基于线性规划模型钢材下料问题最优切割方案研究
2023-10-14符学勇
田 飞,符学勇
(海南经贸职业技术学院,海南 海口)
随着钢铁行业降本增效的日益深入, 在钢材切割下料过程中有效提高钢材利用率, 是每一个企业提高经济效益降低成本的重要途径。因而,关于钢材下料问题的研究越来越得到各施工企业的重视, 也是国内外学者备受关注的热点问题, 他们针对下料问题尝试使用线性规划法、分支定界法、动态规划法、启发式算法、模拟退火算法、遗传算法、演化算法等[1-5]选择最佳排样切割方案,提高钢材利用率,节省钢材,降低产品的生产成本。韩丹[6]开发了钢结构产品排样系统,系统可以快速从数据库中匹配出最符合产品尺寸的材料板材,然后提供高质量的排样方案。李宁[7]通过计算机辅助编程提高切割效率和切割质量。胡伟[8]通过新技术的手段深挖节材空间,来减少机加工切削余量,降低调质热处理的能耗,对后道工序降本。田双[9]针对单一规格的一维下料问题, 建立一维下料问题的多目标数学模型,并阐述了求解该类问题的主要思路。鞠云鹏[10]针对二维矩形板件排板利用率问题, 提出了一种矩形板件优化组合的排板算法。
目前国内对该问题的研究大多数关注点是在计算机编程算法上,或者是较为简单的一维下料问题。而我们的研究视角是根据订单需求, 满足不同情况下的下料问题。不同的下料策略, 通过逐级优化和组合原理,建立了不同的线性规划模型,确定了最优的切割方式。
1 问题及数据来源
问题及数据来源于2021 年第十一届MathorCup高校数学建模挑战赛D 题“钢材制造业中的钢材切割下料问题”[11]。需要解决以下问题:
(1) 对工厂所有的原料,使用最少的张数,满足对5 种卷料的要求(不考虑浮动比例)并尽量提高总的成材率,给出切割方案。
(2) 对工厂所有的原料,使用最少的张数,满足对所有订单的要求(不考虑浮动比例)并尽量提高总的成材率,给出切割方案。
2 模型的建立与求解
2.1 问题1
在此问题中不考虑切割设备与钢板之间的摩擦等损耗、钢材原料厚度和切割的刀片厚度,假设设备排刀架上可以以任意间距排刀。按照零件的需求量,进行几种成品的配套优选,从而得出最佳下料方案。
2.1.1 按照零件需求量, 进行几种成品的配套优选建立数学模型
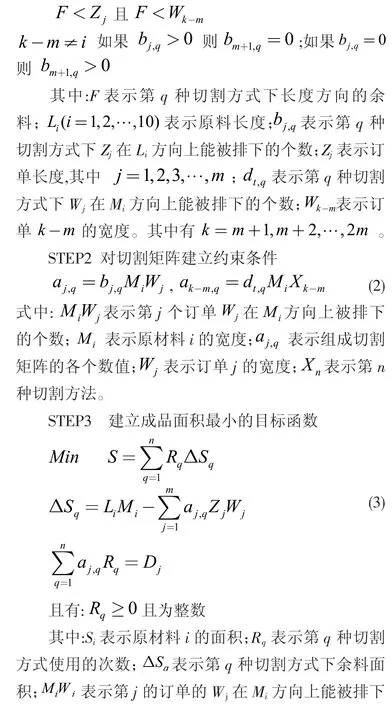
STEP1 对余料长度方向上建立约束条件:

STEP4 使用新易优化板材切割系统计算统计得出最佳切割方案。一共需要排12 次刀,第1 次排刀使用材料1,可切割出订单一1 块,订单二0 块,订单三4块,订单四10 块,订单五0 块;第2 次排刀使用材料1,可切割出订单一6 块,订单二2 块,订单三0 块,订单四0 块,订单五4 块,以后以此类推,1~12 次切割方案详见表1。

表1 问题1 钢材切割下料的12 种最佳排刀方案
STEP5 建立总切割次数最少的线性规划模型:
其中:pi表示编号为i 的原料;Rj表示第j 种排刀切割的次数;Y 表示总切割次数。
使用新易优化板材切割系统对模型(4)进行求解,得出每种材料的使用情况详见表2。

表2 问题1 每种原材料使用情况
STEP6 通过新易优化板材切割软件的“原片剩料”功能,列举出所有余料,并按照余料标准(a.长度不小于50 000 cm,且宽度不小于100 cm;b.长度和宽度,其中一个不小于2 000 cm, 另一个不小于1 000 cm,满足其一即可), 判断每份余料是否满足余料回库要求,并计算出余料面积总和。余料可回收情况如表3 所示。

表3 问题1 余料可回收情况
由表3 可知:可回库余料总面积H1:100994728.6389 cm2。
STEP7 计算成材率
其中:V 表示原材料的成材率;Fj表示订单j 的面积;Hi表示总可回收的余料面积。
2.1.2 结论
对于问题1, 在考虑到使用最少张数的原材料并尽量提高总的成材率的情况下,按照订单需求量,建立线性规划模型,得出12 种最佳排刀方案、每种方案的切割次数、原材料的使用情况、余料可回收情况以及并算出成材率。
2.2 问题2
问题2 与问题1 相比增加了订单需求以及原材料种类,由于未涉及卷料和板料在剪切台上工作差异,所以参照问题1 的模型更改订单需求, 重新计算求出最佳方案。
2.2.1 按照零件需求量,利用问题1 的数学模型,计算切割方案
STEP1 再次利用问题1 中数学模型(1)-(3),通过新易优化板材切割系统计算得出最佳切割方案, 一共需要排17 次刀,即:切割17 次,第1 次切割使用材料1,切割出订单一3 个,订单三4 个,订单四6 个,订单六3个,订单七16 个,订单十1 个,订单十一2 个,订单十三2 个,订单十四22 个,第1~17 次切割方案详见表4。

表4 问题2 钢材切割下料的17 种排刀方案
STEP2 使用新易优化板材切割系统对模型(4)进行重新求解, 针对问题2 得出每种材料的使用情况详见表5。

表5 问题2 每种原材料使用情况

表6 问题2 的余料可回收情况
因此,可回库余料总面积H2:128192220.829 cm2。
STEP4 计算成材率为:
2.2.2 结论
由于问题2 中仅增加了订单的数量, 比问题1 中多出十种板料,其他条件不变,按照问题1 中的方法解决,得出17 种排刀方案、每种原材料使用情况、余料回收情况并算出成材率。
3 结论
针对钢材切割下料两个具体问题, 建立了线性规划模型,得出较优的切割方案,该方案有效地避免了大材小用,小材浪费的情况,大大提高了钢材的成材率,为企业降低了生产成本。该模型也可以推广到其他客户订单中使用,只要修改原材料和订单数据即可。
