异种铝合金氩弧焊接头的疲劳性能分析与寿命预测
2023-10-16常亚光王瑞杰刘国寿王钟德廖祥雲赵平林
常亚光, 王瑞杰*, 刘国寿, 王钟德, 廖祥雲, 赵平林
(1.昆明理工大学 机电工程学院, 云南 昆明 650500; 2.昆明理工大学 建筑工程学院, 云南 昆明 650500)
0 引言
由于燃料消耗和环境污染带来的挑战,轻型材料得到了更多的使用.铝合金具有高的比强度、良好的断裂韧性和优异的耐腐蚀性等优势,广泛应用于航天航空、汽车、船舶和轨道交通等领域[1,2].在铝合金复杂结构的应用中,难以避免会出现异种铝合金之间的连接[3].异种铝合金复合构件应用于航天结构件和汽车零部件等[4,5],可实现结构轻量化.异种铝合金常见的焊接方法有氩弧焊、搅拌摩擦焊、激光焊等,其中氩弧焊是通过高电流使得熔化母材和填充丝形成熔池,从而使被焊接件连接在一起,该焊接技术具有操作灵活性好、效率高和适应性强等优点被广泛应用[6].在焊接过程中极易产生气孔、裂纹、未熔合、夹杂等缺陷[7].
Rajesh等[8]使用ER4043和ER5356填充丝对5083与6061铝合金进行了氩弧焊接,与ER4043相比,ER5356填充丝的焊接接头出现细小的等轴晶粒,该填充丝能提高焊接件的机械性能和硬度.乔建毅等[9]通过熔化极氩弧焊方法连接6082与5083铝合金,焊缝表面成型良好,焊缝区有细小的等轴晶粒存在,测得焊接接头的最大抗拉强度为199.92 MPa,在6082侧的热影响区断裂,其断裂方式为韧性断裂.吴圣川等[10]采用激光复合焊技术对7020和7050铝合金进行连接,在焊缝区存在大量的气孔,与母材相比,焊接接头的疲劳性能明显下降.李占明等[11]采用ER5356填充丝对2A12铝合金进行了手工交流氩弧焊,由于焊接缺陷的存在,加快了疲劳裂纹萌生和裂纹扩展的速度,从而降低了疲劳强度.王池权等[7]采用氩弧焊技术对5A06与7A05铝合金进行了焊接.结果表明,气孔缺陷和未熔合缺陷对接头疲劳产生不利影响,疲劳裂纹萌生于焊接缺陷处,缩短了焊接接头的疲劳寿命.回丽等[12]研究了焊缝余高对TC2钛合金氩弧焊接头的影响,结果表明,去除焊缝余高的接头的疲劳寿命要高于保留焊缝余高的接头.
本文采用ER5356填充丝对6061/7075铝合金进行氩弧焊接,对焊接接头进行微观组织、力学性能、疲劳性能和断口分析,并研究焊缝对焊接接头性能的影响.
1 实验材料
本实验选用3 mm厚的6061与7075异种铝合金板,6061铝合金的抗拉强度为310 MPa,7075铝合金的抗拉强度为565 MPa.铝板在焊接之前通过剪板机切成250 mm×100 mm的尺寸,为每一块铝板进行坡口加工,采用对接方式焊接,使用ER5356填充丝.母材与填充丝的组成成分如表1所示.

表1 母材与填充丝的组成成分[13](质量分数/%)
将部分6061/7075焊接接头试件下侧面的焊缝余高去除.为了降低残余应力将焊接件放在保温炉里,在330 ℃下,保温2 h进行退火热处理.试件是采用线切割沿着垂直于焊接方向进行切割而成,其尺寸如图1所示.
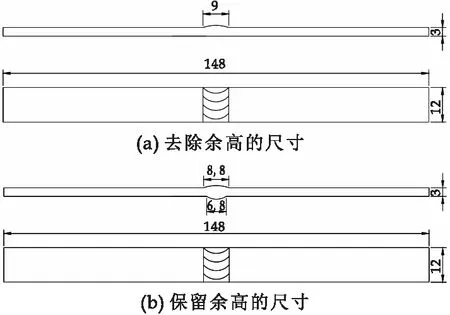
图1 试件尺寸
在万能试验机上完成拉伸测试,室温拉伸速率为1 mm/min,测量2个试件的抗拉强度值取平均作为其抗拉强度.疲劳测试在MTS809伺服液压试验机上完成,其加载条件为:在室温下施加拉-拉循环载荷,加载频率为10 Hz;在平均载荷保持不变,载荷比不同的情况下对焊接接头试件进行疲劳测试.采用TESCAN VEGA3钨灯丝扫描电镜对焊接试件的断口进行观察,并根据微观形貌分析试件的断裂特征.
2 结果与分析
2.1 宏观形貌与微观组织
6061/7075异种铝合金焊接件的焊缝正面、背面和去除焊缝余高的宏观形貌,如图2所示.从图2(a)可以看出焊缝表面成形好,鱼鳞纹的分布较为均匀,而正面的焊缝处局部存在裂纹、缩孔缺陷,分别如图2(b)、(c)所示,切割试件时避开此处.由图2(d)可以看出背面的金属熔合好,无缺陷产生.图中焊缝余高处理后的表面比较光滑,与板面相平,如图2(e)所示.
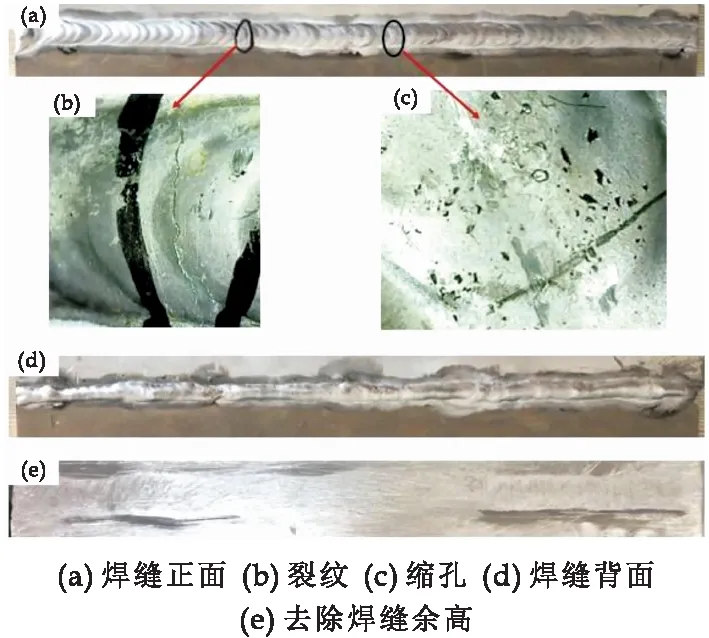
图2 焊接件的宏观形貌及缺陷
图3分别为6061、5356、7075铝合金的母材及焊缝熔合区的微观组织.
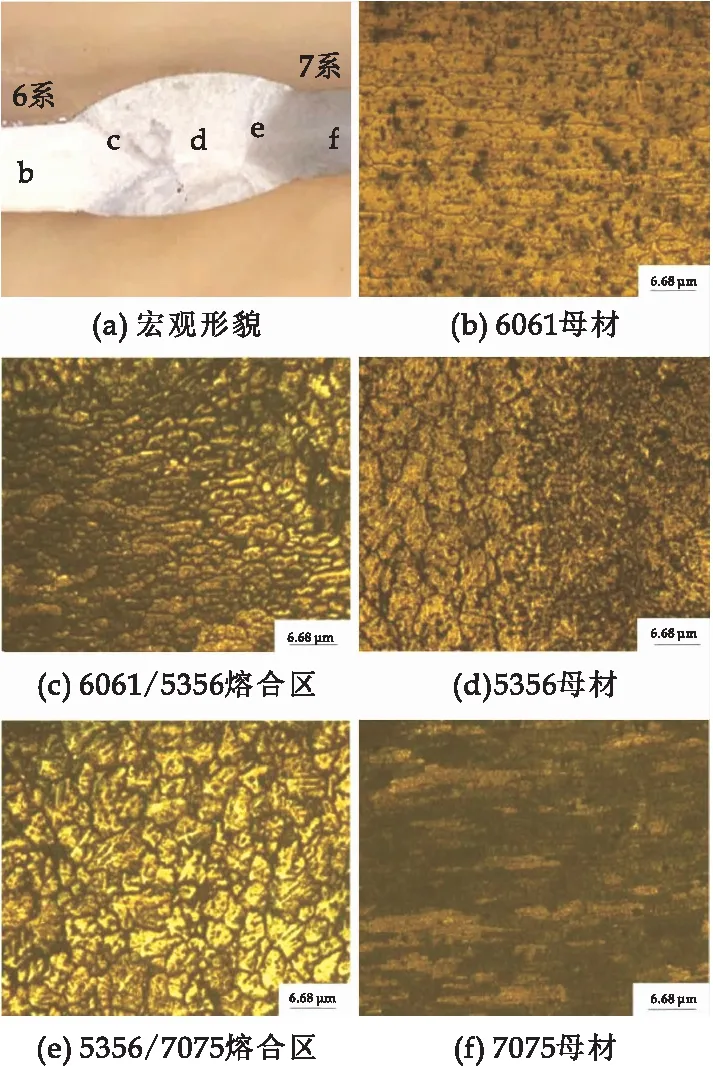
图3 宏观形貌及微观组织
图3(a)是抛光腐蚀后的异种铝合金氩弧焊焊接接头,腐蚀后接头处颜色深浅不同.图3(b)是图3(a)中区域b处6061铝合金母材的微观组织,可以看到沿板长方向被轧制拉长的晶体;图3(d)是为图3(a)中区域d处焊丝5356铝合金的微观组织,为均匀的等轴晶粒;图3(f)是7075铝合金母材的微观组织,在轧制过程中导致晶粒拉长.图3(c)是为图 3(a)中区域c处6061/5356铝合金的熔合区,图3(e)是为图3(a)中区域e处5356/7075铝合金的熔合区,可见在熔合区均为等轴晶和较小的柱状晶的过渡区,而6061侧的柱状晶尺寸较大,7075侧的柱状晶较小.这种变化是由于焊接过程中对焊接件快速加热和冷却造成的,母材显示出较大的晶粒出现,熔合区的晶粒尺寸变小[14].
2.2 焊接接头的力学性能
6061/7075异种铝合金两种焊接接头的拉伸性能如表2所示,可见异种铝合金焊接接头的抗拉强度相对于母材均有所下降.去除余高的焊接接头的抗拉强度与保留余高的抗拉强度相差不大,两种焊接接头的断裂位置均发生在6061侧的热影响区,如图4所示.由于6系铝合金是热处理可强化合金,在焊接过程中试件受到焊接热的循环作用,使得热影响区容易产生过时效软化现象,从而在焊接接头的热影响区存在一个薄弱区[9].因本试件在强度稍弱的6061侧的热影响区失效.此处的抗拉强度为断裂前的载荷除以板横截面积.

图4 拉伸试验断裂位置
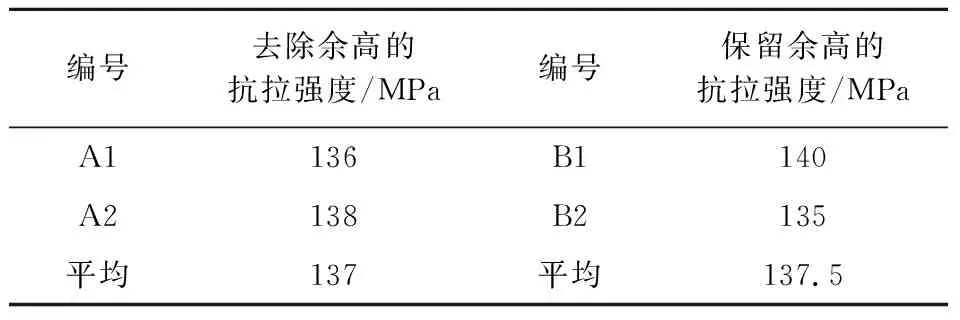
表2 试件的抗拉强度
2.3 疲劳性能测试结果
图5是去除余高和保留余高两种焊接接头的应力-疲劳寿命数据.由图可以明显地看出两种焊接接头的疲劳寿命数据均比较分散.两种焊接接头的最终疲劳断裂位置均发生在焊缝区的中间,如图6所示.疲劳试验之后,对每个试件的未熔合区尺寸测量,发现各不相同,可以认为该处熔合区尺寸对疲劳寿命的影响较大.
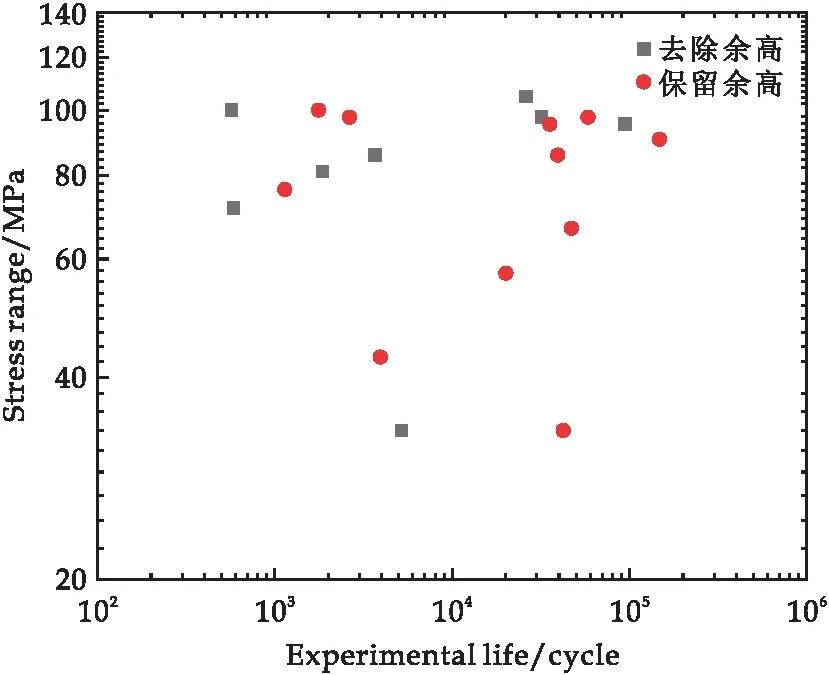
图5 实验应力-寿命图
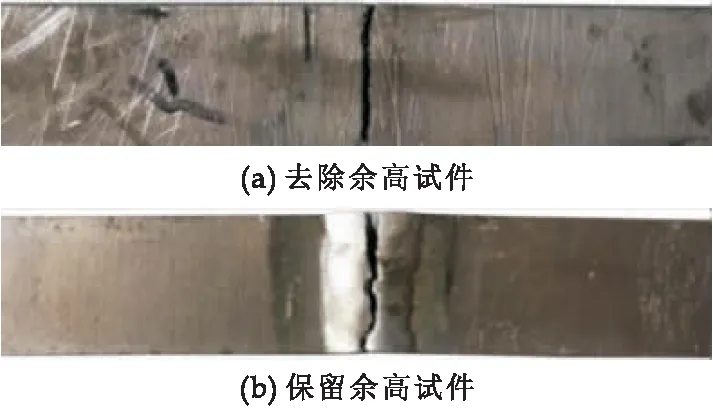
图6 两种焊接接头的断裂位置
2.4 断口分析
通过扫描电镜对两种氩弧焊焊接试件的疲劳断口进行观察,从图7(a)、(b)两种疲劳断口的宏观形貌可以明显看出有气孔和未熔合缺陷.在去除余高试件的疲劳断口与保留余高试件的疲劳断口上发现疲劳源均位于气孔和未熔合缺陷处.图中未熔合区的边界近似为两条直线,两线间是未熔合区,可认为两线间的距离为未熔合区的尺寸.从图7(c)、(d)、(e)、(f)中可看出疲劳断口上存在大小不同的气孔、未熔合、孔洞、裂纹等缺陷.这些缺陷减少了承受载荷有效的面积,降低了焊接接头的强度.当试件承受载荷时,会在未熔合和气孔等缺陷处产生应力集中,从而促进了裂纹的萌生与扩展,使得焊接接头的机械性能下降.所以可以认为焊接缺陷会严重降低氩弧焊焊接接头的疲劳性能.
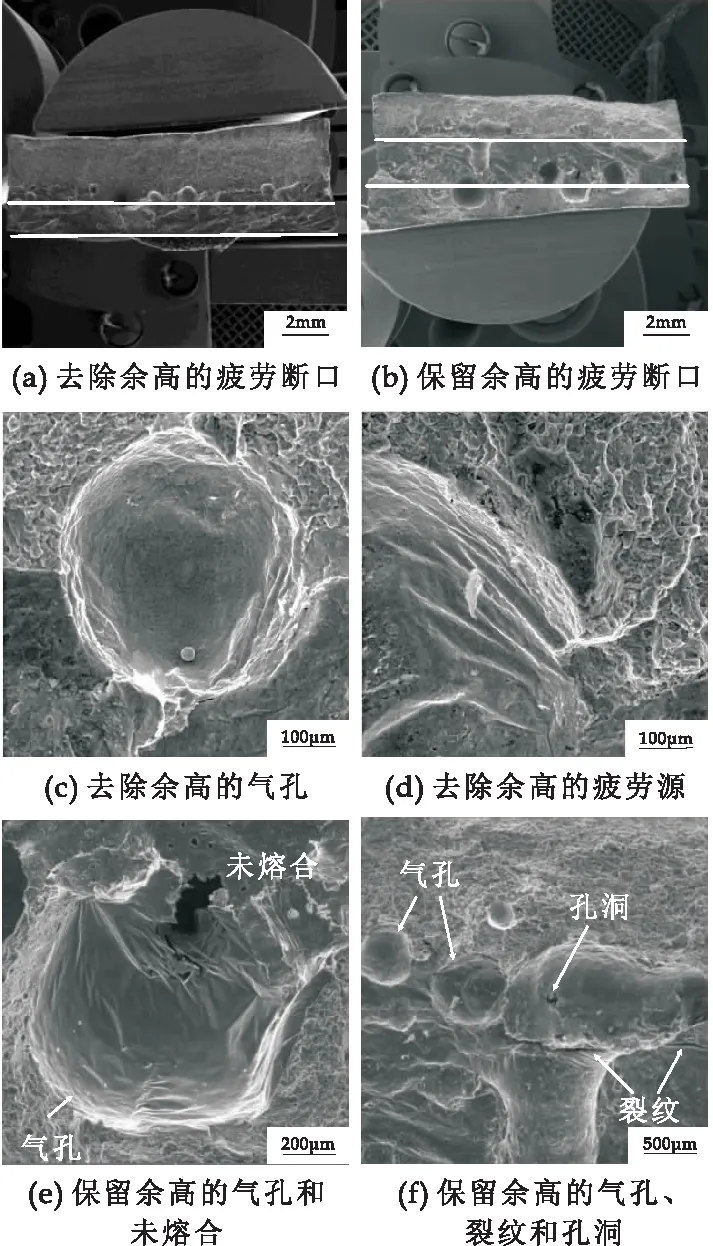
图7 疲劳断口
3 有限元应力分析及寿命预测
3.1 缺口应力法寿命预测
3.1.1 有限元应力分析
缺口应力法是一种焊接件疲劳评估的局部方法,基于焊趾或焊根处的最大应力为疲劳参量,能够真实的反映出缺口处的应力分布情况,该方法具有较高的准确性和实用性[15].由于缺口处的边界条件复杂,根据IIW(International institute of welding)推荐[16],当板厚小于5 mm,虚拟缺口半径为0.05 mm.
按照焊接试件的尺寸和未熔合缺陷的尺寸,分别对两种试件进行建模并采用有限元应力分析.模型中采用CPE4单元,在应力集中处加大网格的密度.以未熔合区的长度为准,如图8中白线,图8(a)是疲劳寿命为3 674次试件的去除余高的有限元模型,图8(b)是疲劳寿命为39 436次的保留余高的有限元模型.在有限元模型中添加材料的属性如表3所示.
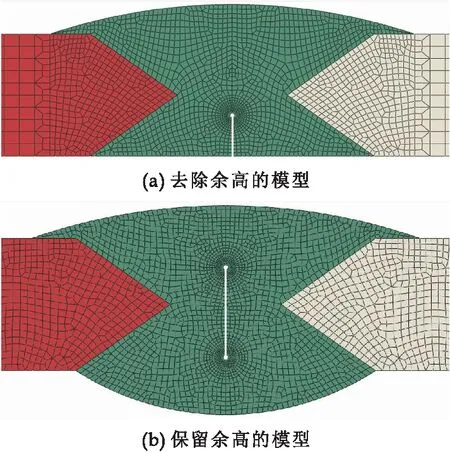
图8 属性附加的有限元部分模型
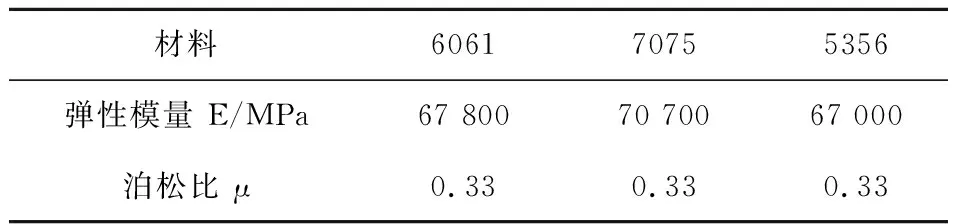
表3 材料的属性[18-20]
熔池中部分母材发生熔化,该区域的材料较为复杂,故弹性模量假设为三种铝合金的均值68 500 MPa.有限元模型材料属性附加,其中红色部分为7075铝合金、绿色部分为三种铝合金的均值、白色部分为6061铝合金.实验过程是循环受力的过程,所以将设置三个分析步,第一个分析步施加最大名义应力,第二个分析步施加最小名义应力,第三个分析步施加最大名义应力,对试件进行弹性应力分析.此处名义应力为施加的载荷除以板的横截面积.该模型未考虑焊接后残余应力对试件的影响,通过对焊接件进行退火热处理,降低了残余应力,另外文献[17]表明,残余应力在几个周期的疲劳载荷后被消除.
模型受到垂直于焊缝的拉应力,随着拉应力的增大,模型的弹性变形也增大.图9为图8中去除余高的焊接接头在施加应力下,第三个分析步中最大主应力的分布情况,在缺口处发生严重的应力集中,这与图6疲劳实验断裂的位置相符.
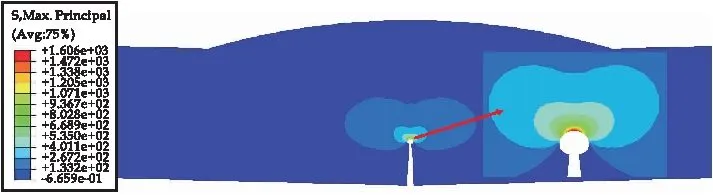
图9 应力云图
3.1.2 基于缺口应力法预测寿命
缺口应力法是依靠一条S-N曲线来实现不同焊接件和不同的加载条件的疲劳寿命评估.IIW推荐S-N的曲线是以疲劳寿命为107为拐点分为上下段,以2×106处的应力范围为曲线的疲劳等级FAT,S-N曲线的关系式如式(1).对于铝合金的疲劳寿命在2×106下的疲劳等级FAT为180,上半段的斜率为3.
(1)
式(1)中:N为循环次数,Nk为拐点循环次数,m1为上半段斜率,m2为下半段斜率
通过有限元软件对去除余高和保留余高的两种焊接接头分别进行应力分析,找到应力集中最大的单元,将该单元的最大主应力的变化范围为代入式(1),可预测焊接件的疲劳寿命.预测寿命与实验寿命相比,如图10所示.
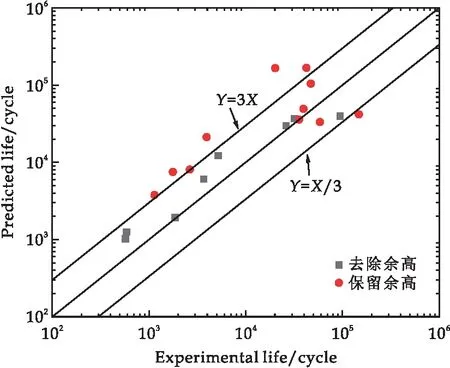
图10 缺口应力法预测寿命
从图中可以看出两种焊接接头的预测结果基本在3倍误差带之内,其中去除余高的焊接件的预测结果要高于余高未处理的预测结果.两种焊接接头的预测结果多数比实验结果大,尤其是余高未处理的焊接试件预测结果部分超过实验寿命的3倍.
由此也可看出,图5中的数据比较分散显得杂乱无章,而图10中的预测寿命分布趋于一条直线.因而可以认为最大应力范围能较好的关联此异种铝合金对焊件的疲劳寿命.
3.2 线弹性断裂力学法寿命预测
3.2.1 线弹性有限元应力分析
以焊接件的实际未熔合长度为准,建立各自不同的有限元模型,图11(a)是疲劳寿命为3 674次的去除余高的有限元模型,图11(b)是疲劳寿命为39 436次的保留余高的有限元模型.该模型采用平面应变单元(包括CEP3与CPE4),以未熔合区的尺寸为初始裂纹长度,在软件中围线积分裂纹有限元分析求得应力强度因子,其施加的约束与载荷大小跟缺口应力法一致.
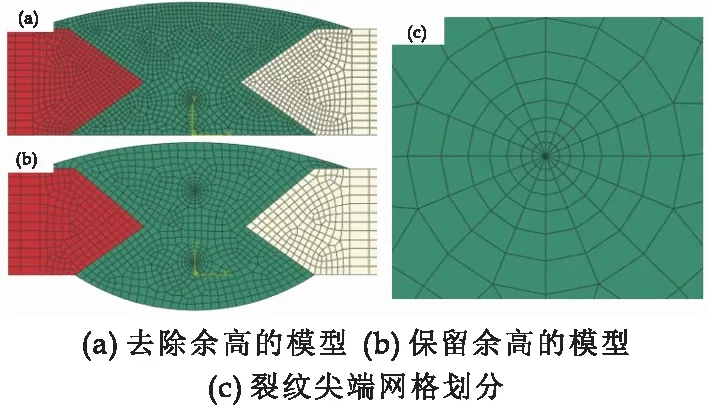
图11 两种焊接件有限元局部模型
3.2.2 基于线弹性断裂力学法预测寿命
在大量的疲劳试验上,Paris等提出材料的疲劳裂纹扩展速率与应力强度因子变化范围有关,其关系式如式(2)所示:
da/dN=C(ΔK)m
(2)
式(2)中:C与m为常数.
试件的总寿命是由裂纹萌生寿命与裂纹扩展寿命两部分构成,而Paris公式估算的是裂纹扩展寿命.文献[21]表明,裂纹萌生寿命能占到总寿命的1/2,所以本文假设裂纹扩展寿命达到总寿命的50%,即:
Nt=2N
(3)
式(3)中:Nt是总寿命;N是裂纹扩展寿命.
IIW推荐[22],对于铝合金材料常数C与m分别为1.41×10-11与3.通过有限元分析求得应力范围所对应的应力强度因子范围.将其应力强度因子范围与常数C与m代入公式(2)和(3)中估算焊接件的疲劳寿命,预测寿命与实验寿命相比,如图12所示.从图中可以看出两种焊接接头的预测结果基本在3倍误差带之内,去除余高的焊接件的预测结果要略优于保留余高的预测结果.
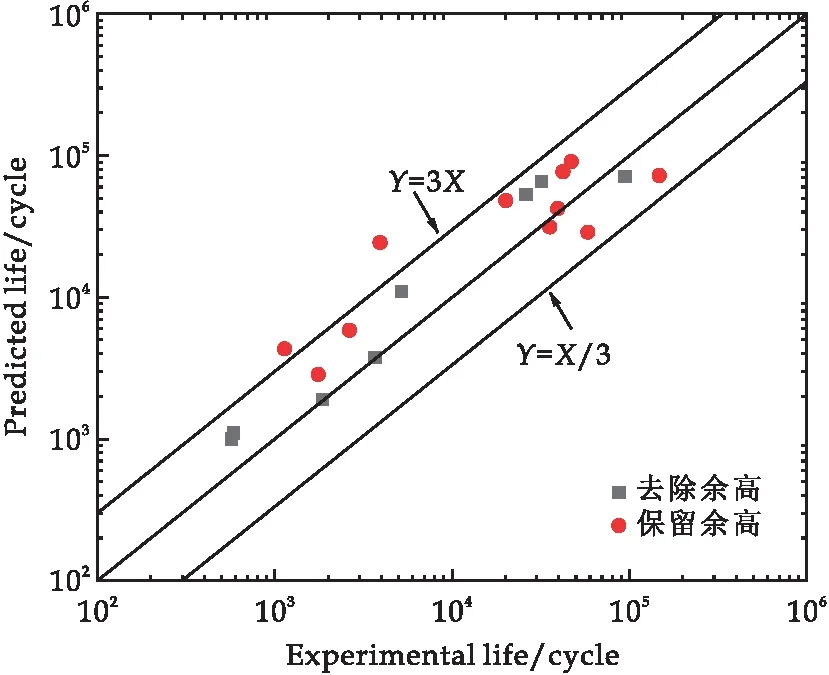
图12 线弹性断裂力学预测寿命
与图5相比,此图中的预测寿命分布也趋于一条直线.与图10相比,预测结果的分布更趋于三个因子分散带内.因而可以认为应力强度因子比最大主应力范围能更好地关联此异种铝合金件的疲劳寿命.
从前文可知,拉伸试件与疲劳试件的断裂位置不同,拉伸试件的断裂发生在较为薄弱的6061侧.疲劳试件的断裂位置发生在焊缝处,由于焊缝区存在未熔合、气孔等缺陷,在循环载荷下,试件在缺陷的位置处于应力集中点从而加快了疲劳裂纹萌生的速度,故疲劳断裂位于焊缝处.
在文献[23]中,6061铝合金氩弧焊焊接试件的疲劳断裂位置发生在热影响区,疲劳断口中有明显的疲劳条纹.本测试中,观察到6061/7075异种铝合金焊接试件的断裂位置位于焊缝中间.其疲劳断口上有气孔、未熔合等缺陷,未发现有明显的疲劳条纹.通过疲劳实验,可见部分焊接件具有较高的疲劳强度.
本次采用缺口应力法和线弹性断裂力学法对两种焊接接头进行了疲劳寿命预测,两种预测方法均考虑了材料的弹性,其预测寿命与实验寿命基本在3倍误差带之内,去除余高的焊接件的预测结果要优于余高未处理的预测结果,线弹性断裂力学法的预测结果要优于缺口应力法.
在有限元分析中未考虑残余应力对疲劳寿命的影响,在氩弧焊焊缝处存在残余应力.在未考虑残余应力的情况下,会影响预测方法对估算疲劳寿命的精度.另外,通过疲劳断口图可以看出有气孔、裂纹等缺陷的存在,这些缺陷的存在会加大焊缝中面上的应力,并加大未熔合区尖端处的应力集中,严重降低试件的疲劳寿命.在此处有限元应力分析模型中未加入气孔、裂纹等缺陷,只考虑了未熔合区对试件的影响,会使得焊接接头的疲劳寿命预测结果比实验结果偏高.
另外,熔合区是一个材料性能高度变化的区域,此处在熔合区材料性能取为三种材料的均值,这种材料设置显得粗糙,一定程度上会影响应力应变分析的精度,进而影响寿命预测.
4 结论
(1)对于本文所涉及的试件,焊缝余高对焊接接头的抗拉强度影响较小,其两种焊接接头的断裂位置均发生在6061侧的热影响区.
(2)对于本文所涉及的试件,焊缝余高对焊接接头的疲劳性能影响较大,保留余高试件的疲劳寿命要高于去除余高的疲劳寿命,断裂位置位于焊缝中间,未熔合和气孔等缺陷减少了焊接接头的疲劳寿命.
(3)采用缺口应力法和线弹性断裂力学法对两种焊接接头进行了疲劳寿命预测,其预测寿命与实验寿命基本在3倍误差带之内.两种方法对去除余高的焊接接头的预测结果优于余高未处理的试件,其中线弹性断裂力学法预测结果较好.应力强度因子比最大主应力范围能更好地关联此异种铝合金件的疲劳寿命.
