烟框物流打包机压板移动装置的设计
2022-09-02赵炬炜杨永发戴思行樊明东
赵炬炜,杨永发,戴思行,樊明东
(西南林业大学机械与交通学院,云南 昆明 650224)
烟草行业是云南省重要的支柱产业。传统的烟叶运输方式是通过人工分拣整理烟叶;采用麻袋进行包装,导致容易出现打包凌乱、烟叶破损、储存不便以及人力资源的较大浪费,于是采用机械结构实现烟叶打包作业。近年来通过对外国先进技术的引进和吸收,在烟叶打包机械设备技术已经取得长足进步。但是相比于国外更加高效化、智能化和自动化的机械设备仍存在一定差距。国内现存的部分打包压烟机械存在压力不均匀、压烟形状多样、压板工作时不稳定等问题,使得打包效率大幅降低,影响物流过程中的运输效率。本文基于该问题进行解决方案的设计,该设计采用由电力驱动达到可移动的机械结构从而实现在压板进行压烟工作过程时双工位的交替压烟作业,不仅增强了压烟时的稳定性同时实现烟叶的高效率打包。
1 移动装置的总体设计
1.1 压板移动装置的设计
针对提高烟叶打包物流而设计的双工位烟框物流打包机,整机结构如图1所示。打包机作业时压板装置首先位于双工位的一侧,压板下压至指定高度从而使处于烟框中的烟叶得到压缩;其烟框结构如图2所示。随后由称重装置对烟叶进行称重;此时压板装置移动到另一侧进行相同工作实现交替作业。本文主要针对压板移动装置进行说明,该装置结构如图3所示,其主要参数如表1所示。
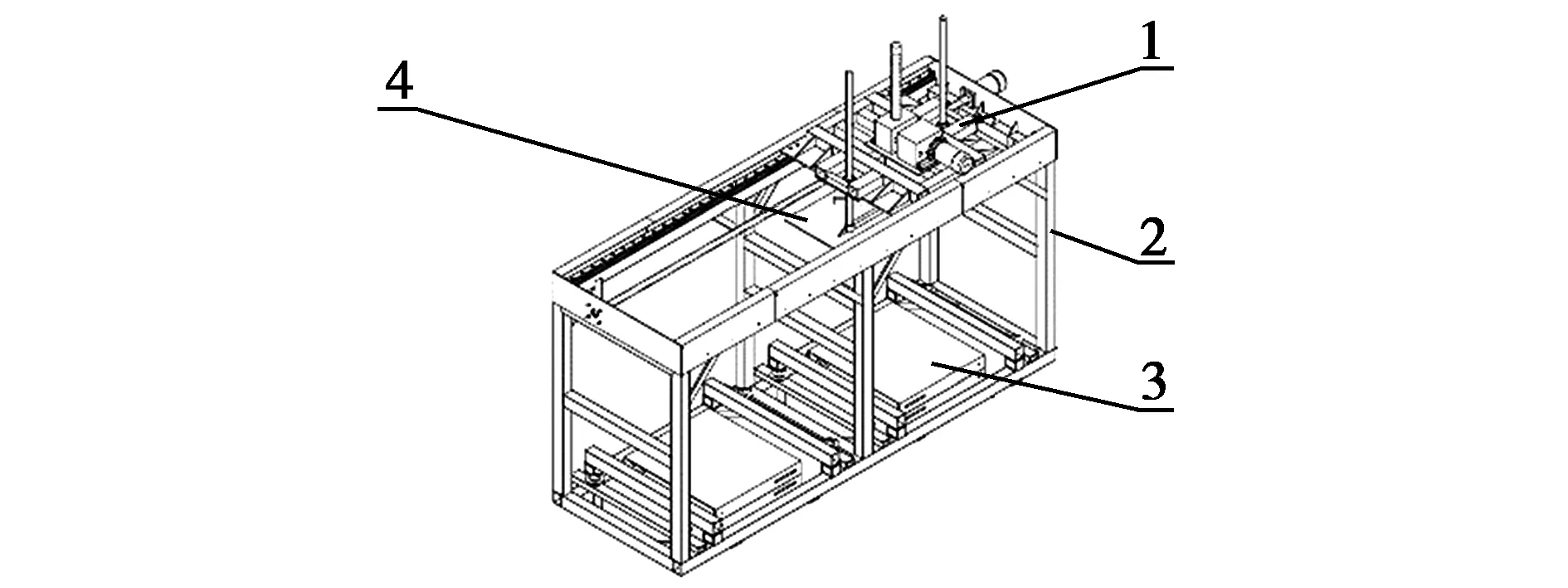
图1 烟框物流打包机结构1.压板移动装置;2.机架;3.称重装置;4.压板装置

图2 烟框

图3 压板移动装置1.横向移动滑块;2.横向移动导轨;3.横向驱动丝杠;4.压板装置;5.竖向驱动丝杠
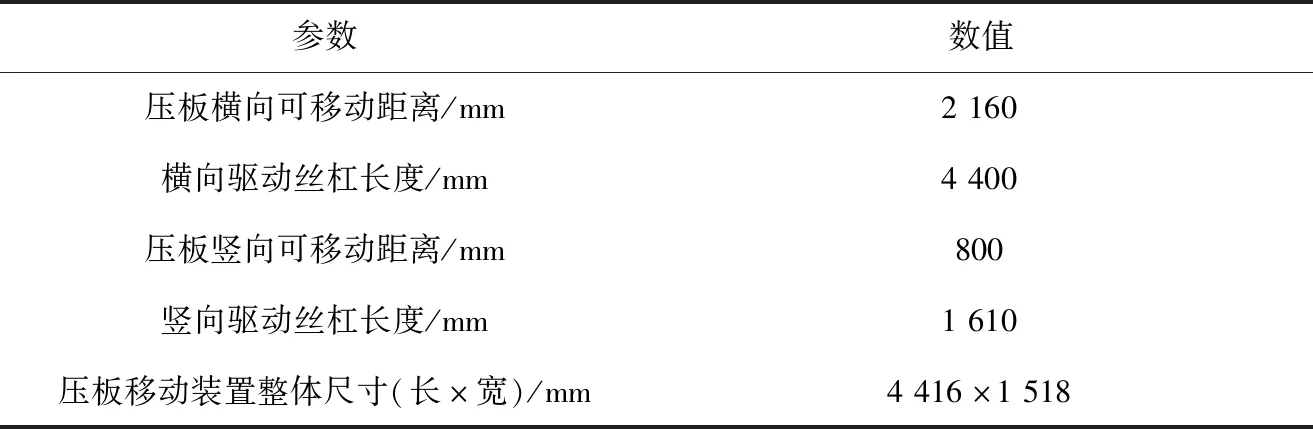
表1 压板移动装置主要技术参数
1.2 移动装置的工作原理
烟框物流打包机在进行称重压烟一体化作业时,主要由压板将装入烟框的烟叶压缩后再由机架底部的称重装置对烟叶重量校准,并在烟框中继续加入烟叶以达到额定装烟量。为充分提高打包过程中的效率,通过压板移动装置实现在装烟的同时压板横向移动至另一个工位处进行压板竖向移动的压烟作业,达到压烟与称重的间隙协同作业。
2 移动装置的关键部件设计
2.1 压板装置设计
压板装置的主要目的是将装入烟框的烟叶整体压缩以便于加入更多的烟叶达到烟框指定的装烟重量。其结构比较简单,但是由于其需要承受输出压烟的作用力;结合强度要求、加工方式和经济性等因素从而采用Q235普通碳素结构钢作为其整体框架结构的材料,于是设计了如图4所示的压板装置。该装置工作时由电机驱动丝杠使其与压板上下移动完成压烟作业。

图4 压板装置1.竖向移动丝杠;2.电机;3.定位杆;4.减速器;5.承重板;6.压板
2.2 横向移动装置设计
横向移动装置设计考虑的是有效地提高移动过程中的效率。单个工位的压烟装置在实际工作过程中出现在进行烟叶添加同时而压板处于未工作状态,长此以往浪费大量时间和能源。基于该问题采用如图5和图6所示的横向移动装置,来实现交替压烟作业的功能。

图5 导轨

图6 滑块
该装置结构简单,由滑块和导轨两部分组成。可根据其实际工作情况来选用不同尺寸的滑块和导轨,只需要将滑块和压板装置固定;导轨和机架固定,然后由滑块和导轨通过自身凹槽实现配合,在滑块内部安装有滚动体,通过滚动体与导轨纯滚动实现二者的相对运动,极大地减小摩擦阻力,有效地达到装置在水平方向上移动。
导轨滑块的受力情况对横向移动装置有显著影响,由于外部载荷所引起的导轨弹性变量与导轨的尺寸比较相对较小[1],对外载荷大小的研究影响很小,则导轨整体可假设为刚体。于是着重对滑块进行受力分析如图7所示;以点O为坐标原点,以滑块移动的方向为Z轴方向,垂直于滑块上表面的方向为Y轴方向,与YOZ面相垂直的方向为X轴方向[2]。
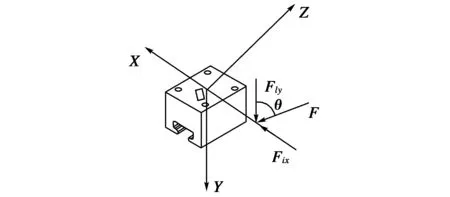
图7 滑块受力分析
作用在滑块上的各项载荷都可以分解成沿坐标轴的分力和力矩。则由力的分解公式可得外载荷沿各坐标的分力如下[3]:
Fix=Fisinθcosα
Fiy=Ficosθ
Fiz=Fisinθsinα
式中:Fix、Fiy、Fiz分别为沿X、Y、Z轴的分力(N);θ为作用载荷与Y轴的夹角(°);α为载荷在XOZ平面内的投影与X轴的夹角(°)。
滑块上所作用的载荷在各轴上的分量大小和作用位置都不同,所以会在各轴上产生旋转力矩,据实际情况考虑滑块所受的作用载荷总个数为1。将所有载荷产生的力矩分别考虑,在各轴上形成一个合力矩,再将各个分力矩合成,在各轴上形成一个合力矩,得其计算公式如下[4-5]:
Mx=Fiyliz-Fiz(liy+b)
My=Fixliz+Fizlix
Mx=Fixliz-Fiz(liy+b)
式中:lix为外载荷F到X轴的距离,mm;liy为外载荷F到Y轴的距离,mm;liz为外载荷F到Z轴的距离,mm;b为滑块工作台的厚度,mm。
滑块在3个轴向分力和3个轴向分力矩的作用下,由于Z轴为滑块的移动方向,则可假设该方向不发生位移形变。由公式计算和经验所得滑块所受载荷为670 N。
同时把Solid works中的滑块模型简化后导入UG软件对其进行网格划分,设置材料为Iron 40、网格类型为CQUAD8、网格大小为5 mm,进行2D网格划分,对其进行有限元受力分析得到应力云图如图8所示,最大应力为104.50 MPa,远小于最大屈服应力,得出结论其结构满足实际设计要求,该设计合理。
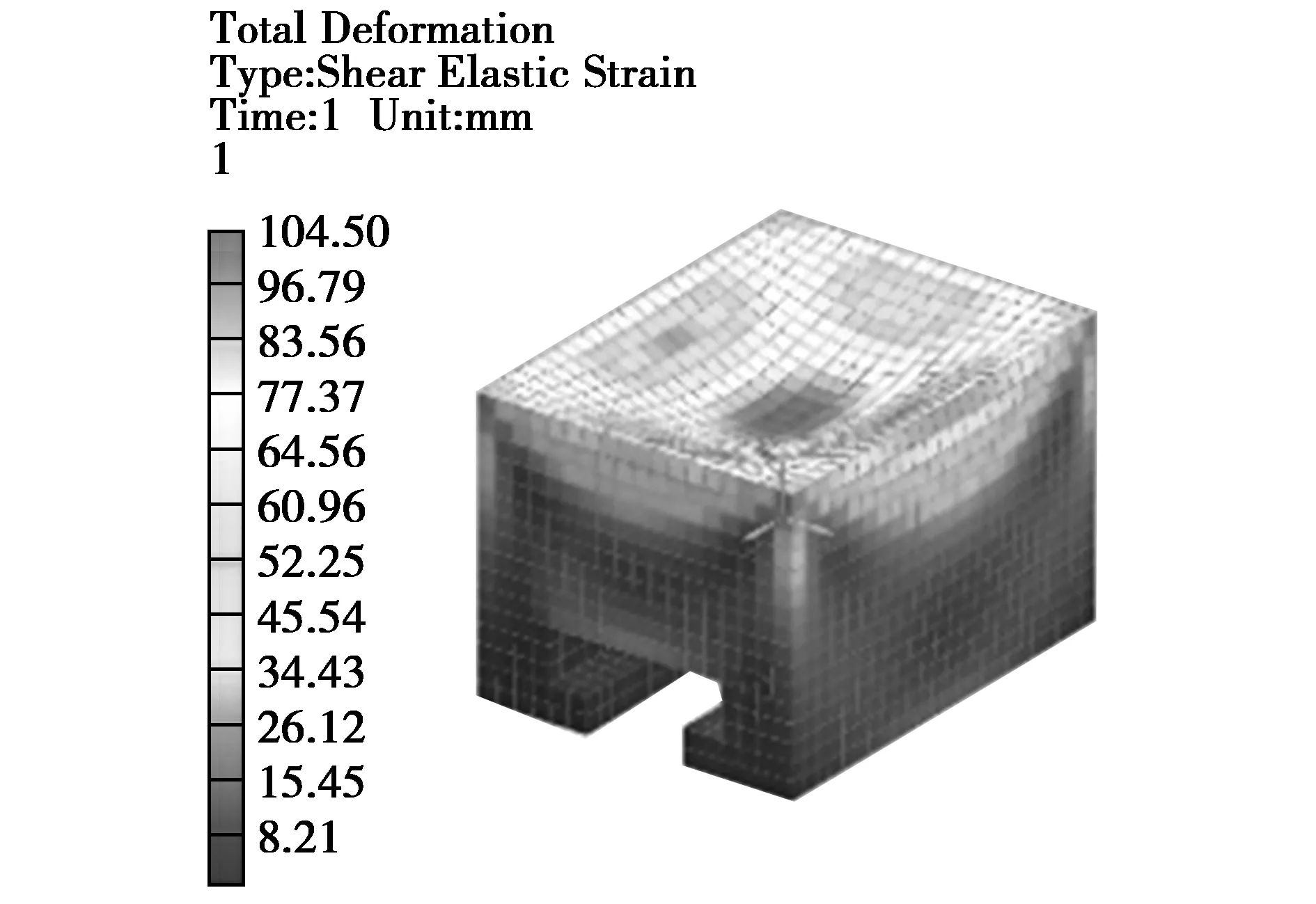
图8 滑块应力云图
横向移动装置的运动通过电力驱动来实现水平方向的移。装置如图9所示主要由丝杠和丝杠套构成。由电机输出动力,带动与其相连接的丝杠转动,通过丝杠套与丝杠的配合实现该设计所需的移动功能。综合考量该丝杠所需功能后最终选用右旋梯形丝杠,其主要参数如表2所示。
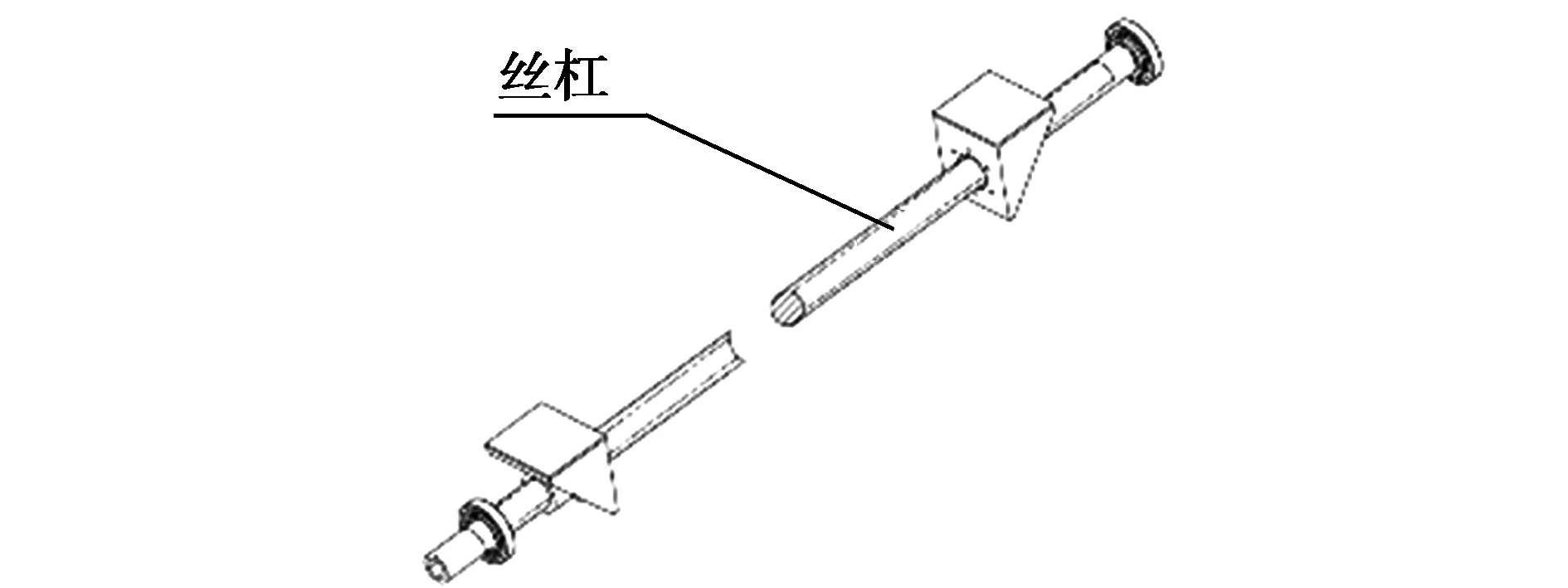
图9 丝杠传动装配
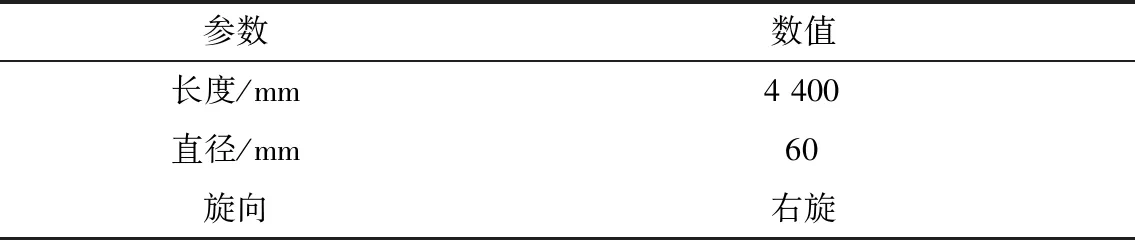
表2 横向移动丝杠主要参数
2.3 竖向移动装置设计
为改善打包机压烟作业时的缺点对竖向移动装置进行设计,得出装置如图10所示,其工作时通过电机输出至减速器达到指定动力并带动竖向移动丝杠实现上下移动,达到压缩烟叶的功能,在丝杠两侧对称分布有定位杆,防止在工作过程中压板产生位移或旋转从而达到更加稳定的压烟作业。根据对烟叶打包现场的调研,最终选用的竖向移动丝杠为右旋梯形丝杠,其主要参数如表3所示。

图10 竖向移动装置1.竖向移动丝杠;2.驱动电机;3.定位杆;4.减速器

表3 竖向移动丝杠主要参数
竖向移动丝杠的结构和受力对装置有显著影响。本文将丝杠假设展开或形成一个螺纹,线的一边形成右三角形的一边,其基部是分度圆的圆周,其高度为牙形高度,对其进行受力分析,受力简图如图11和图12所示,其中图11为丝杠上升时的受力简图,图12为丝杠下降时的受力简图。
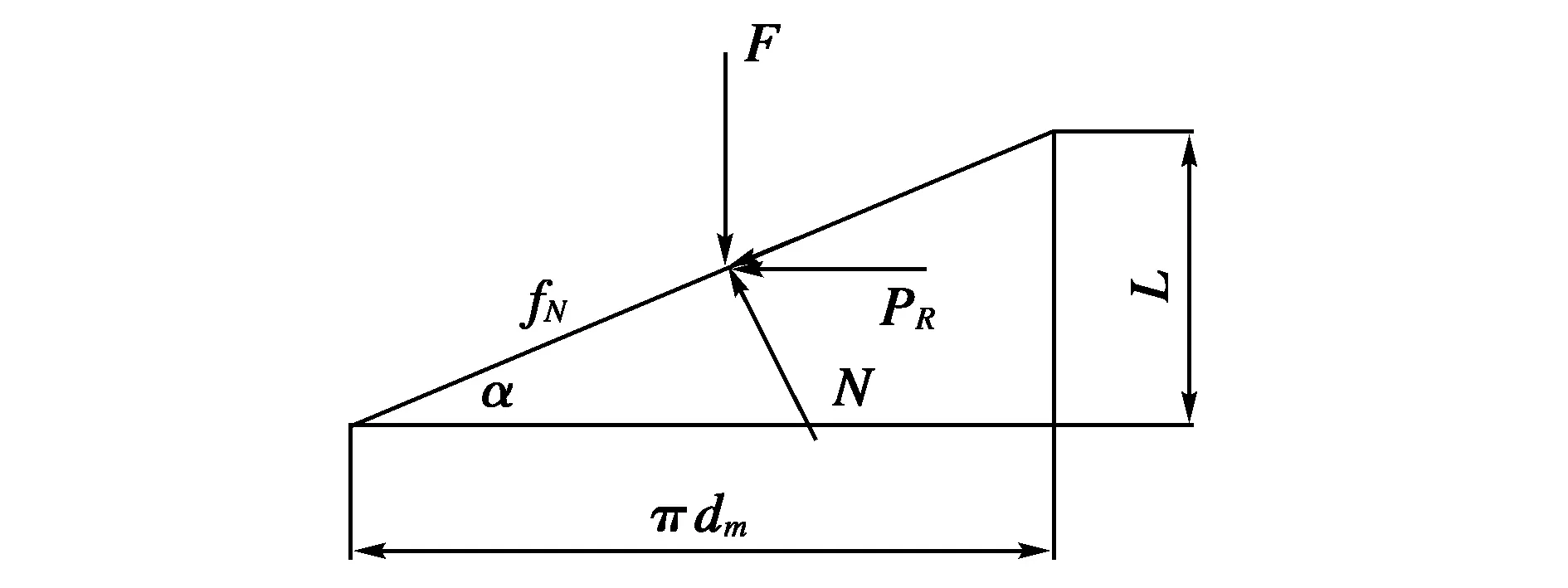
图11 丝杠上升时受力简图

图12 丝杠下降时受力简图
根据图10对丝杆需要上升时进行受力分析,列出平衡方程:
∑Fh=PR-Nsinα-fNcosα=0
∑Fv=F+fNsinα-Ncosα=0
式中:Fh为丝杠的法向受力,N;PR上升所需的作用力,N;α为牙形角,°;N为丝杠牙形表面所受的正压力,N;f为丝杠摩擦系数。
由于正压力N可以忽略不计,则可合并求解P的值得到:
随后将该方程分子分母同时除以cosα,并引入计算值:
tanα=α/πdm
可得到P的值为:
PR=F[(L/πdm)+f]/1-(fL/πdm)
由P的值可以计算出丝杠上升时所需扭矩TR为:
TR=Fdm(L+πfdm)/2(πdm-fL)
同理可对图11丝杠下降时进行受力分析,并如上所述进行计算可得出丝杠下降时所需的扭矩TL为:
TL=Fdm(πfdm-L)/2(πdm+fL)
其中f为丝杠的摩擦因数,取值为0.008,根据实际考察及作业要求取丝杠上升时所需力为:2 400 N;下降时所需的力为:78 400 N。
为验证该设计合理性,将Solid works中的竖向移动丝杠简化后导入UG软件对其进行网格划分,设置材料为Iron 40、网格类型CTETRA(10)、网格大小为10 mm,进行3D网格划分,基于UG软件对竖向移动丝杠进行有限元受力分析得到云图如图13所示,最大应力为7.406 MPa,远小于最大屈服应力,则其结构满足实际设计要求,该设计合理。

图13 竖向移动丝杠应力云图
3 移动装置的动力分析
该装置主要采用Q235普通碳素结构钢作为装置主要材料,通过基于Solid works及该装置实际相关需求对移动装置相关数据进行分析可得到表4所示的移动装置相关数据。

表4 移动装置的相关数据
压板移动装置中的横向移动装置动力输出如图9所示。根据表4所得数据可进行横向移动装置的动力输出计算,首先对进行其运动所需的力进行计算:
Fa=F+μmg
式中:Fa为丝杠轴向负载,N;F为丝杠轴向切削力,N;可忽略不计,μ为导向件的综合摩擦系数;m为丝杠所需带动的压板装置的重量,kg;g为重力加速度,m·s-1[6]。
带入上式结果可计算得到丝杠驱动所需的扭矩:
Ta=(Fa×L)/(2πn)
式中:Ta为丝杠驱动所需的扭矩;L为丝杠导程,mm;π为圆周率;n为丝杠的正效率。
根据表4可得综合摩擦系数约为0.01,代入丝杠的正效率为0.98,在不考虑切削力作用下计算得出丝杠驱动所需扭矩,并由下式可计算驱动电机的功率:
式中:P为横向驱动装置电机所需的功率,kW;Ta是丝杠驱动所需扭矩,N·mm-1;N为电机的转速,r·s-1;π为圆周率。综合考虑可计算得到横向移动装置所需电机的输出功率为:2.5 kW。
同理可对竖向移动装置的动力输出进行计算,据实地考察可知压板下压压力如表4所示为78 400 N,则压板运动所需的力计算如下:
Fa=F1-(m2+μm2)g
式中:Fa为竖向负载,N;F1为压板下压压力;m2为压板、丝杠及定位杆的总重量,kg;μ为综合摩擦系数;g为重力加速度,m·s-1。
剩余计算步骤与横向移动装置的动力输出计算一致,最终计算得出竖向移动装置所需的电机输出功率为:12 kW。
4 结论
本文针对烟框物流打包机中的压板移动装置的研究。其研究的目的在于实现双工位压烟工作过程时压板的交替工作,提高压烟作业的工作效率。该设计基于实际情况的考察,结合多种因素给出了较为优化的解决方案。并且满足于现代化机械作业和烟叶流通环节改革创新的要求,在实际应用过程中解决了烟站内压烟效率低下及运输不便的问题,同时使得烟叶物流速度加快,更加的趋于模块化,为未来的烟框物流的发展奠定了基础。
