催化装置滑阀三种典型故障分析及维修策略
2022-08-25邓斌
邓斌
(中国石化股份有限公司长岭分公司,湖南岳阳 414000)
滑阀主要由电液执行机构和阀体两部分构成[1]。阀体目前以冷壁式为主,由100~150 mm的耐磨隔热双层衬里和碳钢外阀体组成,即使内部温度高达700℃左右,其外表壁温也能控制在150℃以下。电液执行机构是以电动机泵作为动力,液压油为介质,由电液伺服系统控制液压油压实现阀门开关调节。阀体部分由节流锥、阀板、阀杆、导轨、阀座圈、填料等组成。滑阀在催化裂化装置中非常关键,滑阀故障往往引起装置停工,带来巨大经济损失甚至人身伤害。该文主要通过对行业内炼化企业催化裂化装置近10年滑阀运行及拆检的情况进行收集统计,找出滑阀运行检修中存在的共性问题并进行深入分析,提出完善对应的维修策略。
1 滑阀典型故障统计及案例
1.1 滑阀典型故障统计
对炼化行业内28家企业49套装置近十年滑阀螺栓断裂、导轨断裂和填料泄漏三种故障案例进行统计,如表1所示。
从表1可以看出,滑阀导轨螺栓断裂、滑阀导轨断裂和阀杆填料泄漏是滑阀最典型的3种故障类型,也是直接影响滑阀安稳运行的最危险的设备本体故障。

表1 近10年来各企业滑阀三种典型故障频次表
1.2 典型故障案例
1.2.1 案例一
某炼油企业1.2 Mt/a催化裂化再生滑阀2019年5月份停工大检修,发现两根导轨其中一根的2颗螺栓齐根断裂,另外一根导轨1颗螺栓齐根断裂。如下图1。初步分析断口形貌呈脆性断裂特征,通过进一步金相分析为穿晶断裂。查阅日常运行操作参数,发现多次出现超温工况导致导轨螺栓产生高温蠕变;且上一检修周期未进行更换,螺栓服役时间近6年。

图1 某再生滑阀导轨螺栓断裂
1.2.2 案例二
2011年11月某炼油催化装置停工检修,拆检斜管段滑阀发现下方导轨靠外端面1/3处出现贯穿性横向裂纹,如图2所示。通过检测发现裂纹深度达51 mm,该贯穿裂纹沿连接螺母与导轨接触处自上而下穿透,存在较大隐患。

图2 某滑阀导轨贯穿裂纹
1.2.3 案例三
某催化裂化装置2016年8月大修完开工,待生滑阀阀杆填料密封出现催化剂泄漏,装置采取降负荷、两器降压处理。由于在线处理填料风险较高,仅采用石墨盘根更换填料函外层3圈填料,压实后使用半年再次泄漏并再次降负荷进行在线处理,通过注胶来更换外层填料,并在阀杆填料函外端加焊填料函堵漏处理,如图3所示。

图3 某催化裂化装置待生滑阀填料泄漏加焊填料函
2 故障原因分析
2.1 滑阀导轨螺栓断裂原因分析
在催化裂化装置运行过程中,滑阀长期在高温环境运行。滑阀设计中所有内构件均依靠导流锥由螺栓悬挂固定,导流锥、阀座圈、导轨及阀板作为主要的受力部件,由连接螺栓承受了介质压差和内构件的全部重量。这种特殊结构使得导轨连接螺栓承受着较大的拉伸力。滑阀导轨螺栓的材质一般为高温合金,常使用的材料是高温合金GH4033,具有耐高温烟气腐蚀、抗H、N腐蚀的能力,同时有抗渗碳腐蚀和S腐蚀的能力,强热性能较高[2]。由于长期在高温环境下工作,螺栓要经受交变应力、周期性冲击拉伸、高温蠕变冲击,当螺栓使用到一定周期时,不可避免会产生高温疲劳;此外,根据材料力学分析,随着螺栓服役周期的延长,如果滑阀的工作温度长时间超温或反复超温,滑阀螺栓使用寿命变短,高温损伤导致断裂风险增大。另一方面,导轨螺栓受催化剂冲刷磨损,也会造成螺栓表面缺陷,形成螺栓应力集中区,这是螺栓断裂的另一个原因。
2.2 滑阀导轨断裂原因分析
在滑阀运行期间,受催化剂等介质流动产生的动能及阀板重量对导轨的影响,导轨除了承受拉伸应力之外,还受到剪切应力、弯曲应力和锐角产生的应力集中影响,受力情况复杂。此外,导轨在初期安装中如果没有达到导轨与阀座圈接触面平整度要求,在导轨与阀座圈螺栓紧固后,导轨会产生横向弯曲应力;其次在连接螺栓安装完后习惯性进行点焊固定防松,同时介质具有一定的腐蚀性,这会产生局部焊接变形或焊接应力集中,在腐蚀作用下形成应力腐蚀,伴随导轨长期使用易出现横向开裂现象。
2.3 阀杆填料泄漏原因分析
2.3.1 填料使用周期过长
部分企业大修期间对滑阀阀杆填料不做全面检查。例如只将外层填料进行更换或直接在外层增补填料,导致内侧旧填料无法完全填充压实,且外侧新增填料达不到密封效果。此外,对滑阀阀杆填料日常维护的重视程度不够,日常对填料函部分的检查没有严格执行。
2.3.2 阀杆套筒反吹风或蒸汽出现中断
一旦阀杆套筒反吹风(蒸汽)中断,阀杆填料就会失去有效保护,造成填料与阀杆间混入催化剂颗粒,会直接加剧填料的磨损导致泄漏。与此同时,高温催化剂进入套筒后造成套筒填料温度升高,填料承受高温导致性能下降,失去密封弹性;加上滑阀频繁调节,加剧了磨损,所以填料极易出现泄漏。一般情况下,滑阀套筒密封吹扫风或蒸汽中断原因主要有两种。一种是限流孔板孔径偏小出现堵塞;另一种较为常见,是采用填料前段注胶堵死了阀杆反吹风或蒸汽通道。
3 维修策略
3.1 导轨螺栓维修策略
3.1.1 定期更换导轨螺栓
对滑阀螺栓维修策略重点应放在故障预防和预防性检修更换螺栓工作上[3]。通过对各企业滑阀检修情况进行调研分析,推荐滑阀导轨螺栓在使用5~8年之后进行更换。如在使用周期内出现超温情况,该导轨螺栓更换周期还应缩短。鉴于当前国内石化企业催化裂化装置运行周期部分采用3年一修,部分企业实现4年一修的周期管理,对4年一修的企业应采取每周期更换;对于3年一修的企业,建议2个生产周期对滑阀导轨螺栓进行一次全面更换。统计数据显示,国内28家企业49套装置,有6家企业14套装置滑阀导轨螺栓采取每周期更换,导轨螺栓逢周期更换已逐渐成为趋势。
此外,在更换导轨螺栓时,经常会碰到有螺栓拆卸困难的情况。根据使用条件和要求,每条导轨最多可以允许一颗螺栓不拆,这些不拆的螺栓使用到下一周期必须全部更换。对于拆卸困难的导轨螺栓,考虑将螺栓钻碎后攻丝恢复内螺纹,也可以将滑阀整体切割下线。
3.1.2 严格控制好螺栓检修安装质量
滑阀导轨螺栓检修安装建议采取如下措施:(1)逐个检查清理螺栓表面杂质,确保螺纹表面清洁无杂质;(2)在螺栓拧入螺孔之前,建议对螺杆喷涂防咬合剂,防止螺栓在长期高温工况下出现螺纹咬合,造成下次更换时难以拆卸;(3)螺栓安装时,螺栓紧固受力要尽量保证均匀。建议采用测力扳手紧固,确保每个螺栓的预紧力相同。如果条件允许可以使用定力矩技术紧固螺栓;(4)在螺母紧固完成后,建议将螺母与螺杆采取点焊防松或双螺母加点焊防松,如图4所示。

图4 导轨螺栓采用双螺母加点焊防松措施
3.2 导轨维修策略
(1)从导轨表面磨损情况考虑,如果导轨表面磨损部位磨损深度不超过2 mm,可以考虑对导轨合金面进行司太立6号高温合金修复,并通过机加工修复表面使其满足使用要求,然后用硬度仪进行表面硬度检测,要求硬度≥HRC38;如果磨损深度≥2 mm,建议直接对导轨进行更换;
(2)检查导轨表面裂纹,在导轨长200 mm的表面范围内,可以允许有不多于10条0.1~0.4 mm宽的裂纹;小于0.1 mm宽的裂纹不能超过20条;同时对表面检测硬度≥HRC38,裂纹宽度和数量超过以上数值,或硬度不满足要求,建议直接进行更换。另外,裂纹垂直于阀板运行方向,且深度不超过1 mm的可以继续使用至下一周期更换;如果裂纹平行于阀板运行方向,则建议立即更换。
(3)根据导轨材料使用性能周期进行调研分析,建议导轨使用2个生产周期进行一次更换。
3.3 预防阀杆填料泄漏维修策略
3.3.1 优化阀杆填料函结构设计
少部分企业滑阀阀杆密封填料函采用单级密封结构,应利用大修机会进行升级,改造为两级密封结构形式[4],如图5。这种结构在填料发生泄漏的情况下,可以采取加大填料函的吹扫气量,并在油环处注入塑料质的液体填料或石墨粉混合润滑脂填料,代替更换压盖填料函的填料实现一段时间的密封,从而实现不停工检修的目的。
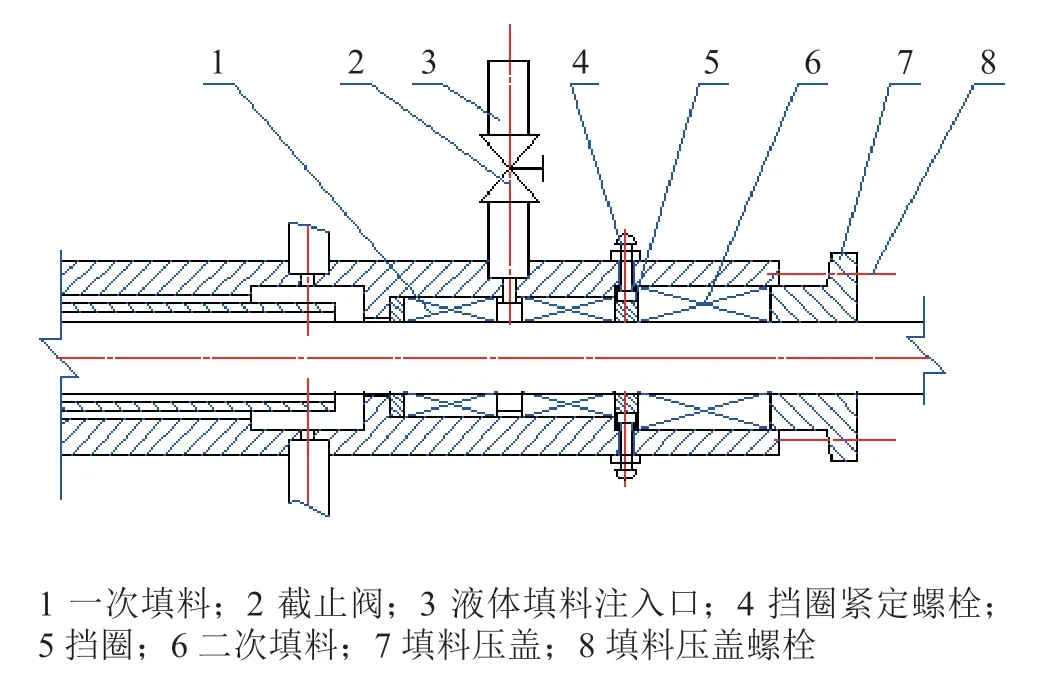
图5 填料结构
3.3.2 增强填料耐磨强度
装填料前对填料函内腔及阀杆部位表面进行清理、打磨、抛光处理。现场安装完毕后还应适当调整工作填料的压紧量,以保证填料函的密封性能;对阀杆不应抱得过紧,以免填料及阀杆过早磨损和功耗过大。此外在滑阀设计中,填料函的内侧一般设置一个DN15,配有PN2.5(2.5 Mpa)管法兰的吹扫管,用以吹扫并冷却阀杆。吹扫介质可以根据滑阀使用条件不同选择采用0.5 MPa的压缩空气或1.0 MPa的低压蒸汽,耗气量为12 Kg/h或15~20Nm3/h。吹扫压力由安装在进气管路上的降压孔板及手阀控制。经分析,降压孔板后吹扫压力与滑阀内腔工作压差宜维持在0.15~0.2 MPa。
4 结论及建议
通过收集和统计催化裂化装置滑阀故障和三种典型案例实例,总结分析出滑阀故障发生的主要原因为:
(1)滑阀长期在高温、催化剂冲刷环境下服役,以及高温烟气中H、N化合物的高温腐蚀;
(2)滑阀经受交变应力、周期性冲击拉伸、高温蠕变冲击,还有可能因工艺长时间超温或反复超温而更为苛刻。
(3)随着装置大型化及原料劣质化,催化裂化装置的参数及长周期运行都对滑阀设备的管理提出了更高要求。
从滑阀设计制造、检修安装、运行维护及更新等方面着手,用设备完整性的体系思维对滑阀全生命周期进行管理,提升滑阀的长周期可靠性。建议采取如下维修策略:
(1)按照检修策略进行特阀的检修,尤其是高温螺栓、导轨、填料盘根等应换尽换,做好特阀检修期间的隐蔽检查;
(2)加强安装质量的控制,抓好关键质量点,如导轨螺栓的安装力矩的确定,使用定力矩技术等;
(3)运行期间加强检查,如盘根的情况、反吹风(蒸汽)和松动风(蒸汽)等参数的检查。
