基于分析的南堡联合站轻烃回收装置改造与优化
2022-08-30吴松高城尤雪松李东升崔军峰雷洋冷南江
吴松,高城,尤雪松,李东升,崔军峰,雷洋,冷南江
(1. 中国石油天然气股份有限公司冀东油田分公司油气集输公司,河北唐山 063000;2. 西南石油大学油气藏地质及开发工程国家重点实验室,四川成都 610500)
向辉等[8]在天然气丙烷回收中的DHX工艺中引入重接触塔,改进了换热网络,设计了一种基于DHX工艺的LNG轻烃回收改进流程,该流程降低了功耗的同时提高了乙烷和丙烷收率。
蔡棋成[9]结合CQ气田原料气的气质工况,分析了气体过冷流程(GSP)、液体过冷流程(LSP)、部分气体循环流程(RSV)和具有压缩的增强精馏流程(SRC)等轻烃回收工艺的优缺点,发现了RSV工艺在乙烷回收率和气质适应性上的优势。针对常规RSV流程在CO2冻堵控制上的存在的问题,为进一步提高乙烷回收率,确定采用多级分离、多级降温和多股回流的脱甲烷塔分离工艺改进方案。
曹连进[10]基于序贯模块法对轻烃回收系统参数进行了敏感性分析,同时采用黑箱模型对设备及整个系统进行㶲分析,从回收率、单位C3及以上组分能耗、产品量以及㶲损等4个方面对参数优化及工艺改造优化两种优化方案进行了比较,确定了工艺改造优化方案。
王治红等[11]针对川西北矿区江油轻烃厂回收装置采用透平膨胀机单机膨胀制冷工艺,对比了RSV、DHX、增压+单级膨胀制冷(ISS)、增压+DHX工艺,改善了收率下降等问题。
韩淑怡等[12]改进了DHX轻烃回收工艺,并考察了原料气预冷温度、膨胀机出口压力与原料气中C1/C2组成对DHX塔温度、丙烷压缩机功率、产品气增压机功率、膨胀机功率和C3+收率的影响。
邓筑井等[13]基于YM高压原料气工况,采用RSV工艺分析研究了脱甲烷塔塔压、塔顶温度、侧线抽出量和侧线返回温度等关键参数对乙烷回收率和能耗的影响。
Zhu等[14]利用透平膨胀机低温工艺对原“辅助冷却+直接换热器”工艺进行改进,最大程度地回收内部系统的冷能。同时以最优经济效益为目标,提出了一种基于序列二次规划结合约束边界搜索的优化算法,得到了具有最优经济效益的新工艺的最优运行条件,为油气田轻烃回收的设计和实际生产提供理论参考。
Hu等[15]对不同的轻烃回收工艺方案进行了比较和分析,结果表明具有更合理冷能利用的高压吸收流程(HPA,下同)工艺回收效果最好,进而通过㶲分析及优化算法得到更优的㶲损条件及关键操作参数。
Shin等[16]采用㶲分析来评估轻烃回收过程中不可逆的有效能损失,基于遗传算法对过程模拟与优化求解的交互确定了最优操作条件并分析了优化设计方法的适应性。
综上分析,国内外轻烃回收工艺的发展较成熟,以过冷气相分流的轻烃回收工艺,由于具有较高的回收率和能量利用率成为主流工艺。笔者根据冀东油田南堡联合站轻烃回收装置的现状,对其进行用能分析,通过过冷气相分流改进措施并对流程进行优化,以提高收率和降低能耗。
1 南堡联合站天然气轻烃回收分析模型
1.1 天然气轻烃回收工艺流程
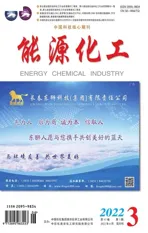
南堡联合站天然气处理装置工艺流程见图1。
图1 南堡联合站天然气处理系统
由图1可见:该工艺过程包括增压系统、脱水系统、循环制冷系统和轻烃分馏系统。原料天然气经三级压缩增压后(满足轻烃回收的压力要求)进入分子筛系统脱除水分,再分别进入由冷箱、丙烷制冷系统、低温分离器、膨胀机组、重接触塔等组成的制冷系统,天然气在制冷系统中冷却后获得的液烃进入由脱乙烷塔、脱丁烷塔等组成的分馏系统获得液化石油气和轻油产品。
1.2 装置实际运行参数与原设计参数对比
目前,装置实际运行参数与原设计参数对比见表1。

表1 装置实际运行参数与原设计参数对比

续表1
由表1可见:目前该装置实际运行参数与原设计参数存在一定的差异。现场资料显示,目前C3的回收率为90.50%,C3+的回收率为95.96%,C3及以上组分回收率还有待进一步的提高。
1.3 系统㶲分析模型
系统㶲分析模型要求应有完整的㶲流组成,还需满足对过程的㶲分析要求。建立㶲分析模型时,可以根据不同的分析对象和目的,选择精度不同的模型,常见的有黑箱模型、白箱模型、灰箱模型,其中灰箱模型为黑箱模型与白箱模型的混合模型,能够将物理模型与经验公式融合在一起实现过程模拟,无需过度依赖数据,又有较高的精度[10,17-18]。结合图1的南堡联合站天然气处理系统,建立南堡联合站天然气处理系统的㶲流灰箱模型,见图2。

图2 南堡联合站天然气处理系统的㶲流模型
1.4 物流和能流的㶲计算模型
建立的㶲计算模型如式(1)—(4)所示[10,19-20]。

式中:exm——单位质量物流的㶲,kJ/kg;
h——单位物流处于系统当前状态时的焓,kJ/kg;
h0——单位物流处于环境基准状态时的焓,kJ/kg;
t0——环境基准温度,℃;
s——单位物流处于系统当前状态时的熵,kJ/(kg·℃);
s0——单位物流处于环境基准状态时的熵,kJ/(kg·℃);
Exm——物流的㶲,kJ/h;
m——物流的摩尔流量,kmol/h;
Dx——㶲损,kJ/h;
∑E+——投入系统或设备的各种物流和能流的㶲之和,kJ/h;
∑E-——离开系统或设备的各种物流和能流的㶲之和,kJ/h;
ηE——㶲效率,%。
2 轻烃分离系统㶲计算结果与分析
根据南堡联合站天然气处理系统的㶲流模型和㶲计算模型,计算得到原流程各设备㶲损与㶲效率见表2。

表2 原流程各设备㶲损与㶲效率
由表2可见:根据各设备㶲效率数据,重接触塔㶲效率(86.07%)与脱乙烷塔底重沸器㶲效率(87.49%)相对较低,重接触塔㶲损量最大,其次是脱丁烷塔、预冷器、脱乙烷塔等。分析各单元设备㶲损占比,单元设备中㶲损比例较大的设备依次为脱丁烷塔单元(18.64%)、重接触塔单元(18.10%)、换热器(17.93%)、脱乙烷塔单元(13.29%),占总㶲损的67%以上。压缩机、空冷器、水冷器等占总㶲损剩下的约31%。其中泵、节流阀等设备㶲损比例较小,小于总㶲损的1%。
3 基于㶲分析的优化改造方案
3.1 优化改造方案
㶲损最大的设备是重接触塔,可以通过流股的改变降低㶲损提高能量利用效率。因此,提出一种气相过冷工艺,将低温分离器2出来的气相在进膨胀机前分流,使一部分气体与重接触塔顶出气相换热后,以较低的温度通过节流阀节流膨胀,回收重接触塔顶冷流冷量的同时,以更低的温度进入脱乙烷塔顶,提升脱乙烷塔分离效果,提高㶲效率。改造后的局部流程见图3。

图3 气体过冷改造局部工艺流程示意
3.2 改造后流程的优化
3.2.1 重接触塔中关键工艺参数的影响分析
保持塔底压力1.74 MPa及其他参数不变,重接触塔顶压力为1.58~1.72 MPa,采用模拟计算塔顶压力对塔顶温度、C3收率以及装置总能耗的影响,结果见表3。

表3 重接触塔顶压力对塔顶温度、C3收率以及装置总能耗的影响
由表3可见:当重接触塔顶压力升高时,从1.60 MPa开始,塔顶温度也随之升高,C3收率逐渐下降,装置总能耗也逐渐下降。因此,重接触塔顶压力优选1.60~1.72 MPa,此时塔顶温度为-74.18~-72.67 ℃。
3.2.2 脱乙烷塔中关键工艺参数的影响分析
保持塔顶压力1.63 MPa及其他参数不变,脱乙烷塔底压力为1.63~1.69 MPa,采用模拟计算塔底压力改变对脱乙烷塔顶温度、C3收率以及装置总能耗的影响,结果见表4。

表4 脱乙烷塔底压力对塔顶温度、C3收率以及装置总能耗的影响
由表4可见:随着塔底压力升高,塔顶温度逐渐降低,C3收率逐渐升高,装置总能耗也在增大,但当塔底压力升高至1.68 MPa时,C3收率升高速率变缓。因此,在保证C3收率较高和能耗较合理的前提下,脱乙烷塔塔底压力优选1.63~1.68 MPa,此时塔顶温度保持在-24.82~-17.33 ℃。
保持其他条件不变,脱乙烷塔底温度为65~70℃,采用模拟计算脱乙烷塔底温度对塔底凝液中含量、C3收率以及受直接影响的重沸器塔底能耗数据的影响见表5。

表5 脱乙烷塔底温度对塔底凝液中C2-含量、C3收率及重沸器塔底能耗的影响
由表5可见:随着脱乙烷塔塔底温度降低,塔底凝液中C2-质量分数增大,C3收率也逐渐升高,塔底重沸器能耗降低。通过降低脱乙烷塔底温度来保证较高的C3收率时,还应考虑外输干气的品质,不能一直降低塔底温度。因此,塔底温度保持在64~67 ℃较为合适。
综上分析,关键工艺参数的单因素试验结果见表6。

表6 关键参数单因素分析结果
3.2.3 系统参数优化
以C3+收率及降低能耗为优化目标对该系统进行优化,根据以上分析,建立该天然气处理系统比功耗的优化模型如下:
目标函数:

约束条件:

式中:F——C3+比功耗的优化目标函数,kJ/kmol;
Ei——第i个装置能耗,kJ/h;
QYT——C3+液烃摩尔流量,kmol/h;
RC3+——丙烷及以上组分收率,%;
t1——重接触塔顶温度,℃;
t2——脱乙烷塔底温度,℃。
3.2.4 工艺改进参数优化结果分析
流程改造优化前后相关参数对比见表7。

表7 流程改造优化前后相关参数对比
由表7可见:从能耗方面分析,可实现C3+比功耗降低0.94%,装置总能耗降低1.14%;从产品方面进行分析,C3收率由改造前的90.50%提升至95.68%,增加了5.72%;C3+收率由改造前的95.96%提升至98.11%,增加了2.24%。
3.3 优化改造后的经济性分析
液化石油气价格按4.6元/kg计算,电价按0.8元/kWh计算,每年生产350 d,工艺改造工程量及主要设备投资预计30万元,增加的液化石油气及轻烃产量为83 kg/h,收益为9 163.2元/d,同时节能为849.6 kWh/d,节省的电费为679.68元/d,则计算可得该工艺优化改造的静态投资回收期为0.087 a,可增加经济效益(液化石油气+节能)344.5万元/a。
4 结论
1)针对天然气轻烃回收系统,通过建立㶲分析模型,计算流程各设备的㶲损及流程中各设备的㶲效率,分析流程用能过程中的薄弱环节,提出低温分离器过冷气相分流改造措施,改造设备简单投资少,易于工程实施。
2)以能耗、C3+回收率为目标函数对过程中涉及的关键工艺参数进行优化,实现C3+比功耗降低0.94%,装置总能耗降低1.14%;C3+收率从原流程的95.96%提升至98.11%,达到同行业先进水平,增产节能效果显著,静态投资回收期0.087 a,增加经济效益344.5万元/a。