声共振强化HBIW氢解脱苄合成TADB
2022-11-04唐晓飞朱军臣张圣龙王锡杰
唐晓飞,张 瑶,廉 鹏,朱军臣,张圣龙,王锡杰,刘 宁,陈 松
(西安近代化学研究所,陕西 西安 710065)
引 言
声共振技术是利用激振频率与混合机和物料组成的混合系统的固有频率相近或相同时的共振效应,实现物料高效均匀混合的新型工艺。2008年,美国ResoDyn公司率先制造出利用声共振混合样机并开展物料混合实验,发现与传统挤出机混合相比,该工艺混合的物料具有更高的均匀度。此后,中美各自开展含能材料的声共振混合工艺研究,陈松课题组[1-3]先后开展了声共振条件下炸药的混合、浇筑及混合机理研究。相比于传统的混合技术,声共振具有整场混合、物料大范围迁移运动等优势。因此,声共振技术也逐渐拓展至火箭推进剂、浇筑炸药、固体氧化物燃料电池等领域[4-7]。
六硝基六氮杂异伍兹烷(缩写为HNIW、CL-20)被认为是目前综合性能最好的单质炸药,其爆速、生成焓等性能数据优于RDX和HMX,在炸药和推进剂领域具有极大的应用前景[8-9]。自1987年Nielsen合成CL-20历经多年工艺和合成路线研究,目前仍以传统合成路线为主[10]。由六苄基六氮杂异伍兹烷(HBIW)氢解脱苄合成四乙酰基二苄基六氮杂异伍兹烷(TADB)是合成CL-20的关键步骤。但该反应一直存在贵金属钯催化剂用量大、易失活、反应时间长的问题。针对以上问题,一方面,Bayat等课题组先后以纳米SiO2[11]、棒状介孔TiO2[12]、介孔氮化碳(mpg-C3N4)[13]为载体制备钯基催化剂和以钯基双金属催化剂[14]应用HBIW氢解脱苄合成TADB,将钯用量最低降至原料HBIW质量的1.05‰;另一方面,Maksimowski等课题组对催化剂失活机理进行研究[15-17]。然而该反应为“气-液-固”多相反应,传质效率低、反应时间长的问题未能解决,这也是有机合成中“气-液-固”多相反应都面临的问题。
2019年,王小鹏课题组建立“气-液-固”三相流模型,模拟声共振混合的流场和分散特性[18]。本研究在文献[18]基础上,结合声共振技术在强化“气-液-固”多相的混合与传质的优势,将声共振技术应用于HBIW氢解脱苄合成TADB,优化了反应条件,以期为该反应的工业化和连续化奠定基础。
1 实 验
1.1 试剂与仪器
六苄基六氮杂异伍兹烷(HBIW),分析纯,西安近代化学研究所;氢氧化钯/碳(质量分数10%钯,含水约50%),试剂级,北京百灵威科技有限公司;溴苯,分析纯,阿拉丁试剂有限公司;N,N-二甲基甲酰胺,乙醇,分析纯,国药集团化学试剂有限公司。
声共振强化反应器,西安近代化学研究所;AV500型(500MHz)超导核磁共振仪、傅里叶变换离子回旋共振质谱仪,瑞士BRUKER公司。
1.2 反应方程式
以HBIW和氢气为原料,经声共振强化反应器合成TADB,反应方程式如下:

1.3 声共振强化反应器结构
声共振强化反应器由反应器与声共振平台组成,反应器主要包含压力表、阀门、反应池和冷却水进出口,示意图如图1所示。

图1 声共振强化反应器示意图Fig.1 Diagram of resonant acoustic reactor
1.4 TADB的制备
1.4.1 声共振制备TADB
将1.5g HBIW、0.15g质量分数为10%的Pd(OH)2/C催化剂、5mL Ac2O、7mL DMF和0.1g PhBr加至反应器内,对反应器分别用氮气和氢气至少置换3次,氢气压力为0.2MPa。将反应器固定在声共振反应平台上,通过调节频率确定共振频率为60Hz、调节相位差为0.02,使共振平台的加速度为392m/s2。18℃反应30min,随后升温至45℃反应60min。反应完成后,将产物过滤、乙醇洗涤滤饼、烘干得到含催化剂的粗产品,乙酸重结晶得0.883g纯品TADB,收率为83%。
1H NMR (500MHz, DMSO-d6) δ: 7.70~7.13 (m, 10H), 6.78~6.12 (m, 2H), 5.65~5.10 (m, 4H), 4.26~3.83 (m, 4H), 2.25~1.59 (m, 12H);13C NMR (126MHz, CDCl3) δ: 168.29, 136.69, 128.92, 128.68, 128.07, 77.24, 70.54, 69.65, 56.40, 22.19, 20.79; HRMS (ESI+):m/z=517.2582。
1.4.2 传统釜式制备TADB[13-14]
将1.5g HBIW、0.15g质量分数为10%的Pd(OH)2/C催化剂、5mL Ac2O、7mL DMF和0.1g PhBr加至高压釜内,对反应器分别用氮气和氢气至少置换3次,氢气压力为0.4MPa,开启磁力搅拌。18℃反应6h,随后升温至45℃反应12h。反应完成后,将产物过滤、乙醇洗涤滤饼、烘干得到含催化剂的粗产品,乙酸重结晶得0.883g纯品TADB,收率为83%。
2 结果与讨论
2.1 不同因素对氢解脱苄反应的影响
2.1.1 反应加速度对TADB收率的影响
加速度(a)是声共振强化的关键参数,氢气压力0.4MPa,第一阶段18℃反应40min,第二阶段40℃反应80min,加速度分别为294、343、392、441和490m/s2时(即30、35、40、45、50倍重力加速度),收率分别为51%、64%、72%、70%和66%。可以看出,加速度为294m/s2,在18℃反应40min、40℃反应80min时,产物TADB获得了51%收率,反应总时间120min,验证了声共振强化HBIW氢解脱苄合成TADB的可行性。加速度由294m/s2提高至392m/s2,产物TADB的收率提高至72%。根据文献中的模拟结果[18],声共振强化中加速度的增大,提高了物料的分散效率和分散效果。在HBIW氢解脱苄反应体系中,加速度增加,使反应的物料体系更为分散,增加了“气-液”相间的接触面积。所以,在相同的反应条件和时间内,加速度增加,产物收率提高。但当加速度进一步提高至441m/s2和490m/s2时,产物收率有所下降。这个现象在传统釜式的HBIW氢解脱苄合成TADB反应中并不明显。猜测可能是声共振强化提高了传质,在微量的酸性介质下,造成HBIW等的笼型结构不稳定和破裂,导致产物收率降低和副产物增加。因此,较佳的反应加速度为392m/s2。
2.1.2 反应温度对TADB收率的影响
氢气压力0.4MPa、加速度为392m/s2、第一阶段18℃反应时间40min、第二阶段反应时间为80min时,第二阶段反应温度分别为35、40、45和50℃时,产物TADB的收率分别为69%、72%、73%和70%。可见,在35~45℃,随着反应温度的提高,产物TADB收率由69%逐渐提高至73%。但温度进一步提高至50℃,产物收率下降至70%。因此,选择第二阶段的反应温度为45℃。
2.1.3 反应时间对TADB收率的影响
由于HBIW氢解脱苄反应通常为两个不同的反应温度阶段,因此,在氢气压力0.4MPa、加速度为392m/s2、第一阶段18℃反应时间T1、第二阶段45℃反应时间为T2的条件下,反应时间对产物TADB收率的影响见表1。

表1 反应时间对TADB收率的影响Table 1 Effect of reaction time on the yield of TADB
实验过程中通过观察氢气压力变化判断氢气消耗。可以观察到氢气消耗主要在第二阶段,因此首先对第二阶段反应时间T2进行考察。从表1可以看出,T2由80min缩短至60min时,产物TADB收率逐渐提高至83%,但进一步缩短至40min时,产物收率降至61%。猜测反应时间T2由60min延长至80min时,反应体系中副产物乙酸累积,同时由于声共振强化提高传质,使产物笼型结构不稳定,导致产物收率降低和副产物增加。之后对第一阶段反应时间T1进行考察,T1由40min缩短至30min,产物仍保持了83%收率,但进一步缩短至10min,产物收率逐渐降至79%。
2.1.4 反应压力对TADB收率的影响
随着反应的进行,氢气逐渐消耗,反应压力有所下降。因此,采用随反应进行补加氢气的方式,保证反应体系维持一定反应压力。在加速度为392m/s2、第一阶段18℃反应30min、第二阶段45℃反应60min的条件下,压力分别为0.1、0.2、0.3、0.4和0.5MPa时,产物TADB收率分别为82%、83%、83%、83%和83%。可以看出,氢气压力降低或提高,对反应没有明显影响,在0.1~0.5MPa时,产物TADB维持了82%~83%的收率,这也与Bayat的研究结果一致[19]。而压力的降低,有利于降低对反应器的设计要求,因此,较佳的反应压力为0.2MPa。
2.1.5 正交实验设计
在单因素实验考察的基础上,对反应加速度、反应温度、反应时间和反应压力4个因素进行正交实验(表2),其中反应温度分别选取120min(即T1=40,T2=80)、90min(即T1=30,T2=60)、60min(即T1=20,T2=40)。

表2 正交实验因素水平表Table 2 Factors and levels of orthogonal experiment
由表3的数据分析可知,以产物TADB的收率为指标考察各因素的影响,显著性依次为:反应时间T>反应加速度a>反应温度t>反应压力p。该规律也与单因素考察结果相似,在反应时间的考察中T2由80min缩短60min时,产物收率由73%提升至83%;而反应压力对产物收率影响最小,与反应压力的单因素考察结果相似。由此,在a=343~441m/s2、t=40~50℃、T=60~120min和P=0.1~0.4MPa范围内,所得的最优条件为A2B2C2D2,与单因素考察实验结果一致,此时产物TADB收率为83%。

表3 正交实验结果Table 3 Orthogonal experiment results
2.2 声共振强化与传统釜式工艺的比较
根据反应条件的筛选,声共振强化条件下的较优反应条件为:氢气压力为0.2MPa,加速度为392m/s2。18℃反应30min,45℃反应60min。第一阶段18℃反应时间T1,第二阶段45℃反应时间为T2,在此条件下,对声共振强化工艺和传统釜式工艺进行对比,见表4。

表4 声共振强化与传统釜式工艺对比Table 4 Comparison of resonant acoustic reactor and common tank reactor
从表4可以看出,传统釜式工艺18℃反应30min,45℃反应60min时,几乎无产物TADB生成;而18℃反应6h,45℃反应12h时[12,13],产物TADB同样获得了83%收率。由此,相比与传统釜式反应,声共振技术对于产物TADB的收率没有明显提高,但极大缩短了反应时间,由传统的18h(即1080min)缩短至90min,缩短了91.7%。
2.3 声共振强化反应过程
2.3.1 声共振强化反应传质
结合文献[18]声共振仿真结果,在声共振强化下,随着激振加速度的增加,液相与壁面撞击增强,增大了容器内的湍流程度,最终液相在容器内的整场都处于湍流状态。同时,液体以较高的速度冲击壁面会将气体卷入并向下扩散,以气泡的形式进入液体中,气泡经历了“产生-发展-变化-溃灭”的过程,增大了气相在容器整场内的分散和在液相中的溶解。在传统机械搅拌“气-液-固”多相反应中,随着搅拌转速的增加,固相在液相中有较好的分散,但气相很难以气泡的形式分散于液相内部,“气-液”两相的接触面积并没有明显的变化。所以,在HBIW氢解脱苄合成TADB,声共振强化改善了氢气(气相)在液相中的分散,增大了相间的接触面积,从而提高了反应效率、缩短反应时间。
2.3.2 声共振强化反应中副反应探讨
为了探究反应时间延长、加速度提高等条件下,产物TADB的收率会有所下降的原因,对反应液进行高分辨质谱分析,结果见图2。通过对高分辨质谱分析,在反应液中可检测到PhCH2NHCOCH3、1-苄基-1H-咪唑、TAMBIW的存在,其中PhCH2NHCOCH3HRMS (ESI+):m/z=150.0918; 1-苄基-1H-咪唑HRMS (ESI+):m/z=159.0918; TAMBIW HRMS (ESI+):m/z=427.2108。另外,高分辨质谱中未检测到二次氢解产物四乙酰基六氮杂异伍兹烷(TAIW)。
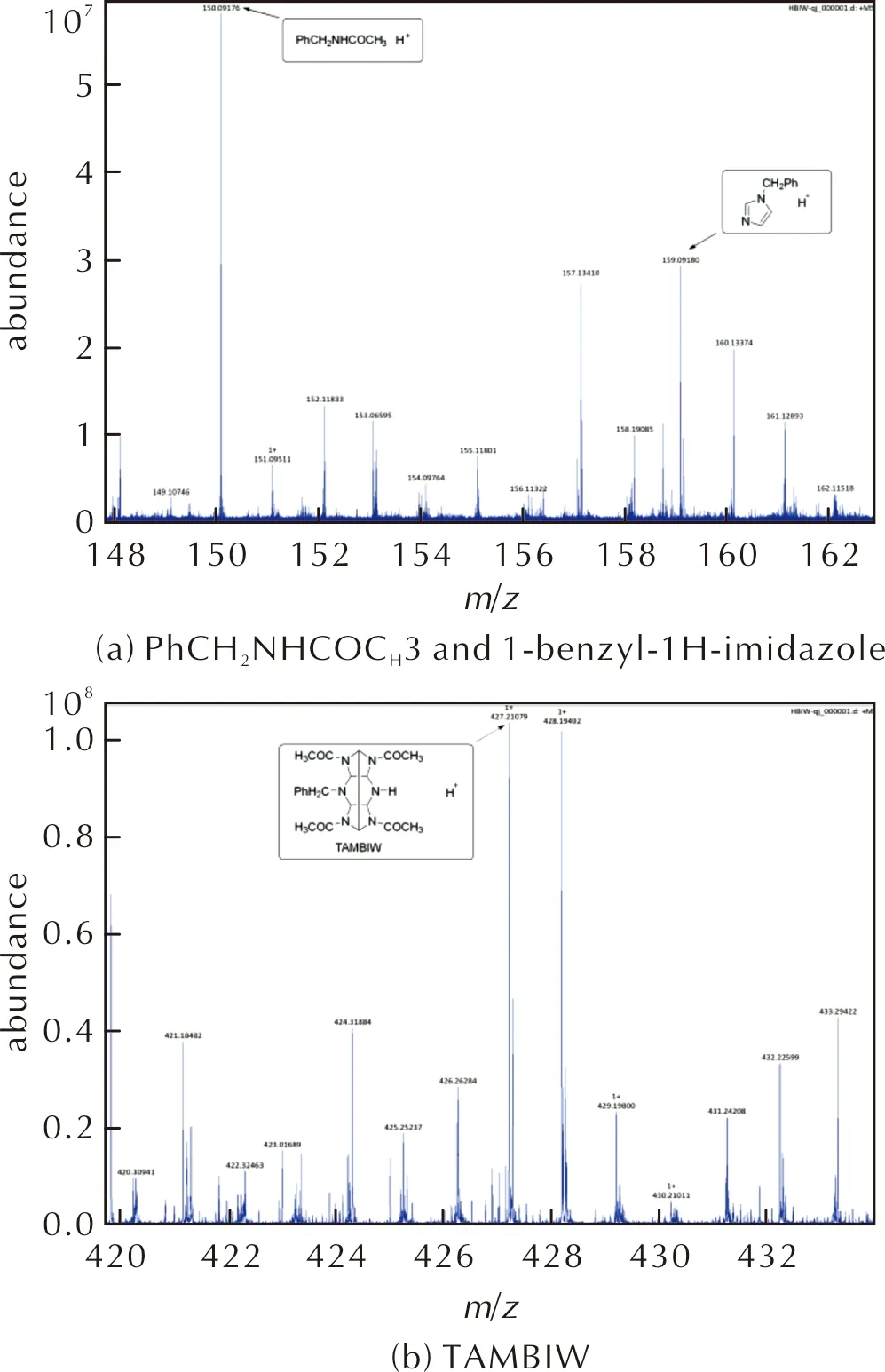
图2 反应液高分辨质谱图Fig.2 HRMS Spectrum of reaction liquid
结合Bellamy等[20]的研究结果,推测反应时间延长、加速度提高等条件下,产物TADB的收率下降的原因:一是声共振强化条件下,加速度提高使整场混合效率进一步提高,在加快HBIW氢解脱苄合成TADB的主反应的同时也加快副反应的速率(见图3),造成HBIW等的笼型结构不稳定,分解生成PhCH2NHCOCH3和1-苄基-1H-咪唑,这些副产物可以与催化剂结合降低催化剂的活性,造成催化剂失活并降低产物收率;二是乙酰化试剂Ac2O对反应具有双重影响,过量的Ac2O会加速副反应,在声共振强化下,也进一步加速了由Ac2O主导的副反应,降低产物收率[19];三是根据高分辨质谱分析,可能有极少量的产物TADB会继续氢解生成TAMBIW造成产物TADB收率的下降,但TAMBIW并不能进一步氢解生成TAIW。

图3 HBIW氢解脱苄反应可能的副反应Fig.3 Proposed side reactions of HBIW debenzylation
3 结 论
(1)将声共振强化应用于有机合成,以HBIW和H2为原料、Pd(OH)2/C为催化剂,经氢解脱苄反应合成TADB,产物经核磁共振谱和高分辨质谱进行了结构表征。
(2)验证了声共振强化反应和处理“气-液-固”等多相反应体系的可行性。优化了声共振强化合成TADB的工艺条件,确定了较佳反应条件为:声共振设备加速度为392m/s2,反应压力0.2MPa,18℃反应30min,45℃反应60min,产物TADB收率83%。在1.5g HBIW条件下,与传统釜式工艺对比,反应时间由18h缩短至90min,时间缩短了91.7%。具有实现HBIW连续合成TADB的潜力,为CL-20的连续流合成奠定了基础。
(3)声共振强化反应传质的原因是改善了氢气在液相中的分散,增大了相间的接触面积,从而提高了反应效率、缩短反应时间。反应时间过长或加速度过高等条件下产物TADB收率降低的原因可能是声共振强化在加快主反应的同时也加快副反应的速率,同时有极少量的产物会继续氢解生成TAMBIW。
