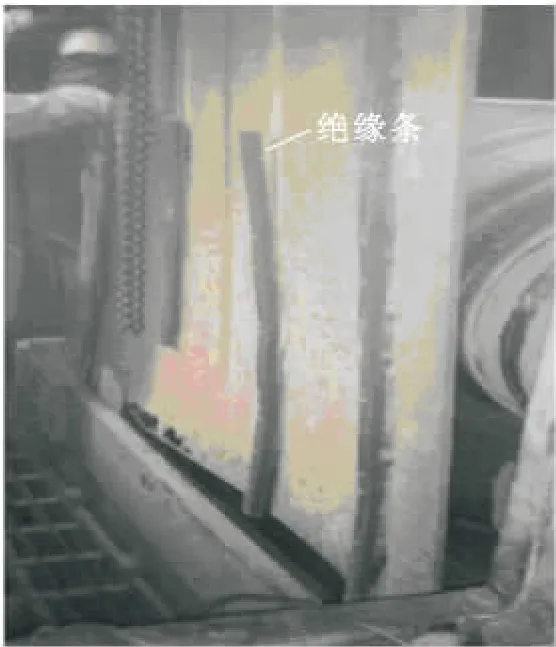
图2 腐蚀变形的电极板Fig.2 Corroded and Deformed Electrode Plates
1.3.2 绝缘条断裂
电极板靠带钢侧有4根竖直绝缘条,如图2中所示,绝缘条为尼龙材质,生产过程中带钢边缘多次嵌入绝缘条造成带钢严重撕裂而发生断带的事故。还发生过多次由于绝缘条的断裂及其固定螺栓腐蚀而掉落,带钢与电极板接触后表面产生电火花印迹,最严重的发生带钢侧面电击穿孔而断带。
1.3.3 电极板底部卡槽断裂
电极板底部为尼龙材质凹形卡槽,其两侧断裂的频率非常高,每个月都需更换。有时是电极侧卡槽断裂,有时是远离电极侧的卡板断裂脱落,造成电极板刮擦带钢导致带钢批量划伤。
1.3.4 电极板横担腐蚀
电极板悬挂在材质为Q235的横担上,横担使用一年半后出现了明显的腐蚀,电极板挂钩和横担悬挂间隙发生明显变化,影响了电极板在槽体内的稳定性。
1.3.5 电解电流和脱脂剂的影响
马钢脱脂机组有4台电解清洗装置,输入电压 AC380 V、频率 50 Hz,输出电压 DC (0~±30) V(可调)、最大电流 6 500 A、电流密度 15 A/dm2[4]。脱脂剂一般由碱性物质、表面活性剂和添加剂组成[5]。马钢使用BONDERITE C-AK 1526W和FCL5180脱脂剂。碱液温度设定为70℃,生产中发现,电解电流的大小、切换时间及脱脂剂浓度均对电极板的使用产生影响。
1.3.6 电解槽内辊系冲击电极板
电解槽内充满了水,水流速度超过300 m/min。由于沉没辊高速旋转和带钢高速移动,槽体内高速水流对电极板造成强大的冲击,快速腐蚀局部电极板从而影响其使用寿命。
2 采取的措施及效果
2.1 优化电极板材质及结构形式
确定采用316L不锈钢平板电极板代替原Q235材质并将电极板结构优化成格栅形式,格栅间隙会减小沉没辊和带钢高速运动产生高速水流的冲击。优化后的格栅式电极板示意图见图3。电极板四周为长和宽均为75 mm、厚10 mm的316L角钢,中间是长1 600 mm、宽100 mm、厚6 mm的316L钢板以48°倾角焊接在两侧的角钢上。
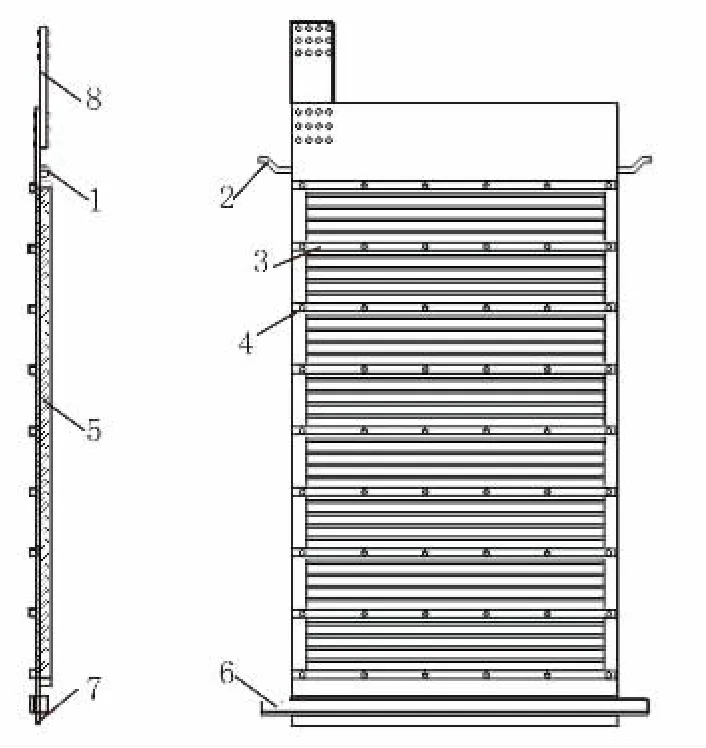
图3 优化后的格栅式电极板示意图Fig.3 Schematic Diagram of Optimized Grid Electrode Plates
2.2 优化绝缘条参数及安装方式
原竖直绝缘条长 2 600 mm、宽 30 mm、厚20 mm,绝缘条的固定螺栓经常因腐蚀而脱落。优化后,将绝缘条水平安装,厚度和宽度不变,长度缩短至1 600 mm,每块电极板绝缘条数量由4根增加到11根。螺栓材质也选择和电极板一样的316L材质,螺栓安装紧固后用尼龙对安装孔进行塑焊封堵,绝缘条外观没有螺栓孔。
2.3 增加电极板底部卡槽厚度
针对电极板底部卡板断裂脱落的问题,将卡槽厚度由20 mm增加至40 mm。延长电极板最底部的角钢宽度,由75 mm增加至125 mm,最终实现了卡槽的使用寿命与电极板同步。
2.4 优化电极板横担及挂钩尺寸
原电极板横担材质为Q235,将其改成316L不锈钢材质,厚度由20 mm增加至30 mm。另外还优化电极板的挂钩,长度由20 mm延长到50 mm,以增加横担和挂钩的接触面,提高了电极板悬挂的稳定性,横担使用寿命超过了5年。
2.5 优化电解电流和脱脂剂浓度
使用初期,电解电流为5 000 A,正负极60 min切换一次。不断调节和测试后发现,电解电流为1 950 A、正负极20 min切换一次时,电解清洗后单面残铁量和残油量反射率均≥93%,所用电量和电极板损耗相对合适。
试验发现,碱液浓度调整到3%(按NaOH折算)时,达到高清洁度和低消耗的要求,所以碱液浓度设定为3%。
2.6 优化电解槽内辊系参数
为了减少辊系和带钢偏移对电极板局部冲击造成的快速腐蚀,对电解槽内沉没辊和转向辊的垂直度及水平度进行了测量和优化。辊系测量数据如图4所示,水平合格值为0.1/1 000,正交合格值为0.1/1 000。
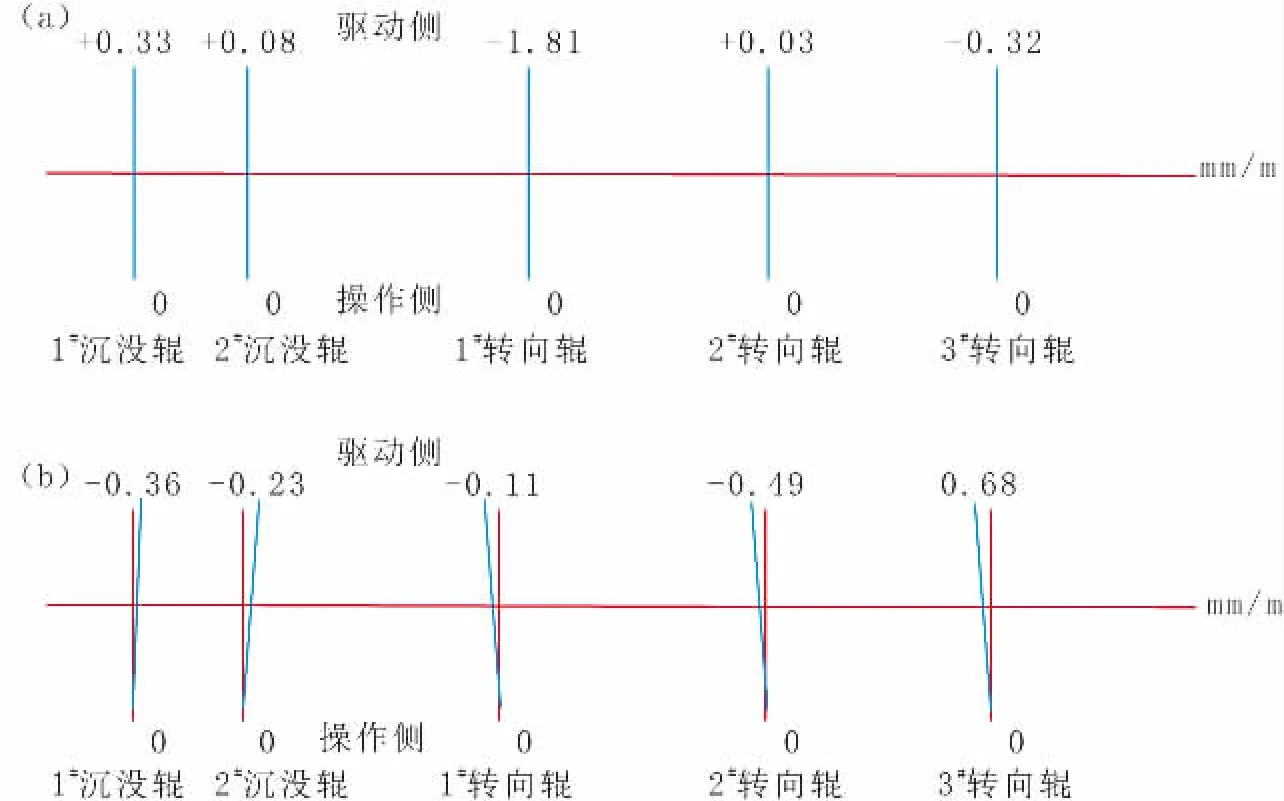
图4 辊系测量数据Fig.4 Measurement Data of Roll System
分析图4认为,水平不合格项包括1#沉没辊和1#、3#转向辊,正交不合格项为1#、2#沉没辊和1#、2#、3#转向辊。 分别采取措施为,在 1#沉没辊和1#、3#转向辊低的一侧增加或减少垫片使水平小于0.1/1 000;在1#、2#沉没辊定位销侧面增减垫片,调整 1#、2#、3#转向辊的轴承座和螺栓。
上述水平和正交调整的辊子要同步进行,结束后用力矩扳手按照螺栓的预紧力预紧所有螺栓并焊接挡块。
采取上述优化措施以后,马钢带钢脱脂机组8块电解电极板平均使用寿命均由2个月延长至8个月,满足了生产要求。316L材质格栅电极板又应用到硅钢生产线上,该生产线电极板使用寿命也大大延长。此后,316L材质电极板在马钢得到了推广应用。
3 结语
分析了马钢带钢脱脂机组电解电极板腐蚀速度快、本体变形严重的原因后,将电极板材质优化为316L钢,结构优化成格栅形式;绝缘条由竖直安装优化为水平安装并将其固定螺栓封堵;卡槽厚度由20 mm增加至40 mm,电极板最底部角钢宽度由75 mm增加至125 mm,实现了卡槽的使用寿命与电极板同步;电极板横担厚度由20 mm增加至30 mm,电极板挂钩长度由20 mm延长到50 mm;优化电解电流为1 950 A、正负极20 min切换一次;设定脱脂剂浓度为3%。采取上述措施后,电极板的平均使用寿命从2个月延长至8个月,保证了带钢脱脂机组的生产顺行。316L材质格栅电极板在马钢其他生产线得到了推广应用。