门窗材加工中心结构设计与移动底座的有限元分析
2022-09-02杨春梅张晓婷丁禹程
杨春梅,张晓婷,丁禹程,薛 勃
(东北林业大学林业与木工机械工程技术中心,黑龙江 哈尔滨 150040)
木门窗行业是我国传统产业之一,现在木门窗行业中对于门窗组框前的加工大多采用批量加工,生产出的产品大同小异,不能进行定制化加工,且不够多元化[1-4]。此外,大多企业在加工木门窗的过程中会比较浪费材料,加工精度普遍较低,而我国现在木材越来越少,应提高对木材的利用率,故对加工精度的要求也越来越高[5-7]。完整的木门窗加工往往需要多种设备,多次夹紧,误差较大,浪费人工,效率也不高[8-11],故应该改善加工方式,采用集开榫、铣削、钻孔等多功能机床来实现一次加工即可完成门窗材单侧梃的所有加工。本文设计了一种门窗材加工中心设备,意在使用数控技术实现门窗材加工过程中的自动上料、钻削、铣削、开榫等工艺,实现对门窗材组框前的六面加工,提高生产效率与加工精度。
1 窗边材加工工艺分析与改进
所谓的门窗材,指的是木门、木窗的门梃、窗梃,或者在加工尺寸范围内的长条形立体方木,在木工家具行业使用较为广泛[12-13]。窗边材分为四种:上立梃、下立梃、左立梃、右立梃。加工成型的窗边材可直接进行组装,单个窗边材包含六个面,每个面的加工方式也不尽相同,主要包括有榫型和榫卯的加工、锯切平面及榫眼加工,还需有合页孔和执手孔以便于安装。其中左立梃所需加工工艺有执手孔与榫接槽,右立梃所需加工合页孔与榫接槽,上立梃与下立梃则只需加工榫接槽。
传统的门窗材加工工艺一般包括对端头的锯切、对侧边的铣榫与钻孔。现在国内加工实木门窗的设备大多需要人工的配合,对端头的加工和侧边的加工分布在两个单独的设备上[7]。一般的流程是人工进行取料,然后由人工协助木材运输到单端铣机床上进行锯切和开榫加工,加工过程中木材的定位夹紧都需人工操作,加工完成后工人将开完榫的木材再次转至钻床上进行钻孔,其加工流程如图1所示。

图1 传统窗边材加工工艺流程
传统的门窗材加工工艺流程相对于现在的市场需求而言已经落后,要实现自动化,就要对门窗材的加工工艺进行改进,结合前文的分析,优化后的生产线加工工艺可由下图2所示。
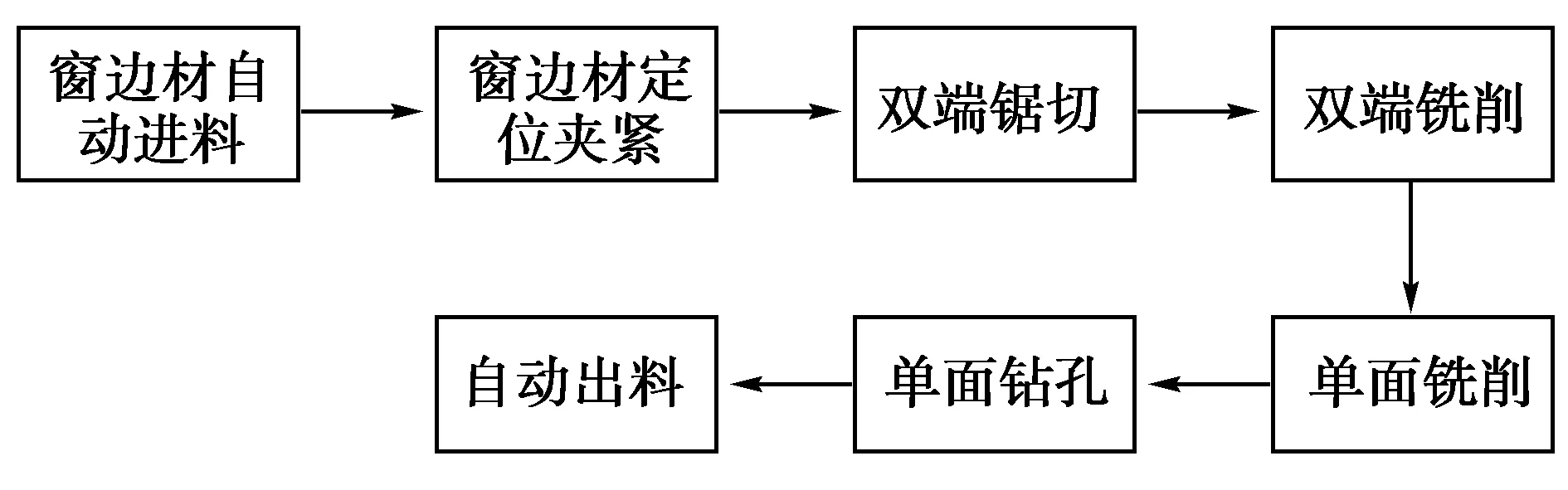
图2 优化后的门窗材加工中心工艺流程
2 门窗材加工中心整体布局与关键部件设计
2.1 门窗材加工中心总体布局
门窗材加工中心大致可分为进料部分、双端锯铣机构、X型升降转运平台、侧面钻铣机构和底座。门窗材加工中心的机构较多,设备体积较大,考虑到设备的可靠性与安全性,对各个机构的位置进行确定是必要的。结合改进后的加工工艺路线,将各个机构合理装配组合,得到门窗材加工中心的整体布局如图3所示。
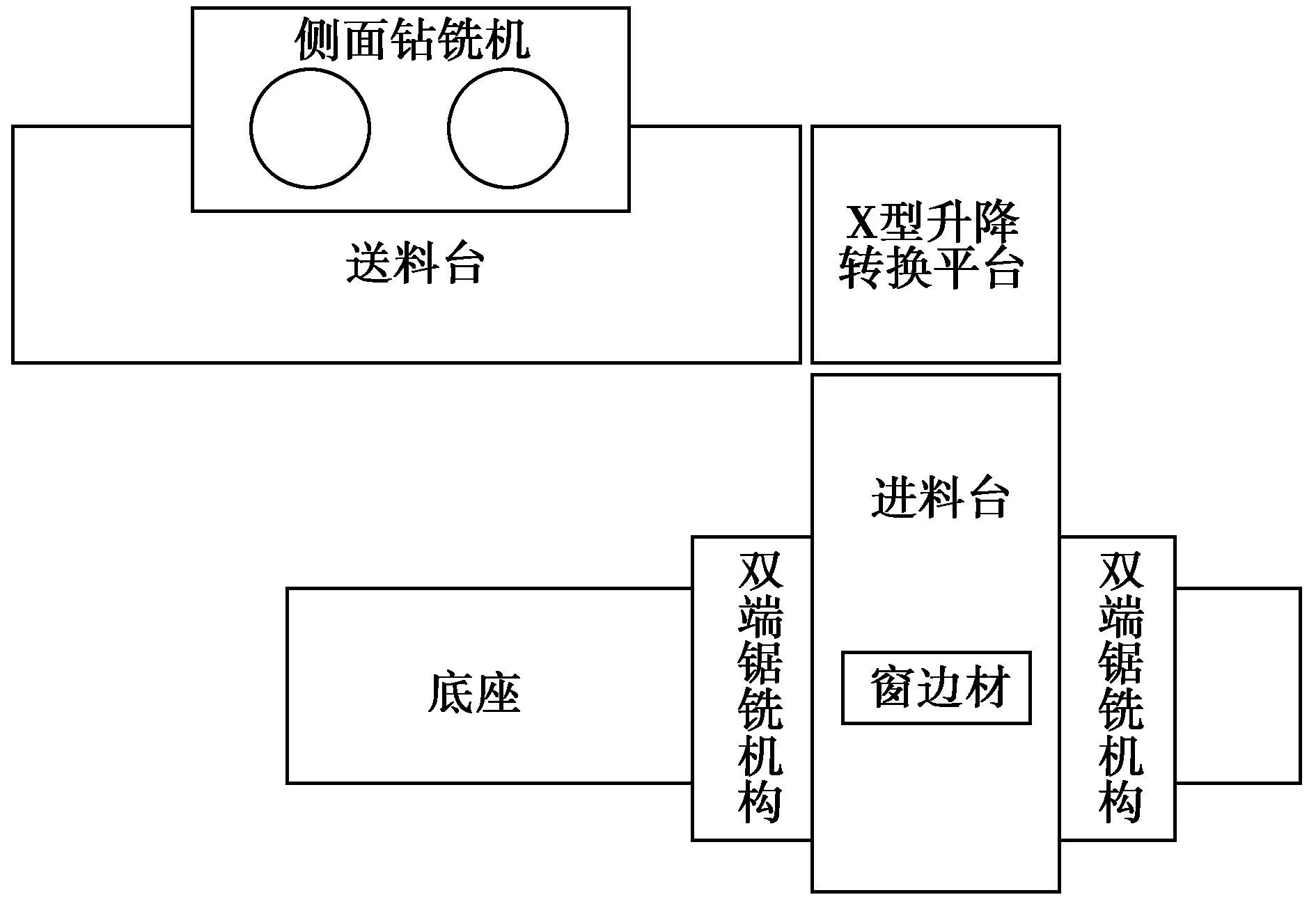
图3 门窗材加工中心整体布局
由布局图可知,门窗材加工中心在工作时,工人取料后进行的第一步是对窗边材的定位夹紧,故在进料台的前方需留有空间供工人上料。使用辊台运输窗边材,若一直采用连续横向进给的方式,则加工完所有工艺所需的辊台需要很长的占地面积,整台设备的长度会过长,所以采用“L”型布局,窗边材上料时确定夹紧定位面后,进给加工,先进行两端的加工,再进行侧面加工。因门窗材加工中心是批量式加工,同一批次的料加工工艺是相同的,比如加工左立梃,确定左立梃的定位夹紧面后,后面再上料就不用重新定位,节省了加工时间。但在这中间需要一个转接机构对窗边材进行转接,故设计了一个X型升降转换平台方便木材的调头。
在进料台两侧设有锯片与铣刀,窗边材采用横向进给的方式放入进料台,在到达刀具所在位置后,两侧的刀具同时工作,对窗边材的端头进行锯切与铣榫,所以将双端锯铣机构分别设在进料台的两侧提高加工效率。双端锯切铣榫完成后,窗边材继续进给,到X型升降平台处换纵向进给,进行侧面的加工。侧面钻铣机构选择单侧加工,因为加工的是窗边材的相邻两面,无法设置两组刀具一起进行加工,会发生干涉。全部加工完后窗边材从送料台退出。
2.2 门窗材加工中心总体方案
本文设计的门窗材加工中心由进料机构、端头锯铣机构、型材转运平台、侧面钻铣机构、相关辊台和控制面板等构成,根据上述布局,最终确定其结构示意图如图4所示。首先工人将要批量加工的窗边材放入进料辊台上,窗边材随辊台输送至端头锯铣机构,这时利用气缸对窗边材进行夹紧,刀具工作完成两端的锯切与铣榫。锯铣完成后窗边材继续进给至升降转换平台,平台协助窗边材运输至侧面钻铣机构进行钻孔,从而完成对门窗材的全部加工。
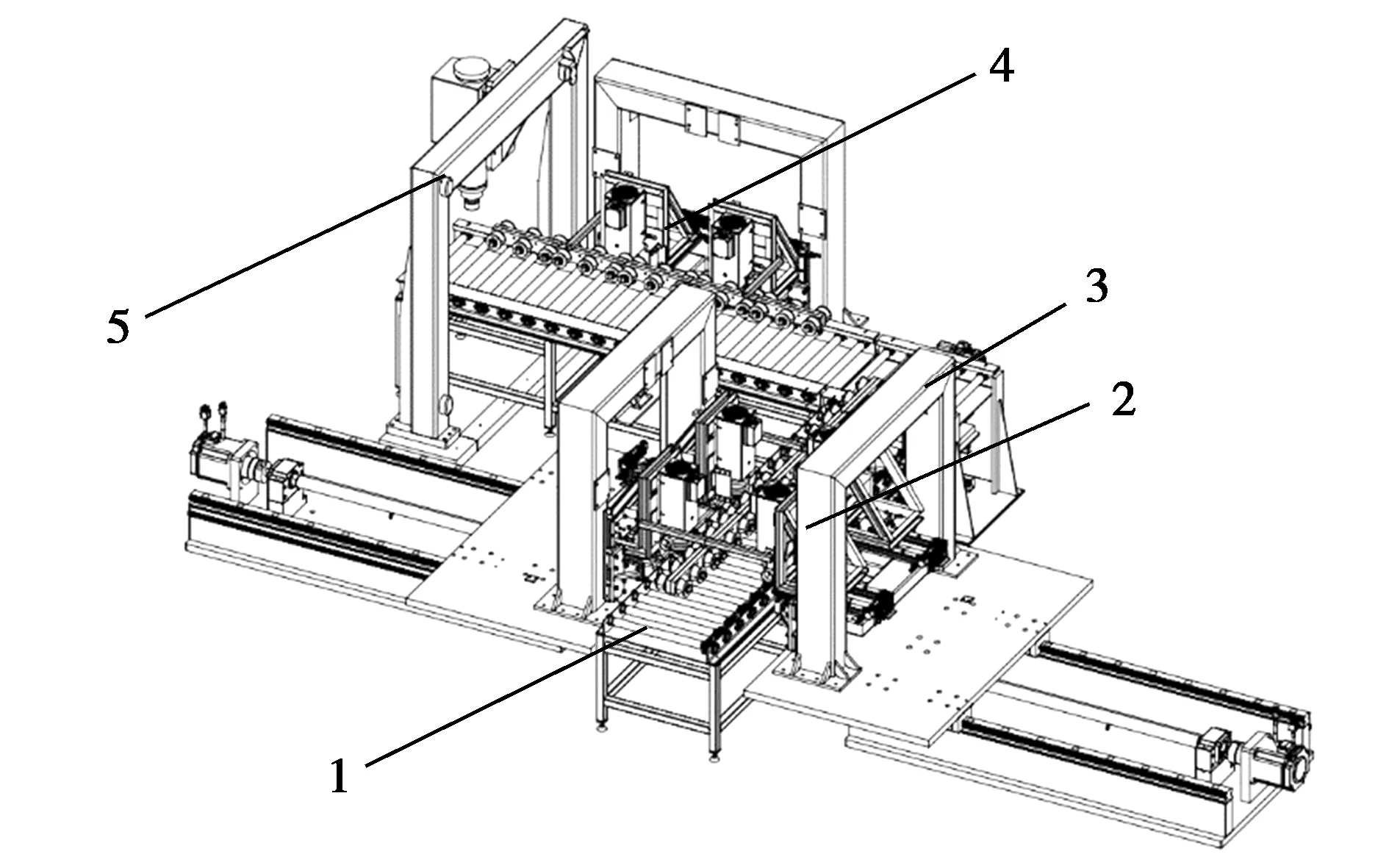
图4 门窗材加工中心总体布局示意图1.进料机构;2.端头钻铣机构;3.型材转运平台;4.侧面铣削机构;5.侧面钻孔机构
门窗材加工中心的所有结构可满足对窗边材的端头锯切与铣榫,除此之外还能满足对左立梃的执手孔加工以及右立梃的合页孔加工。
2.3 门窗材加工中心主要部件设计
门窗材加工中心在对型材进行加工时,型材完成端头的加工后需要进入下一步加工工序完成对侧面的钻孔和开榫,而为了缩减整机的长度所以端头加工机构和侧面钻铣结构成T形布置,这也就需要一个转运机构在完成将型材形从端头加工辊台上转运到侧面钻铣机构的辊台上的同时实现对型材的换向。为了实现此功能本文设计了如图5所示的型材转运平台,转运平台的升降功能由X型剪式升降机构实现,其主要由基座、X型支架、液压缸、承载平台、滑道等组成。X型升降机构主要是靠剪叉机构实现的,它由两根中间用销轴连接,可以在平面内相互转动的剪杆组成,每根剪杆又由两段一端铰接和一端固定的单元梁连接而成。剪杆作为机构折叠变化的对象,铰点约束剪杆的变化,折叠过程即剪杆围绕铰点旋转,最后达到指定位置,从而完成一个升降过程。而对型材的换向功能由电机通过齿轮啮合带动转台旋转实现。整个转运平台的工作过程为当平台检测到型材到来是,平台下降转台逆时针旋转90°,之后平台上升型材被转运至旋转平台上,此时平台下降转台顺时针旋转90°并上升对准侧面钻铣机构辊台,旋转平台辊子转动将型材转运至侧面钻铣机构辊台。X型升降台受力分析如图6所示。
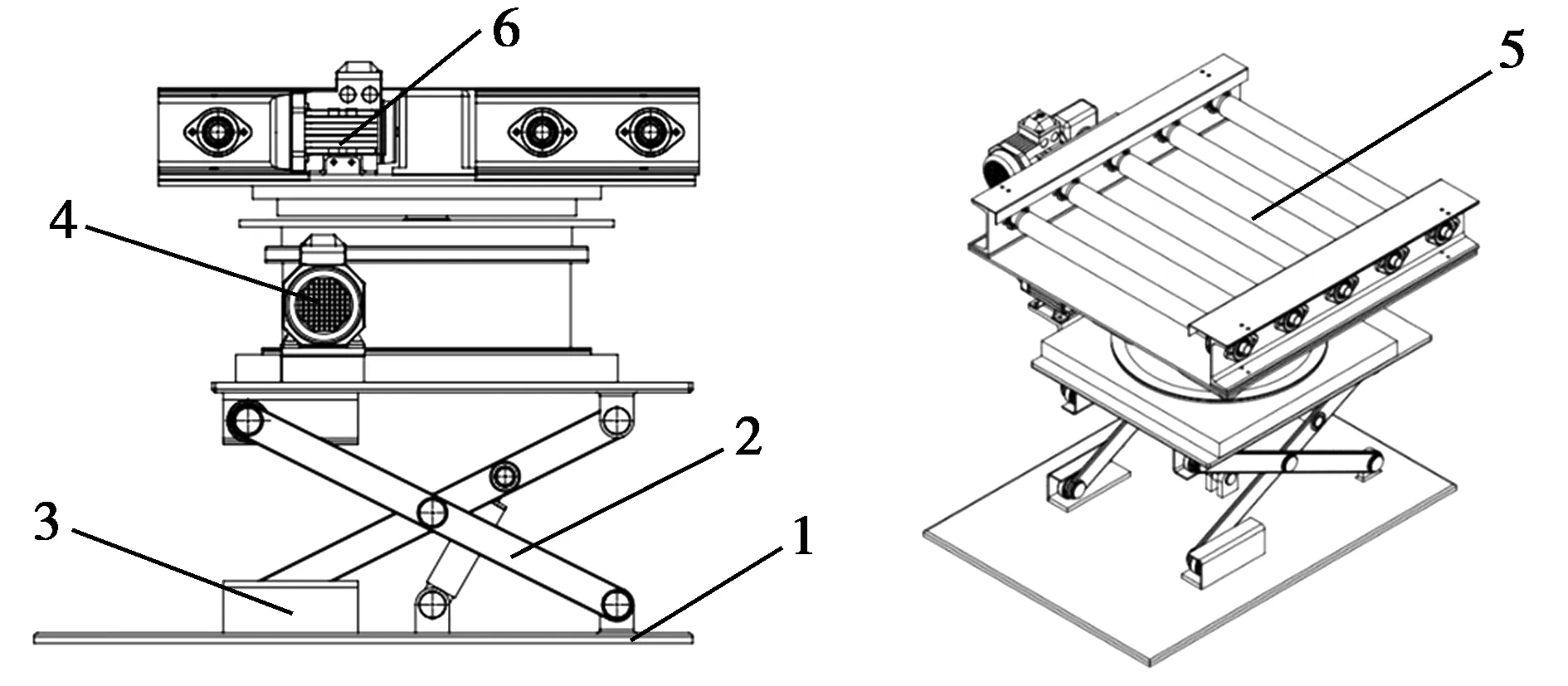
图5 转运平台结构示意图1.基座;2.X型支架;3.滑道;4.转台驱动电机;5.辊台;6.辊子驱动电机
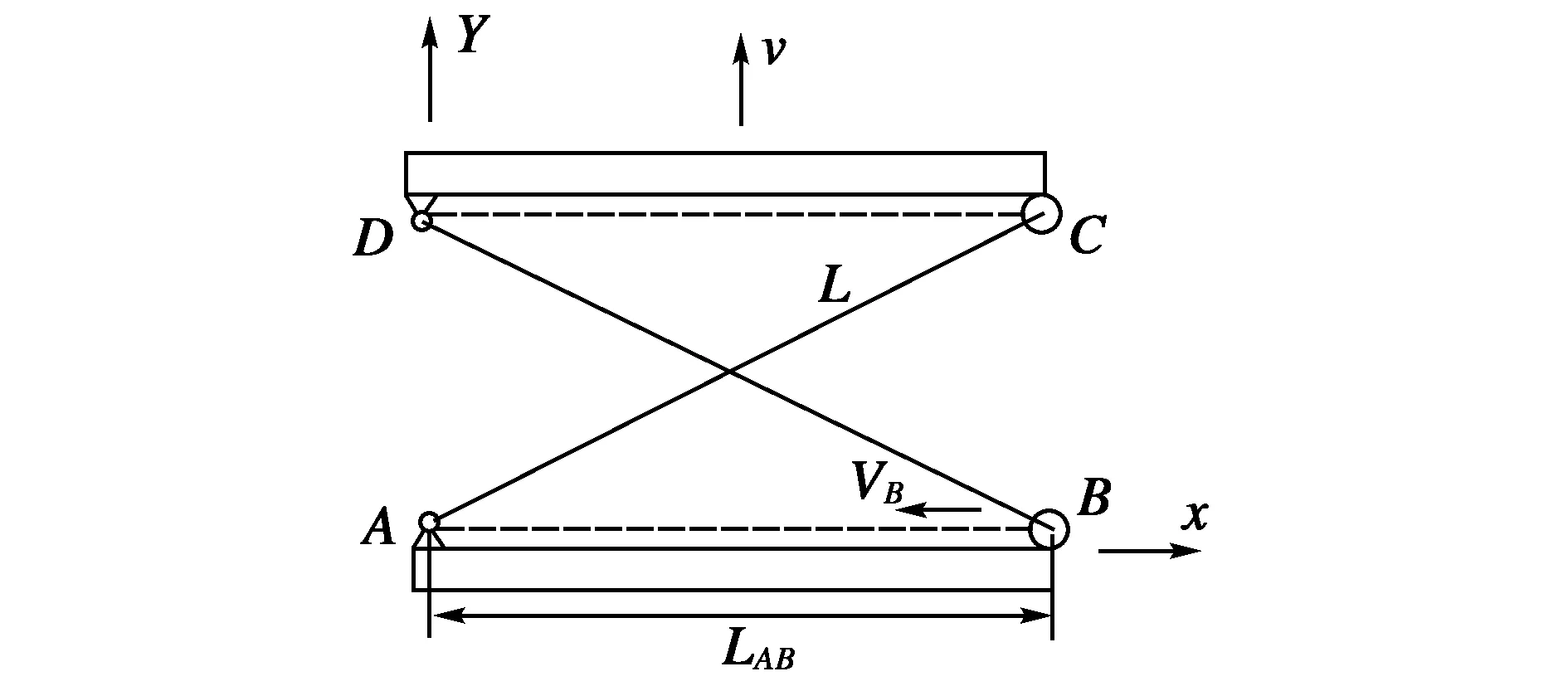
图6 X型升降台受力分析
由图6可以得出:
VxH=-AH·sinVα
(1)
VyH=AH·cosVα
(2)
VxG=-AO·sinαVα+OGsinαVα
(3)
VyG=DG·cosαVα
(4)
VyW=AB·cosαVα
(5)
VyO=AO·cosαVα
(6)
根据虚功原理可以得出:
-PVyW+Fcos(α+β)VxG+Fsin(α+β)VyG-Fcos(α+β)VxH-Fsin(α+β)VyH-PCVyO-0
(7)
由此可以得出:

(8)
式中:P=(0.5~0.6)P1+0.5P2;P1为举升载荷;P2为平台自重;P3为组件模块自重;F为作用于G、H销轴的液压缸推力。
最终计算出液压缸的推力为356.3 N,据此选择的液压缸型号为PJH-450型液压缸,行程800 mm。
3 门窗材加工中心移动底座有限元分析
门窗材专用加工机床中,端头加工部分的重量都集中在移动底座机构上。并且,移动底座作为承载双端加工部分的底座,还需对其进行静力学分析,确定其刚度以及强度能承载双端加工部分,保证机床在加工过程的精度以及安全性。
3.1 移动底座的简化模型
利用SolidWorks绘制移动底座的初始三维模型,通过对门窗材加工中心的设计发现,移动底座需要满足端头加工组件的移动,并且还要保证端头移动部分移动的稳定性,所以采用铸造底座搭配重载导轨滑块的形式进行设计。移动底座的初始模型结构如图7所示。
图7 移动底座初始模型结构
3.2 移动底座模型的网格划分
通过对移动底座建模后,需要对移动底座进行网格划分才能进行有限单元的求解。网格的质量直接影响着最终结果的准确程度。采用四面体对移动底座进行网格划分,并且将所有部分设为实体,避免出现梁结构进行分析。网格划分最终的结果如图8所示。
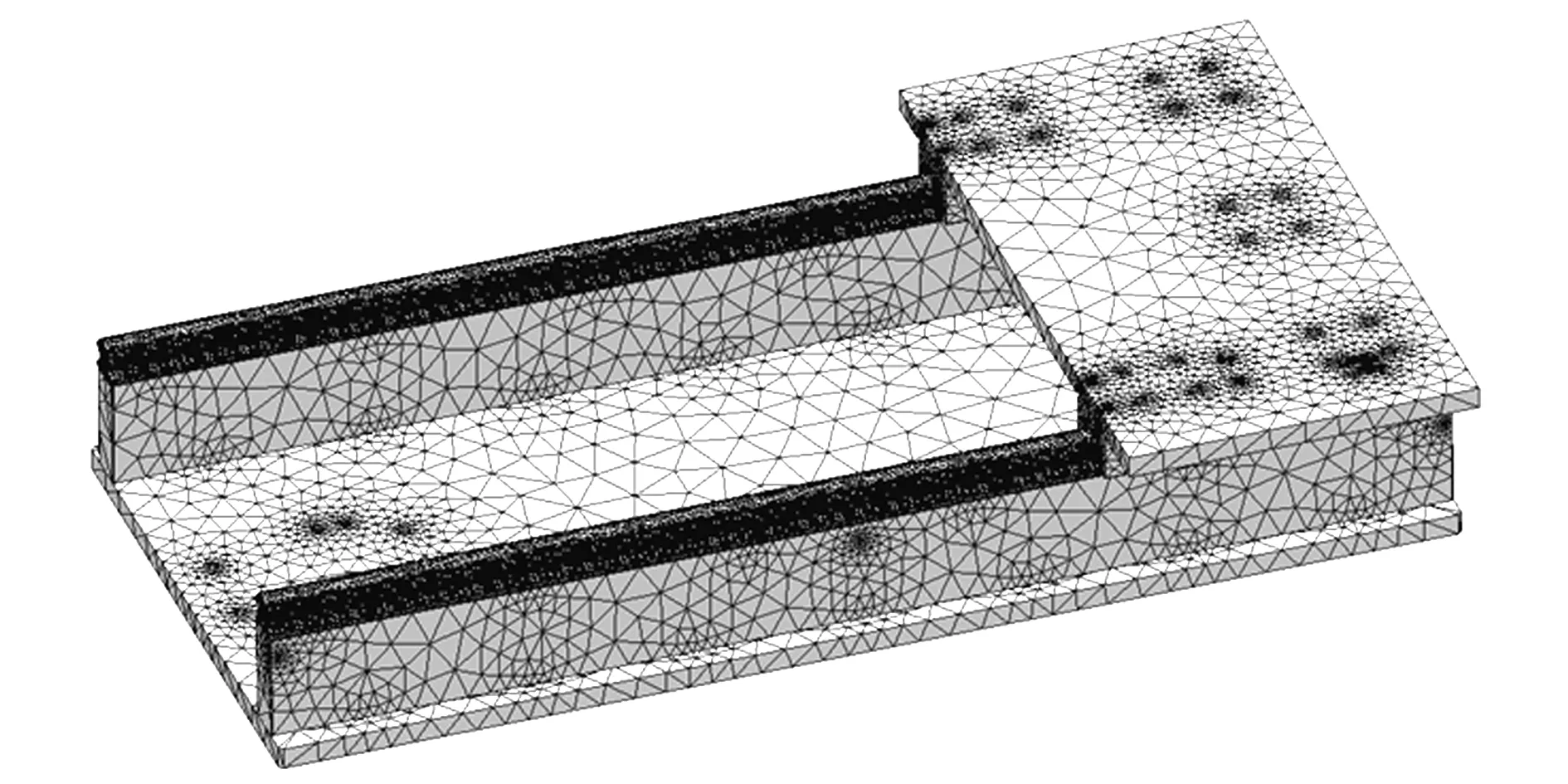
图8 移动底座模型的网格划分
划分网格的参数表如表1所示。
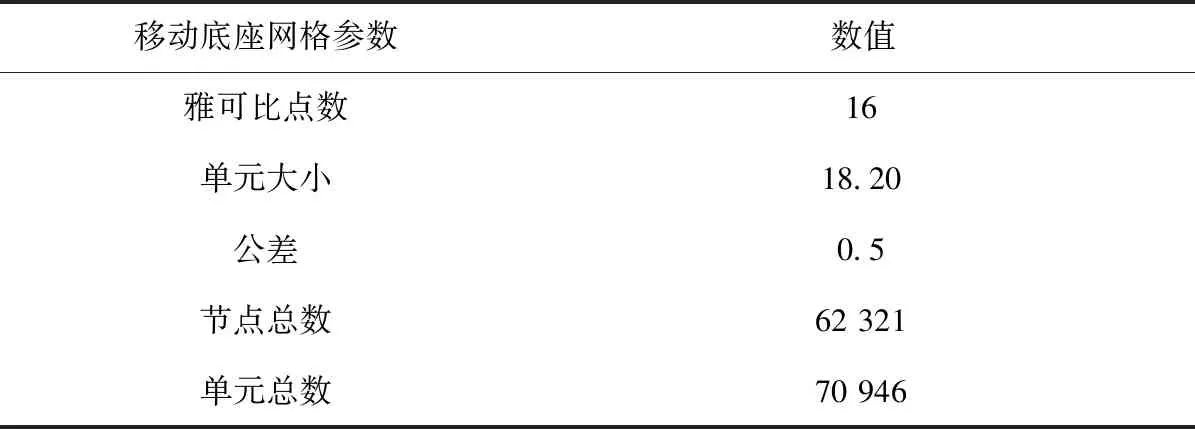
表1 移动底座网格的主要参数
3.3 移动底座模型边界条件的约束以及载荷的施加
通过对移动底座的工作过程以及各个阶段的位置进行分析,发现移动底座的受力主要在导轨安装面以及双端加工底座部分。通过对导轨安装面以及双端加工底座添加受力,分析移动底座在承载移动的过程中,底部通过地脚螺栓与地面进行固定,故在侧面以及底面施加固定约束,设为边界条件,得到移动底座的受力情况如图9所示。
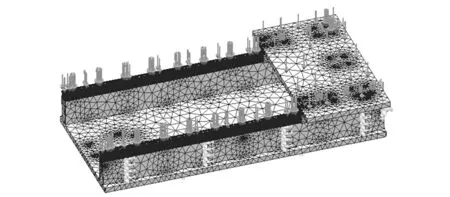
图9 移动底座受力情况
3.4 移动底座模型静力学求解的结果分析
图10为移动底座的应力结果。对其进行分析发现,应力集中在双端加工底座连接处。符合设计预期,通过读取数值发现,其最大应力小于材料要求的许用应力,证明移动底座的应力符合设计要求。并且,通过应力图可以看出,应力被集中在双端加工中心部位,移动导轨处并未有过多应力,证明可以稳定进行移动。
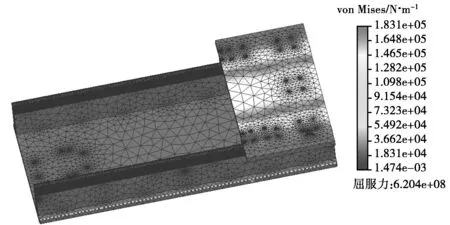
图10 移动底座初始应力
通过对移动底座的应变分析,结果如图11所示。移动底座的应变与应力的变化趋势相同,并且,应力最大处的应变数值远小于移动底座材料的应变要求,证明移动底座的应变符合材料要求,可以满足门窗材加工过程的双端移动部分。
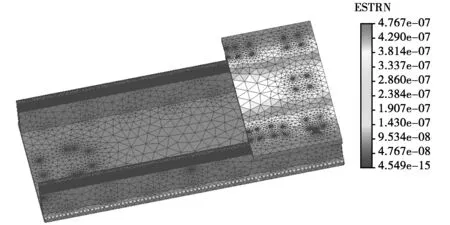
图11 移动底座初始应变
应力以及应变能反映出移动底座的受力情况,证明移动底座的整体受力集中在双端加工部分。但是,并不能反映出移动底座的强度满足使用要求,需要对其进行形变的分析。通过图12可以看出,受到应力以及应变的影响,变形也集中在双端加工底座部分的中间部分,变形量符合材料要求,证明移动底座的设计符合要求。
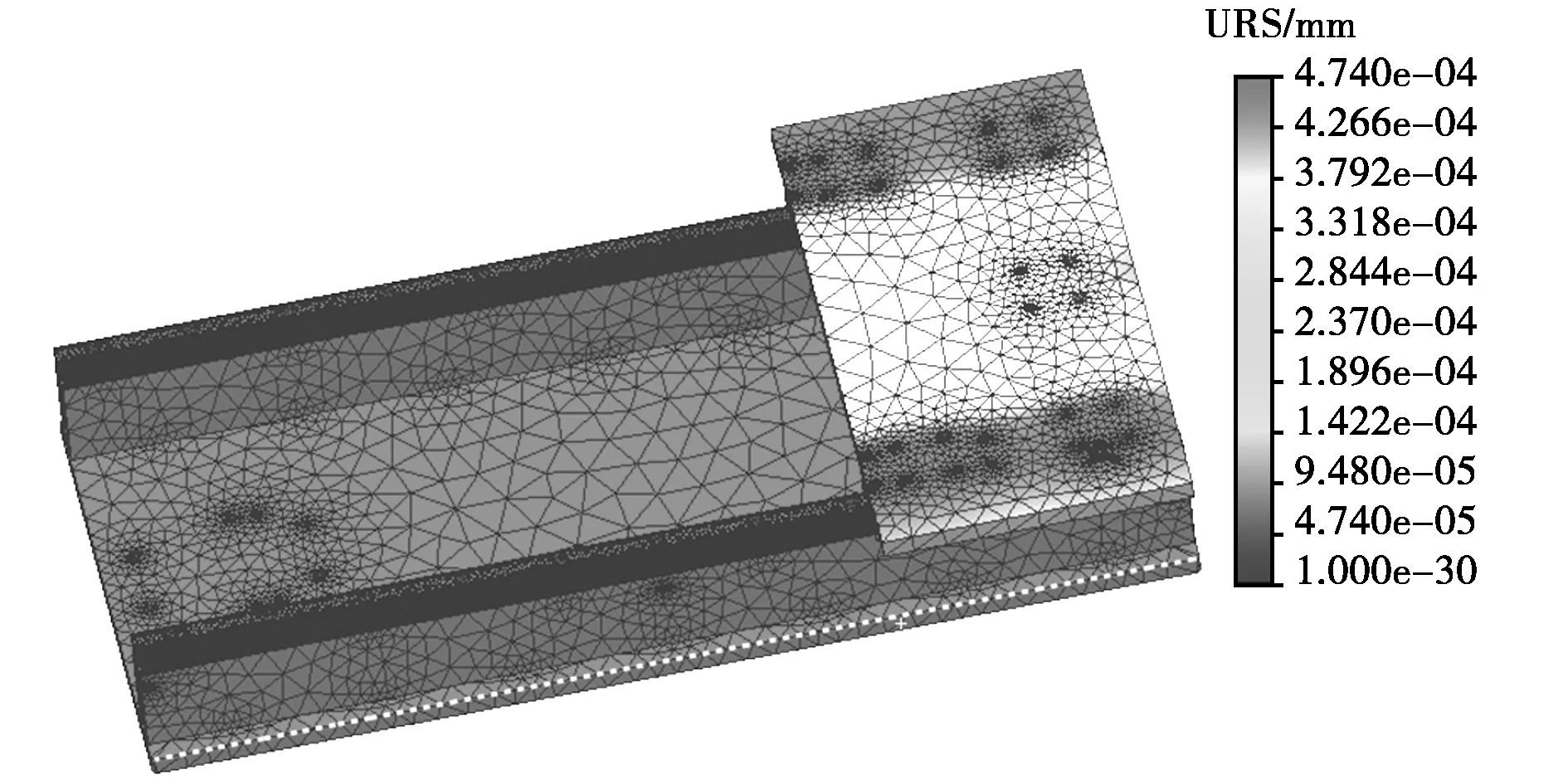
图12 移动底座变形
3.5 移动底座的模态分析
门窗材加工中心的移动底座所承载的是端头加工部分,端头加工部分实现对木门窗材的锯切、铣削加工,设有电主轴以及三相异步电机,有很强的震动性。为了保证正常工作时没有较大的振幅以及和整体框架发生共振,因此必须对移动底座的振动特性进行研究。
通过SolidWorks Simulation里的频率分析对移动底座进行频率的提取和分析,分析方法和分析应力基本相同,划分网格,对移动底座进行边界条件设置,载荷施加等,然后运行算例得出下面的移动底座的5个阶段的频率图,如图13、图14、图15所示。
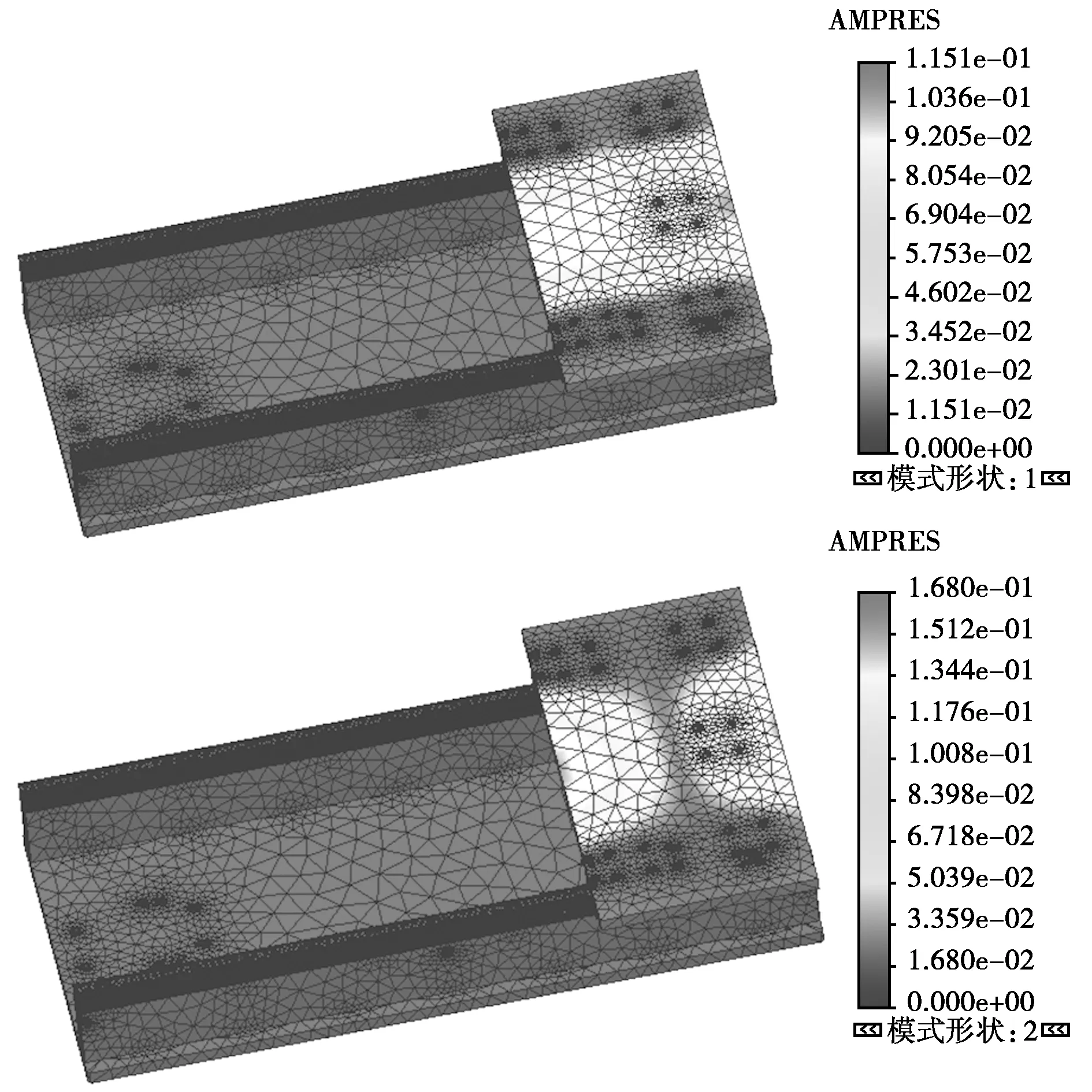
图13 移动底座一、二阶模态振型图
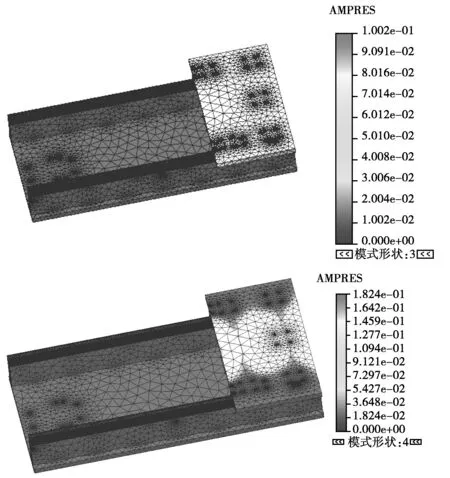
图14 移动底座三、四阶模态振型图

图15 移动底座五阶模态振型图
振型参数表如表2所示:
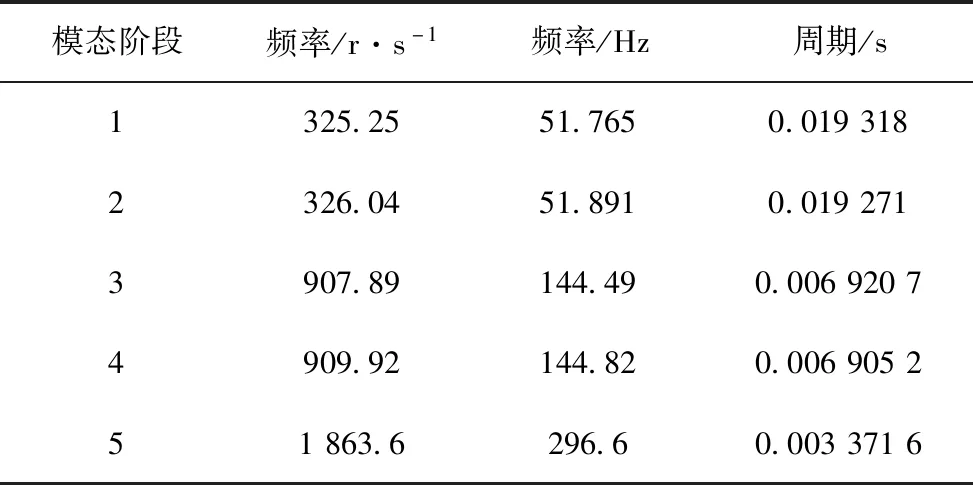
表2 振型参数表
通过对求解结果的分析,得出以下结论:
一、二阶模态从图13中可以看出,移动底座整体振动,固有频率为51.765 Hz,二阶模态固有频率为51.891 Hz,从图片的振动方向可以看出,在一、二阶模态中移动底座中间段在Y方向上下产生振动,此时在主轴中间位置可能出现问题。
三、四阶模态从图14可以看出,三阶模态固有频率为144.49 Hz,四阶模态固有频率为144.82 Hz,振动方向为XY平面内的扭转,此时在移动底座的两端链轮轴肩处容易出现问题。五阶模态从图15可以看出,五阶模态固有频率为296.6 HZ,此时振动为摆动变形。整体震动符合要求,设计合理。
4 结论
本文针对现有的门窗材加工工艺加工精度低、加工效率低等问题,对加工工艺进行改进。根据改进后的加工工艺流程,确定门窗材加工中心的总体布局与结构,并对其主要结构进行设计。运用ANSYS对门窗材加工中心的移动底座结构进行静力学分析与模态分析,得到移动底座的最大应力值与最大变形量,移动底座的前五阶模态的频率范围为50~300 Hz,与电机激振频率不重合,故移动底座在机床工作时不会发生共振现象。最终校核结果认为:门窗材加工中心的底座符合设计要求,验证了加工设备的合理性。
