热冲压模冷却水路设计及仿真研究
2023-03-10裴孜艺王冰滨王子健
裴孜艺, 王冰滨, 王子健
(苏州大学 沙钢钢铁学院, 江苏 苏州 215131)
0 引 言
近年来为实现汽车轻量化,提升汽车碰撞安全性,发展超高强度钢热冲压技术已成为主流趋势。超高强度钢热冲压成形技术凭借其成形载荷小、回弹量小、成形精度高等优势广泛应用于汽车车身关键结构件和安全零部件制造中,如汽车A柱、B柱、防撞梁等。随着市场竞争日益激烈,缩短生产周期已成为当今汽车行业发展的主要方向,因此模具冷却系统的重要性也日益突出。热冲压模主要通过模具零件工作表面与板料的接触带走板料的热量,实现板料在模具内淬火,因此模具零件材料的热导率对冷却速率起着关键作用[1]。
通过整体均匀加热获得完全马氏体状态下的结构件具有较高的拉伸强度和硬度,但其在失效前的延展性却较低,这在一定程度上限制了其应用。因此研究人员希望获得具有定制性能的制件,如B柱和其它可能承受冲击载荷的部件,需要使其具有较高的延展性,起到缓冲吸能的作用,使驾驶者和乘客的安全得到保护[2],高强度钢热成形制件变强度工艺也就应运而生。在该背景下从冷却水路的设计与加工、模具零件材料对温度场的影响、模具零件温度场对成形制件性能和尺寸的影响等方面进行了描述。
1 冷却水路设计与加工
热冲压模应具有良好的成形和冷却能力,能使高温板料产生均匀塑性变形的同时,还要保证成形制件淬火时快速、同步地降温。通过软件分析发现由于冷却水路设计的不合理,图1所示水路上、下两端的流速大于其它地方的流速,为得到外形尺寸精确、组织为全马氏体的合格热冲压制件,需要对热冲压模进行合理的冷却水路设计与加工。
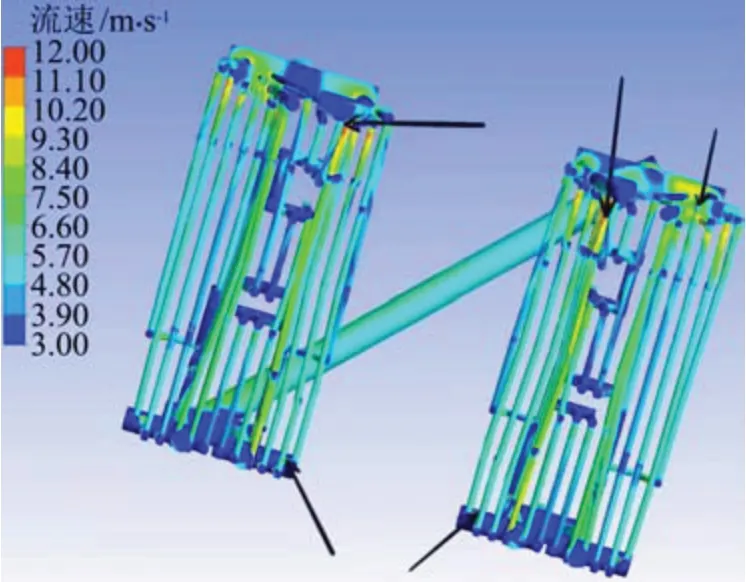
图1 热冲压模冷却水路流速分析
热冲压模设计的关键在于冷却水路的设计[3],如图2所示,冷却水路设计主要考虑管道和模具零件表面距离(x和a)、管道间距(s)、管道直径等参数。HUNG T H等通过有限元分析和分数因子法建立经验方程,研究冷却水路参数对板料冷却速度和冷却均匀性的影响,发现模具零件表面到冷却管道边缘的距离以及冷却管道边缘之间的距离对板料冷却速率有影响,冷却管道边缘之间的距离是影响冷却均匀性的主要参数[4]。设计水路时应尽可能减小管道与模具零件表面距离以及冷却管道的间距,以便将热量快速地从板料传递给冷却介质。由于模具中凸模比凹模冷却慢,在热冲压模中凸模设计应引起重视[5],可以通过设计小直径的冷却管道,布置在靠近模具零件表面的凸起区域,并且增加管道的数量,使模具对板料进行均匀冷却[3]。减小管道半径的同时应满足强度要求,以获得更好的淬火效果,并减少模具制造成本以及加工难度。袁俞哲等以模具零件型面温度均匀度、最高温度、平均温度为优化目标,通过响应面法(RSM)建立预测模型,并运用NSGA-II遗传算法获得了最优水路结构设计参数组合[6]。

图2 冷却水路设计参数
热冲压模制造的关键在于如何将设计的冷却管道加工,开设冷却管道的方式有多种,在目前生产中,主要采用钻孔、铸造和镶拼3种加工方式。其中钻孔的方式应用最为广泛,它是通过在模具零件内部加工一系列空腔结构作为冷却管道。铸造方式则是采用与模具零件型面相对应的随形布置冷却管道,然后通过向已预埋一系列优质钢管的砂型内浇注熔融态材料,并待其在钢管周围完全凝固后形成冷却管道。镶拼方式是通过铣刀在凸凹模非工作表面内开设一系列沟槽,槽深及形状由模具零件表面形状决定,并将模块上的沟槽部分拼合组成冷却管道。表1所示为3种冷却管道加工方式的优缺点对比,在模具制造时可根据不同的工况进行选择[1,7]。

表1 3种冷却管道加工的优缺点对比
热冲压模冷却管道应具有较好的定位灵活性,而热冲压模的设计一般采用直型水道设计方案,该方案由于加工方面的限制,无法均匀冷却形状复杂的制件。随形冷却水路设计可以提高热冲压模冷却均匀性[8,9]。M E PALMIERI等提出了一种热冲压模内随形冷却水路的设计方法,并以22MnB5汽车B柱为例进行了研究,发现管道之间距离为9 mm、模具零件表面与管道中心之间距离为12 mm时的水路结构最佳,能够有效减少淬火时间[10]。YUN S等提出一种组合直冷却水路(SCC)和随形冷却水路(CCC)的混合冷却水路设计方法(MCC),以改善拼接毛坯热冲压模的冷却性能,图3所示为SCC、CCC和MCC的结构[11]。刘雪飞等设计了缩小B柱加强件的3种热冲压冷却系统,如图4所示,并通过数值模拟对比分析发现钻孔式随形冷却为最优方案,冷却效果最好[12]。HU P等研究发现在低雷诺系数下,蛇形随形冷却水路的设计效果优于其它设计,而在高雷诺系数下,纵向随形冷却水路的设计效果最好[13]。
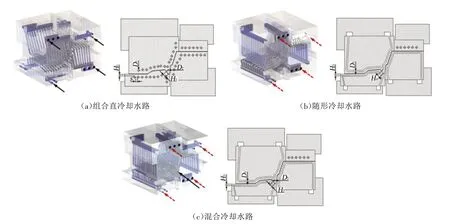
图3 3种冷却水路结构

图4 缩小B柱加强件的3种冷却水路布置
通过直接能量沉积工艺,可以对冷却水路通道进行更加灵活的设计。A KOMODROMOS等研究了热冲压模近表面冷却水路的制造工艺,发现热冲压模的冷却能力不仅与冷却水路的位置和尺寸有关,而且与管道的几何形状有关,如图5所示[14]。D CHANTZIS等提出了一种点阵结构热冲压模增材制造方法,可以在模具零件工作表面与冷却水路之间的传热不受影响的情况下,减少从冷却管道到模具本体的传热,提高生产效率和冷却效率[15]。

图5 板料最终温度与完全马氏体转变所需时间的影响
由于冷却管道的几何形状受制造、强度和刚度的限制,仅对冷却管道的直径和布置进行优化,这样不会使凸模和凹模表面得到均匀的温度分布,为实现温度均匀分布,还应采用不同的冷却水流量[5]。增大冷却水流量,冷却作用明显,而冷却水流量过大,可能导致热成形件产生裂纹,因此选择合理的冷却水流量是提高冲压制件性能的关键[3]。曹晓擎等通过对比不同冷却水流速的模具和冷却水路的温度场(见图6),发现在55 L/min的冷却水流量可以获得较好的冷却效果[16]。刘迪辉等针对多腔热冲压模冷却水流量分配问题提出冷却水流量分配方法,设计了可变管道参数的U形件热冲压工艺仿真模型,研究结果表明,冷却水流量的调整对成形件最后温度的影响显著[17]。

图6 不同冷却水流量的模具温度
2 材料对温度场的影响
为了提高冷却速率和实现成形件表面更均匀的温度分布,研究者致力于开发和优化设计模具冷却系统的模型[18],然而有些模型计算量大,不适用于几何形状复杂的模具,且设计的模具冷却系统加工和维修费用高,增加了制造成本,同时还存在冷却能力的极限问题。目前加快冷却速率的另一种方法是使用高热导率的模具材料[19],通过提高模具材料的热导率以提升模具的冷却能力。此外模具的服役条件对模具使用寿命有较大影响,热作模具钢的主要失效原因是热疲劳,而热疲劳是由模具温度不均匀而产生的内应力所致[20],有必要研究模具材料对热冲压过程中模具温度变化的影响。
采用不同的模具材料进行热冲压时,模具各部分的温度变化规律基本相同,而使用高热导率的模具材料可以将热量更顺利地从高温区转移至低温区,缩短模具达到热平衡的时间[21],因此使用高热导率模具材料能够有效提高模具的冷却效率,加快热冲压生产节拍、提高生产效率。与传统热作模具钢相比,高热导率材料能够降低模具的最高温度,使其保持在较低温度,并有效提升模具内温度分布均匀性,降低模具热应力,延长模具的热-机械疲劳寿命[21-23]。A ABDOLLAHPOOR等通过研究发现使用低电导率的模具材料Macor®保持在175 ℃时得到的性能类似于模具材料AISIH11保持在450 ℃得到的性能,这表明使用低电导率的模具材料可以降低所需的模具温度以获得一定的相分数和硬度,在这种情况下可以节约能源[24]。
3 温度场对成形制件性能和尺寸的影响
为了在不对现有设备进行大幅度改动的情况下,实现板料不同部位产生不同组织,即高强度钢热成形制件变强度工艺,通常采用模具分块加热方式[25,26],因此研究模具温度对成形制件力学性能与尺寸的影响具有重要意义。
冷却速率对组织的影响如图7所示[27],成形制件硬度的降低是由于模具温度升高引起贝氏体体积分数增加[2]。LEI C X等研究了不同模具温度对热冲压方杯形件显微组织和力学性能的影响,发现模具温度越高,板料的冷却速度越小,冷却效果越差,成形件的抗拉强度下降[28]。ZHANG Z等测量了不同模具温度下Usibor1500P硼钢的力学性能,并使用扫描电镜和色调蚀刻法来量化不同模具温度下实现的淬火相,发现随着模具温度的升高,马氏体含量从85%减少到30%,而贝氏体从12%增加到55%,铁素体也有少量增加,同时硬度值和抗拉强度下降,而延伸率上升[29]。陈扬等研究了模具温度对22MnB5热冲压零部件组织和性能的影响,如图8所示,发现为避免出现贝氏体组织而导致塑性和韧性恶化,热冲压模软区的加热温度应高于500 ℃[30]。CHEN L W等研究了150 ℃到500 ℃的模具加热温度对CSC-15B22钢板性能的影响,发现模具加热到350 ℃时,成形制件所能吸收的冲击能量最大[31]。包丽等研制了一种新型热冲压分区式加热模具,冲压件加热区、过渡区、低温区的硬度值依次增大[27]。
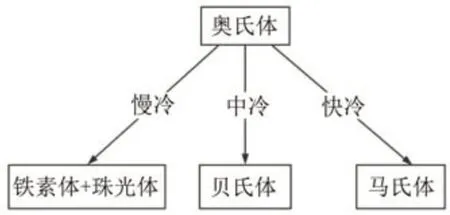
图7 冷却速率对组织的影响
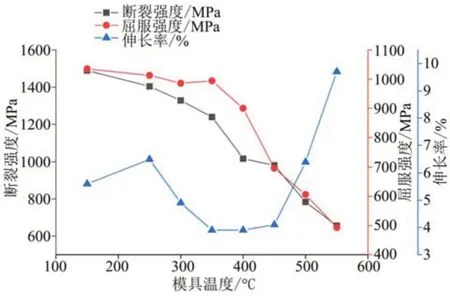
图8 不同模具温度下 22MnB5 的力学性能
在大的成形力和温度急剧变化的共同作用下,回弹量是成形制件精度和质量的关键影响因素。张志强等分析了不同模具温度下Usibor1500P硼钢板在加热区、过渡区以及低温区的回弹规律,发现马氏体组织越多回弹越大,贝氏体组织越多回弹越小[32],因此适当提高模具温度,可有效提高成形后制件尺寸精度。
预测热冲压过程中的组织转变对控制成形制件性能和加工精度有较好的作用。薛飞等通过图像处理法和有限元计算法分别对不同模具温度制件成形后组织含量进行了预测,经对比发现2种方法所得结果相近[33]。有效地预测变强度热冲压制件的组织与力学性能,对指导优化生产和试验过程具有重要意义。
4 模具温度场仿真模拟
制件的组织和性能与成形过程中模具内的温度场有关联,为了准确预测成形制件性能,规避设计缺陷,缩短开发周期,需采用有限元数值模拟技术对热冲压过程温度场进行分析。在热冲压工艺中,模具零件和板料之间的界面传热系数(IHTC)是热冲压模冷却仿真模型中重要的参数,其精度将影响温度场的计算精度。
目前求解IHTC或TCR(接触热阻)的主要方法有4种:经验模型法、热平衡法、逆热传导分析法、有限元优化反算法[34,35]。郝新等提出了一个描述热冲压试验过程中换热系数的理论模型,该模型建立了换热系数与接触面粗糙度、界面压力等参数之间的关系,且对于描述换热系数简单易行[36]。然而经验模型的计算结果依赖于材料硬度等参数的测量准确度,只有在接触压强为0时能得到良好验证,所得IHTC误差较大[37]。热平衡法基于板料散失的所有热量都被模具吸收的假设[38],廖铮玮等考虑马氏体相变影响,采用数值积分对热平衡方程进行求解,获得了与板料温度和接触压强相关的IHTC曲线[39]。逆热传导分析法是利用逆热传导分析获得板料与模具零件之间的热流密度,并用其计算IHTC。LI Y等通过有限元仿真和试验对反热传导(IHC)和有限元法优化(FEM-OPT)2种方法进行分析比较,发现IHC方法对温度的预测精度较高[40]。有限元优化反算法则是利用有限元软件建立仿真模型,在模型中定义了整体的等效IHTC,利用优化程序调用有限元模型进行热冲压传热分析,并不断调整有限元模型中的边界条件,最终使模拟数据和试验测量数据之间的差异最小。胡平等在考虑了空气间隙、热电偶响应时间、相变潜热等因素的基础上,应用有限元反算法求解IHTC,得到IHC与压强的关系[41]。
模具温度场是热冲压过程中重要的物理场,获得准确的热冲压模温度场,有助于指导模具随形冷却水路的优化设计。LEI C等通过CFX对淬火过程进行数值模拟,分析了模具的冷却效果,关注接触热阻对热冲压淬火过程的影响,有效预测热冲压淬火过程中模具的温度分布,但数值模拟采用的是瞬态热分析过程,没有考虑成形时的导热过程[42]。辛志宇等分析对比了流固耦合分析方法和第三类边界条件法的计算效率与求解精度,发现2种方法得到的模拟结果接近,前者能够有效反映冷却管道内的流速及温度分布,但后者的计算模型更简单,计算效率更高[43]。LIN T等基于MpCCI(基于网格的并行码耦合接口)进行热-流体仿真和热-流体-机械耦合仿真,对模具的冷却效果进行分析,并用试验结果进行验证[44]。贺斌等基于通用结构仿真分析软件ABAQUS与流体仿真软件STAR-CCM+进行FEM-CFD弱耦合的热冲压过程循环仿真,最终获得模具的稳定温度场分布[45]。刘硕等通过软件ABAQUS进行了热力耦合仿真,并对凹、凸模温度场进行分析[46]。为了减少有限元模拟的时间,CHEN J等采用响应面法,建立了分段有限元模型,与整个U形构件模型相比,计算时间节省了92.6%,有限元模拟的计算效率显著提高[47]。刘迪辉等基于LS-DY⁃NA软件在成形仿真和模温分析方面的长处以及Fluent软件在流体分析方面的优势,提出一种考虑实际流场分布差异影响的模温分析方法(见图9),通过与实测温度进行对比发现该方法仿真精度较采用平均传热系数的仿真方法更高,能够用于复杂制件及多腔模具的模温分析[48]。

图9 考虑实际流场的热成形模温分析流程
为保证获得性能梯度分布的热成形制件,刘雪飞等基于Deform软件建立了B1500HS超高强度钢相变-温度-硬度多物理场耦合模型,分析保压淬火过程模具的冷却效果[12]。L BAO等利用软件AN⁃SYS Maxwell15.0对区域感应加热冲压过程板料的温度场进行电磁场和热场的耦合计算,且模拟结果与试验数据基本一致[49]。
5 结束语
在国内已投入应用的超高强度钢热冲压技术,使国内汽车制造业在安全性、环保、节能等各方面都有了质的飞跃,一定程度上突破了国外的技术垄断,降低了制造成本,推动了国内高端汽车制造业的发展,并在此基础上发展了一批先进的热成形材料及其应用技术,当然还存在一些值得关注的研究方向。
(1)目前国内常用的热冲压模材料仍以进口为主,且价格昂贵,热冲压模材料是限制国内汽车零部件制造商利益与发展的重要因素,应开展对热冲压模材料的研制,以实现模具材料的国产化。
(2)热冲压工艺的数值模拟涉及热-力-相多场耦合问题,因此如何在理论与试验的基础上,建立精确的仿真模型,并实现高效的热冲压过程仿真是值得深入探讨的课题。
(3)用于汽车重要安全结构件的热成形钢及其成形工艺,还要满足不同车身安全性能、不同使用环境的要求,因此实现高强度钢热成形制件性能定制要求的变强度技术具有较大的发展潜力。
