汽车外后视镜基座自攻螺钉紧固失效问题研究
2023-02-14薛东
薛东
江阴市宏丰塑业有限公司,江苏无锡 214422
0 引言
玻璃纤维(GF)增强尼龙(PA)具有极高的强度、优异的耐磨性和良好的尺寸稳定性,被广泛应用于汽车、电动工具、机械等领域[1-3]。汽车后视镜基座通常设计使用铝合金支架和丙烯腈-苯乙烯-丙烯酸酯(ASA)制作的护罩为主(称之为分体式结构),而将两者整合为一体的设计则使用玻纤增强尼龙材料为主(称之为整体式结构),极个别车型使用玻纤增强聚对苯二甲酸丁二醇酯(PBT)材料。不管是分体式结构还是整体式结构,都需要使用螺钉将后视镜总成固定在车门钣金上。对于分体式结构的后视镜一般不存在螺丝柱(BOSS柱)开裂或滑牙的问题,BOSS柱开裂或者滑牙主要出现在整体式塑料结构中。这是由于整体式结构的后视镜总成一般使用自攻螺钉与车门钣金进行连接。
在实际生产过程中,由于设计、制造、操作以及环境等因素,可能导致塑料件在自攻拧紧的过程中发生诸如开裂、打滑(达不到规定的拧紧力矩)等失效问题,从而造成零件松动,轻则产生异响,重则造成零件脱落,甚至可能会影响车辆功能和行车安全。董文生[4]通过对汽车塑料件自攻螺钉拧紧失效问题的研究发现,与自攻螺钉配合的塑料件安装孔发生开裂或者无法达到规定的拧紧力矩主要是与塑料件本身有关的因素以及塑料件安装孔壁内部存在孔洞、温度和水分的影响。而汽车后视镜是汽车主动安全的重要装置之一,是驾驶员获取汽车两侧和后方等外部环境信息的工具[5]。本文以某主机厂整体式后视镜基座为例,主要研究了后视镜基座BOSS柱的孔径、自攻螺钉安装扭力、环境因素以及材料对自攻螺钉拧紧失效的问题研究。
1 试验部分
1.1 主要材料
PA6 B6045UV,公司量产品牌,后视镜基座专用材料;自攻螺钉,市售。
1.2 主要仪器设备
注塑机:TTI-90SeK11型,无锡格兰机械集团有限公司;
计算机式材料拉力试验机:LK-103B 型,东莞市力控仪器科技有限公司;
数显简支梁冲击试验机:HC-8215型,苏州华川检测仪器有限公司;
电动缺口制样机:XQZ-11型,上海皆准仪器设备有限公司;
缺口尺寸测量仪:IDMI-12.7型,上海皆准仪器设备有限公司;
可程式恒温恒湿试验箱:GDJS-100L型,东莞市华谊创鸿试验设备有限公司;
全自动手按式电动螺丝刀(1.47~4.41 N·m):SK-9250L,台湾奇力速;
数显扭矩扳手(0.5~10 N·m):SWM-10,上海思为仪器制造有限公司。
1.3 测试与表征
拉伸性能测试按ISO 527-1,2:2012标准要求,拉伸速率为5 mm/min;
弯曲强度以及弯曲模量测试按照 ISO 178:2010标准要求,测试速率为2 mm/min;
简支梁缺口冲击测试强度按ISO 179/1eA:2000标准要求,摆锤能量为4 J;
低温简支梁缺口冲击测试强度按ISO 179/1eA:2000标准要求,摆锤能量为4 J。样条先在可程式恒温恒湿试验箱-30 ℃条件下,处理6 h;
滑牙扭矩的测试:将安装自攻螺钉的后视镜基座,使用数显扭力扳手拧到自攻螺钉滑牙即为滑牙扭力,每组测试20个产品。测试前、后视镜基座以及安装自攻螺钉后的后视镜基座都在试验室温度为23 ℃、湿度为50%的条件下平衡24 h。
1.4 自攻螺钉的安装
使用全自动手按式电动螺丝刀将自攻螺钉安装在整体式后视镜基座上。不同后视镜基座结构如图1所示,本文主要研究基座3个BOSS柱的靠近产品顶部的一个。
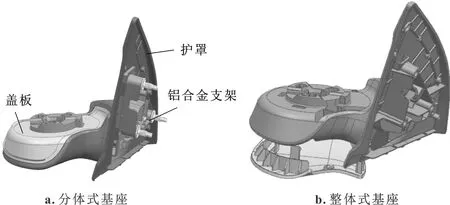
图1 不同后视镜基座结构
2 结果与讨论
2.1 安装扭矩对自攻螺钉拧紧失效的影响
表1为不同安装扭矩对自攻螺钉安装的影响。由表可以看出:随着安装扭矩的增加,产品的滑牙扭矩也增大(BOSS柱孔径选用5.3 m)。当安装扭矩达到2.93 N·m时,滑牙扭矩最大,随着安装扭矩继续增大,产品的滑牙扭矩反而降低。这可能是在安装扭矩过高时,自攻螺钉与BOSS孔壁摩擦带来的温度升高,温度过高导致BOSS柱安装孔内壁发生熔融,从而大幅度降低滑牙扭矩。因此,针对该后视镜基座使用自攻螺钉进行装配时选择2.93 N·m的安装扭矩比较合适,客户实际装配为(2.5±0.5)N·m。选择1.49 N·m的安装扭矩时,自攻螺钉打不到BOSS柱的底部,如图2所示。
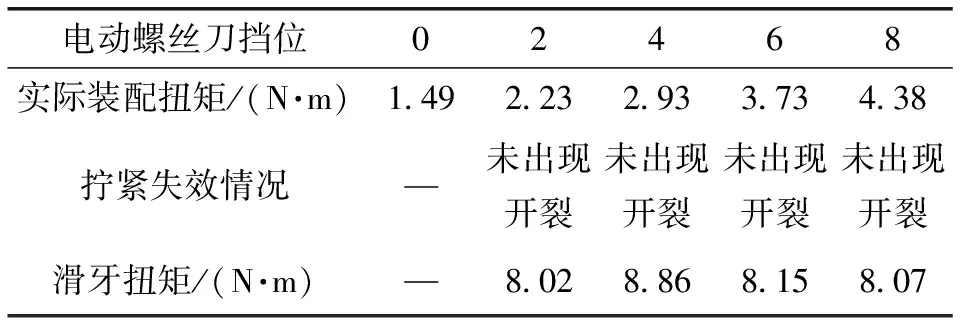
表1 不同安装扭矩对自攻螺钉安装的影响
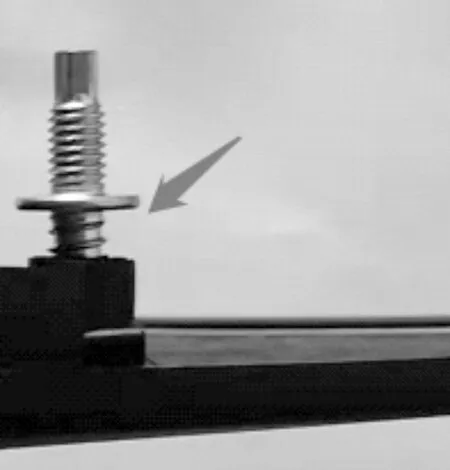
图2 安装扭矩装配示意
2.2 BOSS柱孔径对自攻螺钉拧紧失效的影响
图3为BOSS柱及自攻螺钉安装示意,前期设计为5.5 mm,拔模角度为0.5°。该后视镜基座在前期量产装车时出现0.5%滑牙的比例。这是由于后视镜基座在通过自攻螺钉预装在车门钣金上后使用风枪安装螺帽时,自攻螺钉可承受的滑牙扭矩小于风枪施加的扭矩,风枪扭矩设定值为(7±0.5)N·m。为此在自攻螺钉进行装配时,选择2.93 N·m的安装扭矩,并将BOSS柱孔径更改为5.0~5.4 mm,基座不同孔径自攻螺钉安装情况见表2。其中5.1~5.4 mm BOSS柱孔径小批量试制1 000套,5.5 mm BOSS柱孔径产品前期量产3 000套,5.0 mm试制50套。由表可以看出,随着BOSS柱孔径从5.5 mm降至5.3 mm,拧紧失效情况好转,并且符合装配要求。但是将BOSS柱孔径继续减小时,后视镜基座在安装自攻螺钉时出现开裂的情况,甚至在BOSS柱孔径改为5.0 mm时,100%开裂。这些可能是由于安装孔相对过细,造成自攻拧紧过程中安装孔壁内部产生的拉应力过高,进而造成安装孔壁发生开裂。而塑料件的安装孔内径过大时,在自攻螺钉旋入过程中,螺纹在安装孔内壁上侵入的深度过浅,使得螺纹表面和安装孔内壁之间的挤压作用和摩擦力过小,因而无法达到足够的拧紧力矩[4]。因此,在其他因素都不变的情况下选用5.3 mm孔径的后视镜基座最优。
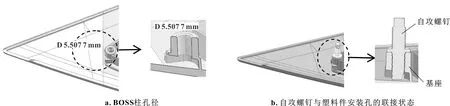
图3 BOSS柱及自攻螺钉安装示意

表2 基座不同孔径自攻螺钉安装情况
2.3 材料性能对自攻螺钉拧紧失效的影响
材料本身的特点以及在加工过程中一些加工参数变化也会导致其性能发生变化,从而导致注塑产品的性能发生变化,最终将对自攻螺钉拧紧失效产生影响,主要失效体现在BOSS柱开裂的情况。
2.3.1 环境因素对自攻螺钉拧紧失效的影响
图4为自攻螺钉安装在后视镜基座上后放置不同时间的滑牙扭矩。自攻螺钉安装选用上文最佳的装配工艺。由图可以看出,随着后视镜基座放置在试验室天数增加,自攻螺钉的滑牙扭力不断降低。在放置42 d后,滑牙扭矩由原来的8.86 N·m降至7.51 N·m。这可能是由于后视镜基座材料使用的是PA6+GF45,属于自攻螺钉安装在后视镜基座上后玻纤增强尼龙类材料。而尼龙材料容易吸水,导致材料的刚性下降,韧性变好。然而滑牙扭矩降低后,将会导致主机厂在装配时出现滑牙的情况,特别是自攻螺钉可承受的滑牙扭矩小于风枪施加的扭矩时。虽然在试验室条件下得出了最优的安装扭矩以及BOSS柱孔径,但是在实际生产装配时,产品所处的环境温度以及湿度是随着自然气候的变化而变化。通过跟踪10万套该产品,仍然出现有BOSS柱开裂的情况,比例为0.1%。分析得出开裂的情况主要是出现在冬季,这主要是由于冬天气温低、湿度低,导致其刚性高、韧性低。
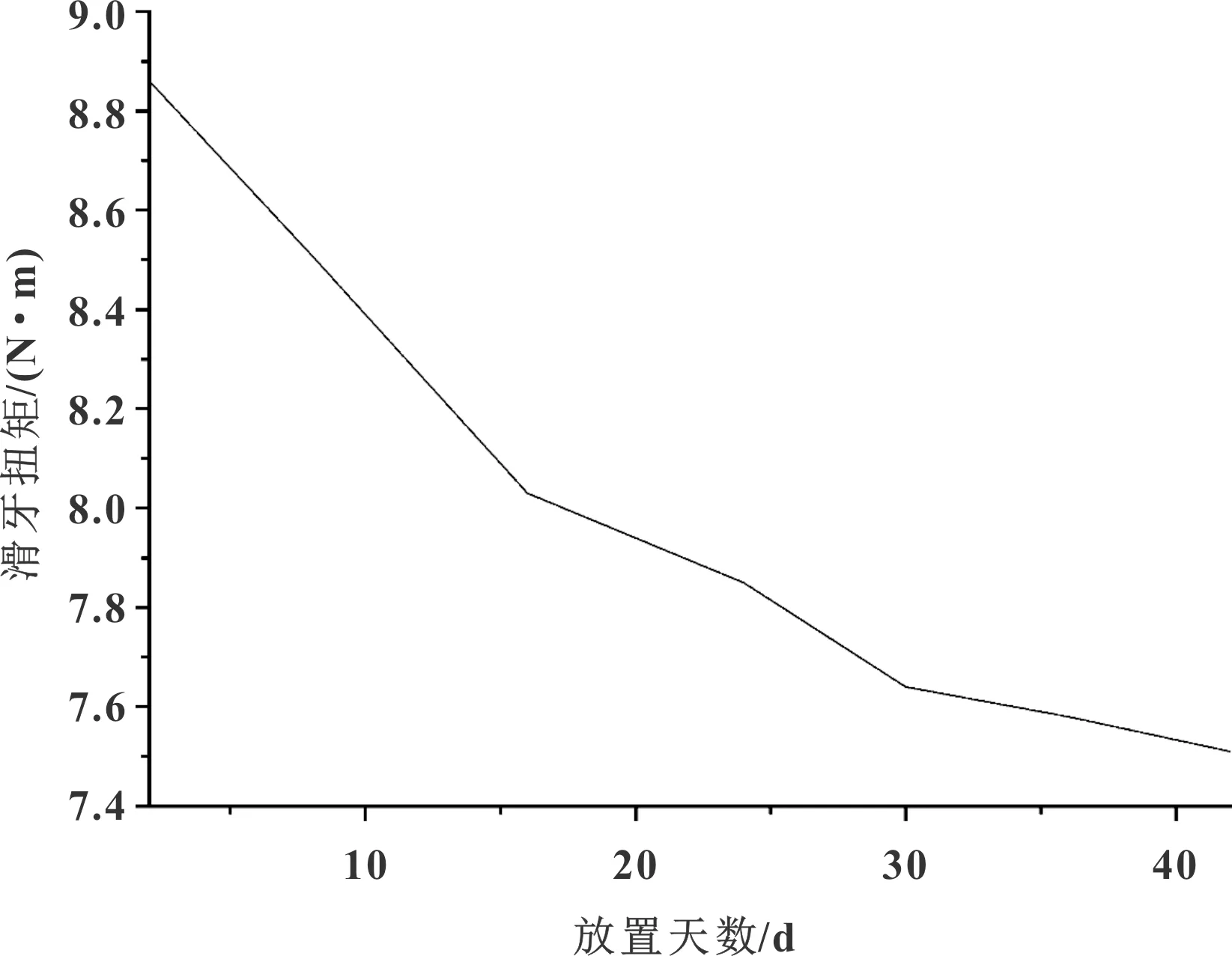
图4 自攻螺钉安装在后视镜基座上后放置不同时间的滑牙扭矩
图5为不同状态下的材料力学性能。虽然无法模拟在自然条件下材料性能的变化趋势,但是在一定程度上可以说明环境因素对材料性能的影响。
由图5可以看出,在-30 ℃的低温条件下,材料的拉伸强度、弯曲强度以及弯曲模量最高,其次是在干态条件下的材料性能,最后是在湿态条件下的材料性能。但是在湿态条件下的材料简支梁缺口冲击最高,其次是干态条件下的缺口冲击,最后是-30 ℃的低温条件下的缺口冲击。
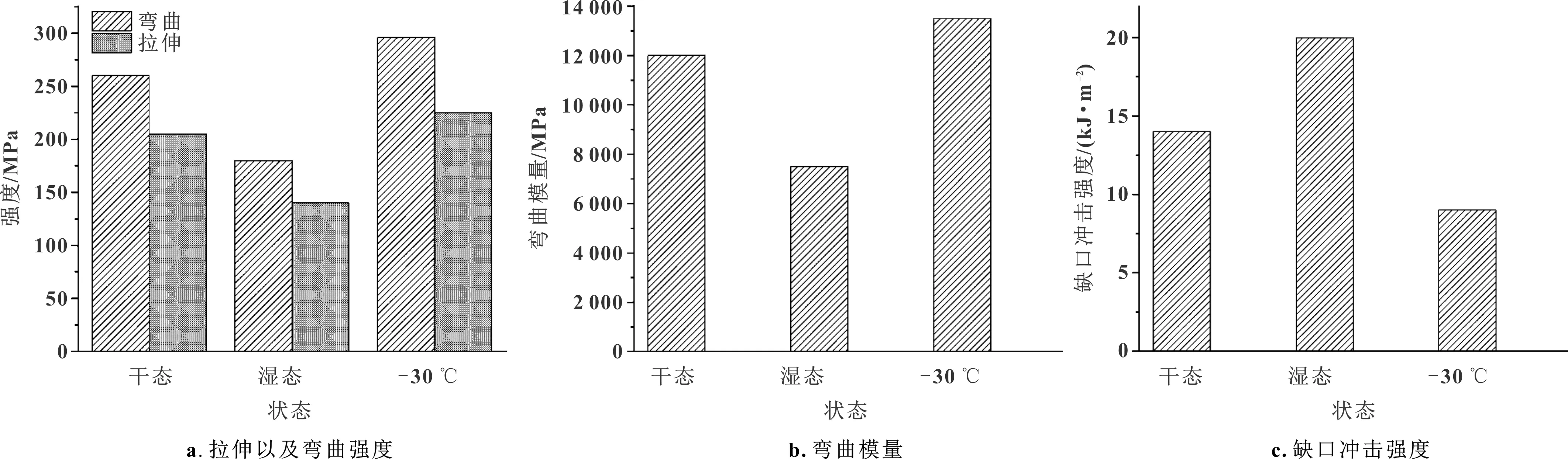
图5 不同状态下的材料力学性能
从不同状态下的材料性能变化也表明:材料吸水后,其刚性下降,韧性变好;在低温条件下,材料刚性高,韧性低。
2.3.2 不同注塑温度对材料性能的影响
一般来说,注塑温度设定过高,材料在注塑机炮筒中停留时间过长,材料未烘干等情况,都会使得材料发生降解,导致材料性能降低,最终反应在注塑制品上为机械强度及韧性降低。因此,选择合理的注塑工艺与最终产品的性能有很大关系。在实际生产过程中,极少数出现材料在炮筒停留时间过长以及未烘干等情况发生。另外由于后视镜基座属于外观件,当产品外观有瑕疵时(主要是漏纤情况),一般都会先对注塑压力、速度以及螺杆位置进行调整。如上述调整注塑参数无法解决产品外观问题,则将注塑温度进行调整。虽然调整注塑温度在一定程度上能够解决外观瑕疵的问题,但是无法确保自攻螺钉装配时,后视镜基座不会出现开裂的情况。表3为不同注塑温度下的后视镜基座自攻螺钉安装情况,自攻螺钉安装选用最优孔径以及安装扭矩。由表可以看出,随着注塑温度的提高,滑牙扭矩降低,并且在320 ℃时出现BOSS柱开裂情况。

表3 不同注塑温度下的后视镜基座自攻螺钉安装情况
图6为后视镜基座材料在不同注塑温度下的材料力学性能变化。由图可以看出,随着注塑温度的升高,材料的拉伸强度、弯曲强度、弯曲模量以及缺口冲击强度都大幅度降低。与280 ℃注塑温度的材料性能相比,300 ℃注塑的材料拉伸强度降低4.9%,弯曲强度降低3.8%,弯曲模量降低8.3%,简支梁缺口冲击强度降低14.3%;而320 ℃注塑的材料拉伸强度降低17.1%,弯曲强度降低15.4%,弯曲模量降低20.8%,简支梁缺口冲击强度降低42.9%。这主要是由于材料在高温条件下发生了降解,从而导致材料性能出现大幅度降低。
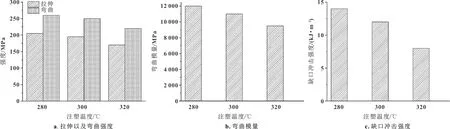
图6 后视镜基座材料在不同注塑温度下的材料力学性能变化
3 结论
通过对后视镜基座BOSS柱的孔径、自攻螺钉安装扭力、环境因素以及材料对自攻螺钉拧紧失效问题的分析与总结,得出如下结论:
(1)在自攻螺钉进行装配在后视镜基座产品时,选择2.93 N·m的安装扭矩,并且BOSS柱孔径为5.3 mm时,产品的滑牙扭矩达到最大值,并且未出现螺丝柱开裂以及滑牙等情况。
(2)选择2.93 N·m的安装扭矩,BOSS柱孔径为5.3 mm时,产品放置在试验室环境条件下42 d后,产品的滑牙扭矩下降了15.23%。另外,随着注塑温度的升高,产品的滑牙扭矩也是降低甚至出现开裂情况。