喷涂聚脲快速修复输送带的试验研究
2022-10-20马学强李鑫茂张国锋
马学强,李鑫茂,张国锋
1青岛聚合四维科技有限公司 山东青岛 266318
2青岛理工大学工程质量检测鉴定中心 山东青岛 266033
3东平中联水泥有限公司 山东济南 271500
带 式输送机具有输送能力强、韧性强、适应性强以及便于操作等优点被广泛应用在矿山等诸多行业中。带式输送机运输量大、机械效率高,可连续运载生产物料,而且运输距离长,耗能低,因此被广泛应用于采矿、冶金、港口以及工矿企业内部的生产流水线,并且在我国大宗散货港口装卸作业中也应用颇多[1]。输送带撕裂、断带则会使输送带停止、造成运输通道堵塞甚至停产,是带式输送机最严重的故障之一。输送带价格约占整条带式输送机价格的 25%~50%,且输送带的更换时间为 8~10 h,一旦停机过长,则会影响矿山生产效率;因此如何短时间、高质量的修复输送带是亟待解决的问题[2]。
喷涂聚脲弹性体材料具有固化时间短、材料强度高、与基材黏结力强、修复时间短等优点[3]。因此将喷涂聚脲弹性体材料应用于矿山输送带的修复,可以有效解决破损输送带的修复问题。
1 工程概况
山西某大型煤矿的输送带试验段长度为 30 m,该输送带为煤矿用钢丝绳芯阻燃输送带,表面覆盖胶已出现破损、剥蚀、撕裂。经过现场勘查及讨论,该煤矿井下作业时间短,但对修复后的输送带质量要求高,因此决定采用喷涂聚脲快速修复技术对该输送带进行处理,保证修复质量的同时缩短修复时间。
在输送带修复过程中,修复材料本身的性能和与基材的黏结性是关注的重点[4]。性能优良的修复材料才能保证输送带修复后有足够的承载能力,在工作中发挥应有的性能。同时如果修复材料与基材的黏结力不足,将会导致修复材料与基材产生空隙,严重时甚至会产生脱落,从而导致输送带的修复失败。因此,试验主要从修复材料本身性能和与基材黏结力着手来进行研究[5-7]。
2 应用试验
2.1 试验条件
试验地点为山西某大型煤矿,矿井深度约为地下400 m,温度为 10~15 ℃,湿度为 75%~89%。
2.2 试验材料及工具
喷涂聚脲材料为 JHSW8603 耐磨及修复聚脲材料;喷涂设备有美国固瑞克 REACTOR H-XP3 聚脲喷涂机、固瑞克 Fusion AP 喷枪、空压机等;预处理工具有打磨机、钢丝刷、辊涂刷、清洗剂等;防护工具有整体式防护服、护目镜、呼吸面罩等。
2.3 修复试验及流程
喷涂聚脲弹性体修复技术的施工工艺为基材处理—底漆施工—聚脲喷涂施工。
2.3.1 基材处理
待修复的输送带原状如图 1 所示。输送带表面有嵌入的煤渣、煤灰以及不规则的破损,且矿井较深,湿度较大。因此,良好的基材处理方法是保证输送带修复质量的前提,输送带基材处理如图 2 所示。基材处理的目的是将破损的输送带表面的水分、残渣、煤灰、煤屑清理干净,尽量让待修复的基面处在干燥、清洁的状态。基材处理的具体步骤为:(1) 采用角磨机、钢丝刷等将输送带的破损部分进行打磨,使得破损部分出现较为规整的粗糙斜面;(2) 采用吸尘器等清除输送带表面的煤渣、煤灰、输送带破损残渣等,保证基面的干净、整洁;(3) 将清洁完毕的基面进行干燥处理。
2.3.2 底漆施工
在喷涂聚脲快速修复输送带的施工中,底漆起着至关重要的作用:一是封闭输送带表面的粗糙颗粒和孔隙,渗透型底漆可以很好地封闭破损输送带表面的孔隙,避免后期喷涂施工时出现孔洞;二是提高喷涂聚脲修复层与输送带基面的黏结性。
在清洁后的输送带基面进行配套底漆的施工,采用辊涂和刷涂相结合的工艺,待底漆表干后方可进行聚脲喷涂施工,如图 3 所示。
底漆施工时的注意事项:一是要在输送带基材表面涂刷配套底漆;二是清洁完毕后要待基面干燥后才可进行底漆施工;三是在底漆施工过程中要在破损处进行反复涂刷,不遗漏任何细小缺陷,以确保基材表面的小孔洞全面封闭,避免后期喷涂聚脲层时出现气泡及鼓包现象。
2.3.3 聚脲喷涂
喷涂设备采用体积比为 1∶1 的双组高压喷涂机,该喷涂设备的最大额定压力为 24.14 MPa,每分钟的输出量约为 11 kg,并且可以连续作业。
聚脲喷涂施工的前提条件:一是底漆施工完毕,待底漆表干即可进行聚脲喷涂施工;二是环境温度要高于露点温度 5 ℃ 以上,聚脲的 A、B 组分要加热至工作温度,并进行充分搅拌,以保证材料混合均匀;三是喷涂人员要进行全面防护。
喷涂聚脲弹性体快速修复技术采用一体化喷涂成型,聚脲层的厚度可根据现场输送带的破损情况选择,综合考虑输送带状态,根据不同段破损程度,聚脲层的喷涂厚度为 3~5 mm。聚脲喷涂施工如图 4 所示。
3 性能测试
输送带修复结束后进行聚脲层与输送带之间的剥离强度测试,并对该条件下喷涂成型的聚脲样品通过制样、养护后进行性能测试。
3.1 剥离强度测试
剥离强度是指结合在一起的材料,从接触面进行单位宽度剥离时所需要的最大力,反映的是材料之间的结合强度。
将聚脲材料通过高压喷涂机喷涂于输送带表面,并制成宽度为 25 mm,长度不小于 350 mm 的长条状试样,沿试样长度方向一端将复合层与基材预先剥开 50 mm,被剥开的部分不得有明显损伤。将试样的输送带一侧夹紧在固定夹头上,将聚脲层夹紧在另一夹头上,使得试样剥开部分的纵轴与上、下夹具中心连线重合,松紧适宜,并使得输送带和聚脲夹角呈 180°,夹头的分离速率保持为 100±10 mm/min,剥离长度至少要达到 100 mm。剥离强度测试如表 1 所列。
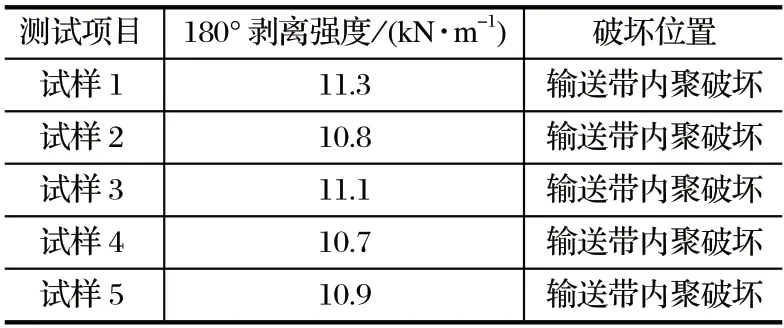
表1 剥离强度测试Tab.1 Test for peel strength
3.2 喷涂环境下试样性能测试
在输送带修复条件下进行喷涂聚脲制样,并在同一条件下养护后进行性能测试。
试验喷涂聚脲材料具有优良的物理性能、耐介质腐蚀性能、耐磨损性能、耐疲劳性能。将聚脲材料的A、B 组分经过高压喷涂设备制成厚度约为 2 mm 的均匀片材,然后进行系列性能的测试,如表 2 所列。
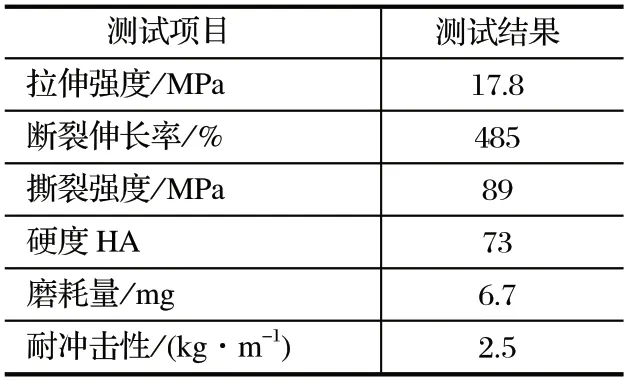
表2 聚脲的物理性能测试Tab.2 Test for physical properties of polyurea
3.3 与常规修复技术的综合比较
喷涂聚脲弹性体修复技术的优点是材料性能优良,施工效率高,修复周期短,黏结强度高。
3.3.1 材料性能优良
喷涂聚脲弹性体技术是在 RIM 技术基础上发展起来的,其反应时间短,不产生流挂现象,可根据工程现状调节施工厚度。喷涂聚脲弹性体在成型后有很好的力学性能、耐磨损性能、耐冲击性能、耐腐蚀性能、耐老化性能和耐疲劳性能等,符合矿用输送带的要求。
3.3.2 修复时间短
喷涂聚脲弹性体修复技术从基材处理开始至喷涂修复完成,整个过程持续时间一般为 1~4 h。在矿山行业中,时间就是生命,输送带出现破损后,若能及时修复并减少修复时间,就可减少因停工产生的不必要损失[8]。
3.3.3 修复范围广
对于输送带的局部磨损、撕裂、疲劳破坏等损伤,喷涂聚脲弹性体技术可以采用便捷的施工处理方式,将适合特定输送带的聚脲材料与原输送带形成良好结合[9]。
3.3.4 节省费用
输送带在使用中往往只是局部产生磨损,且输送带的整体骨架相对完整,在进行聚脲的喷涂修复时有很大的成本优势。相较于更换新的输送带,喷涂修复的费用仅为新输送带费用的 1/4~1/3,修复后的使用寿命依然可以得到保证,有较高的性价比。
4 结论
喷涂聚脲弹性体能在输送带发生划伤、撕裂、断裂等损伤时,发挥其反应迅速、物理性能优秀、耐腐蚀性强等特点对输送带进行修复。
(1) 喷涂聚脲弹性体性能优良,有较好的力学性能、耐腐蚀性能、耐磨损性能和耐疲劳性能等特性;喷涂聚脲快速修复后的输送带,聚脲涂层与原输送带的黏结力强,整体性好;喷涂聚脲弹性体的拉伸强度可达到 17.8 MPa,断裂伸长率达到 485%,磨耗量为 6.7 mg,修复后输送带的剥离强度最低值为10.7 kN/m。
(2) 采用喷涂聚脲弹性体技术快速修复输送带的时间一般为 1~4 h,缩短了修复时间,保证了输送带修复的时效性,同时修复后的输送带依然具有正常的使用寿命。
(3) 相较于因局部损坏而更换输送带的情况,喷涂聚脲快速修复技术费用低,性价比高,且受环境因素影响较小,可以适应多种复杂条件下的修复作业。
