酸性水汽提装置净化水排放不合格原因分析及应对措施
2022-08-25柏小涛刘锦芳白小春张浩伟任万宏
柏小涛,刘锦芳,白小春,张浩伟,任万宏
(陕西延长石油(集团)有限责任公司榆林炼油厂,陕西靖边 718500)
某企业60 t/h酸性水汽提装置采用双塔加压汽提回收氨工艺技术[1],主要处理全厂加氢工艺酸性水,为全厂重要的污水处理环保装置。装置脱硫塔、脱氨塔重器沸热源设计采用低压蒸汽,主要进行硫化氢和氨气的解析,生产净化水(硫化物≤20 mg/L、氨氮≤50 mg/L)。2017年11月60 t/h酸性水汽提装置出现加工负荷无法达到设计值、产品净化水硫化氢、氨氮含量超标,产品质量不合格,装置不能满足生产要求。通过技术排查,确定主因为装置用低压蒸汽压力低,总热焓不足。急需进行技术改造,解决重沸器热源不足的问题,确保装置长周期运行。
1 双塔汽提装置基本情况
60 t/h酸性水汽提装置建于2016年,采用双塔加压汽提回收氨工艺技术。具体工艺为:全厂加氢酸性水首先进入脱硫塔脱除硫化物,脱硫塔塔底设低压蒸汽重沸器,塔顶酸性气送至硫磺回收装置,塔底含氨水送至脱氨塔进一步脱氨处理,脱氨塔塔底设低压蒸汽重沸器,塔顶氨气至氨精制单元,塔底净化水冷却后送至常压电脱盐装置回用[2]。双塔加压汽提回收氨工艺见图1。脱硫塔、脱氨塔重沸器热源低压蒸汽来自全厂低压蒸汽管网,凝结水返回至凝结水系统。
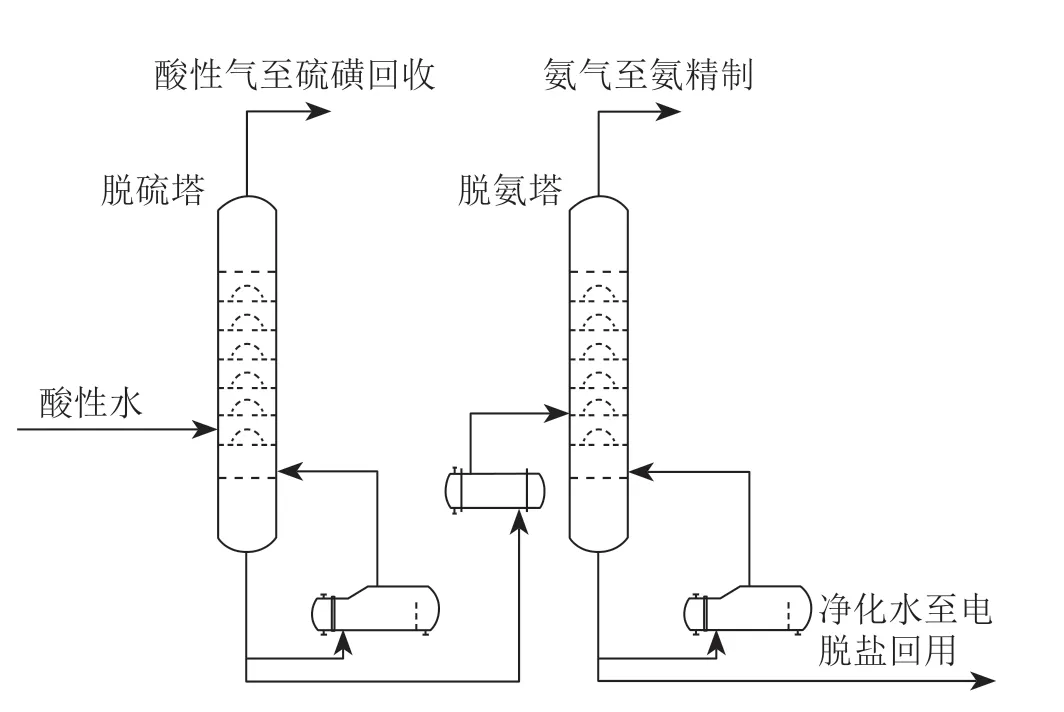
图1 双塔加压汽提回收氨工艺
2017年11月该装置出现加工负荷无法达到设计值,以及净化水中硫化氢、氨氮含量超标的情况,产品质量出现不合格,装置不能满足生产要求被迫停工,需进行原因分析及技术改造。
图2为装置改造前净化水硫化氢含量变化。由图2知,装置在运行过程中净化水硫化物基本处于设计值20 mg/L以下,但数据波动较大,净化水硫化物含量较设计值卡边运行。图3为装置改造前净化水氨氮含量变化。由图3可知,装置在运行过程中净化水氨氮含量平均为78 mg/L且波动较大,而设计值为50 mg/L,产品质量不合格。
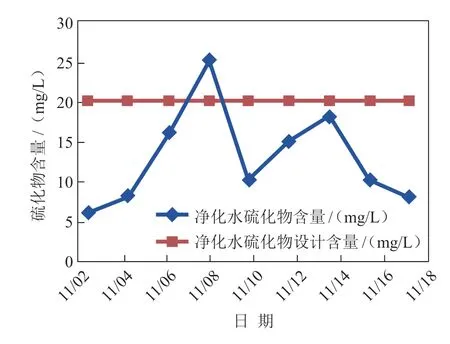
图2 改造前净化水硫化物含量
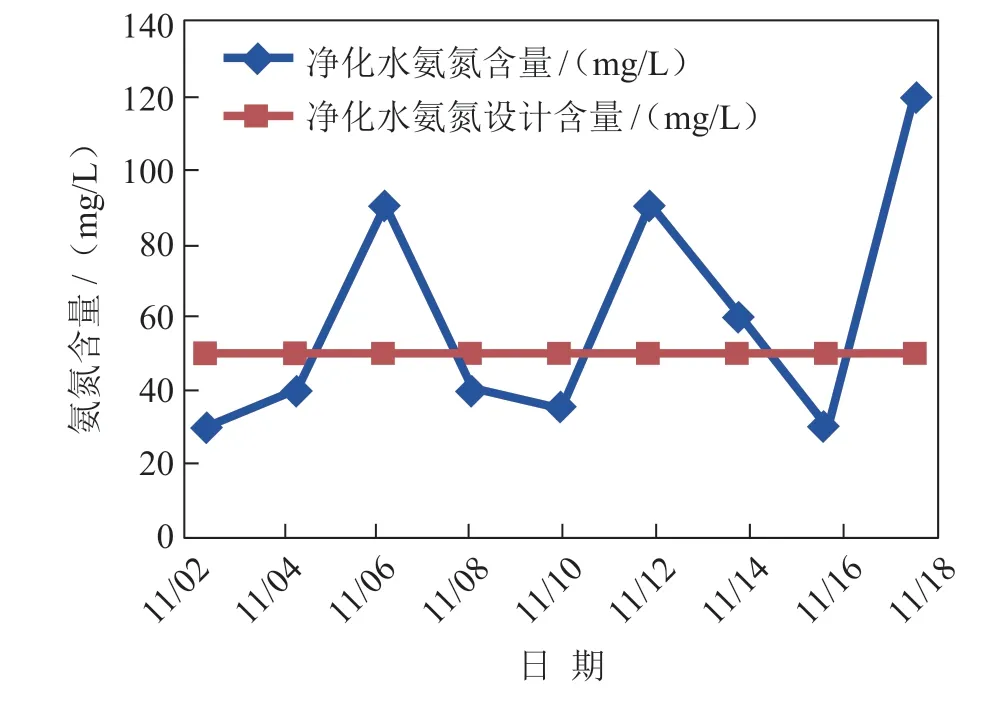
图3 改造前净化水氨氮含量
2 汽提装置净化水不合格原因分析
酸性水汽提塔净化水质量控制不合格的原因通常涉及如下两个方面:(1)酸性水汽提塔塔盘故障;(2)酸性水汽提塔塔底重沸器换热热效不足。[3]
2.1 塔盘故障排查
酸性水汽提塔塔盘故障较为常见。常见故障为塔盘堵塞、塔盘翻转等,是当前炼油企业酸性水汽提塔运行中的通病;其中塔盘堵塞最为常见。经抢修,逐一排除了塔盘油泥堵塞、结垢堵塞、塔盘翻转和变形等问题。
2.2 塔底重沸器换热热效排查
酸性水汽提塔重沸器设置在塔基最低位置。重沸器设置隔液板,长期运行中原料水携带的油泥等杂质会在重沸器进行堆积,必然会对重沸器换热造成不利影响,从而影响汽提效果,严重时须对酸性水汽提塔进行停工检修。检修过程中未发现重沸器管束结垢、重沸器腐蚀穿孔、重沸器后路凝结水系统背压高、重沸器热源进气调节阀故障、重沸器疏水阀故障等原因,排除了重沸器故障引起问题。[4]
但通过对运行数据与设计数据对比,确定净化水不合格的主因是重沸器进汽低压蒸汽压力、温度较较设计值低,低压蒸汽总热焓值不能满足设计要求,导致脱硫塔、脱氨塔塔底温度低,脱硫塔、脱氨塔汽提效果差,净化水产品不合格。图4为装置改造前压力波动情况,通过图4可知,改造前装置运行压力低于设计低限压力0.85 MPa,达不到设计压力要求。
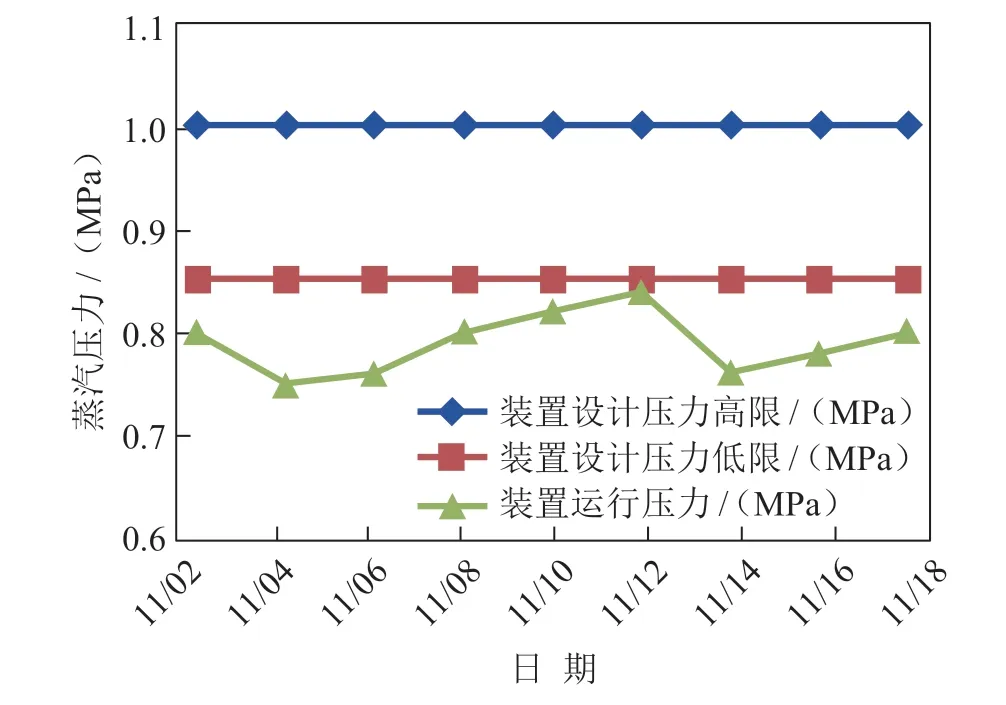
图4 改造前装置用汽压力水平
而低压蒸汽与设计偏差主因为:随着该厂跨越式发展,一些装置的相继建成、技改投运,全厂低压蒸汽管网用气量发生较大变化,而60 t/h酸性水汽提装置处于低压蒸汽长距离输送末端,管道阻力损失达0.15 MPa,致使汽提装置脱硫塔、脱氨塔塔底重沸器用汽压力低于设计值0.85~1 MPa,无法满足工艺操作要求,从而导致净化水产品硫化氢、氨氮含量超标,严重影响装置的正常生产运行[5]。
3 改造措施
2018年7月该厂根据装置现场实际情况进行技术改造,受低压蒸汽管网改造涉及用汽单元太多影响等限制,未考虑通过优化低压蒸汽管网来提高用蒸汽压力,而是充分利用现有装置区内中压蒸汽点,应用减温减压器与喷射器组合技术来提高60 t/h酸性水汽提装置用汽压力。通过技改,该装置内低压蒸汽压力由技改前0.75 MPa提高至0.93 MPa,提升显著,有效解决了60 t/h酸性水装置因低压蒸汽用气压力低的问题。60 t/h酸性水装置用汽由管网提供,但该装置处于管网末端,受管道长距离影响,管道损失较大,用汽压力低,不满足工艺要求。图5为技改后装置用汽流程,由图5知,60 t/h酸性水装置用汽不仅由管网提供,同时应用减温减压器、喷射器来提高用汽量及压力,利用喷射器单向性能,针对性提高60 t/h酸性水装置用汽压力,满足工艺要求。[6]
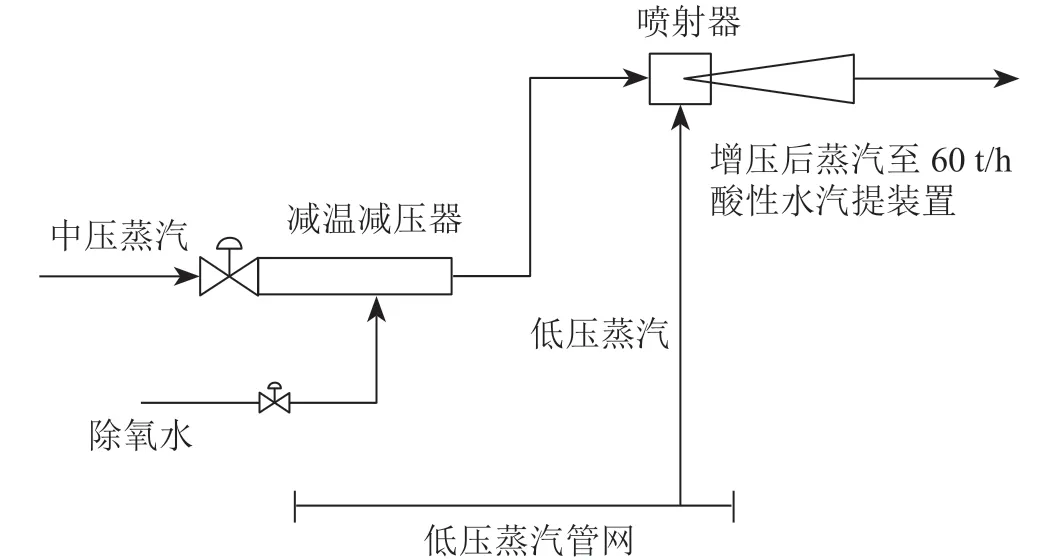
图5 技改前装置用汽流程
4 应用效果
改造后该装置用汽压力大于设计压力低限值,满足设计控制指标,装置运行平稳。图6为改造后装置用汽压力水平。
图7为改造后装置运行净化水硫化物含量,由图7知,改造后装置硫化物含量在2~4 mg/L,较改造前显著降低,同时远低于设计值20 mg/L。图8为改造后装置净化水氨氮含量,由图8知,改造后装置氨氮含量在20~40 mg/L,较改造前显著降低,同时远低于设计值50 mg/L。
综合图6、图7、图8可知,该技术改造的成功应用,有效解决了60 t/h酸性水装置因蒸汽压力低所带来的运行波动大,净化水产品不合格的问题。确保了装置长周期平稳运行。

图6 改造后装置用汽压力水平
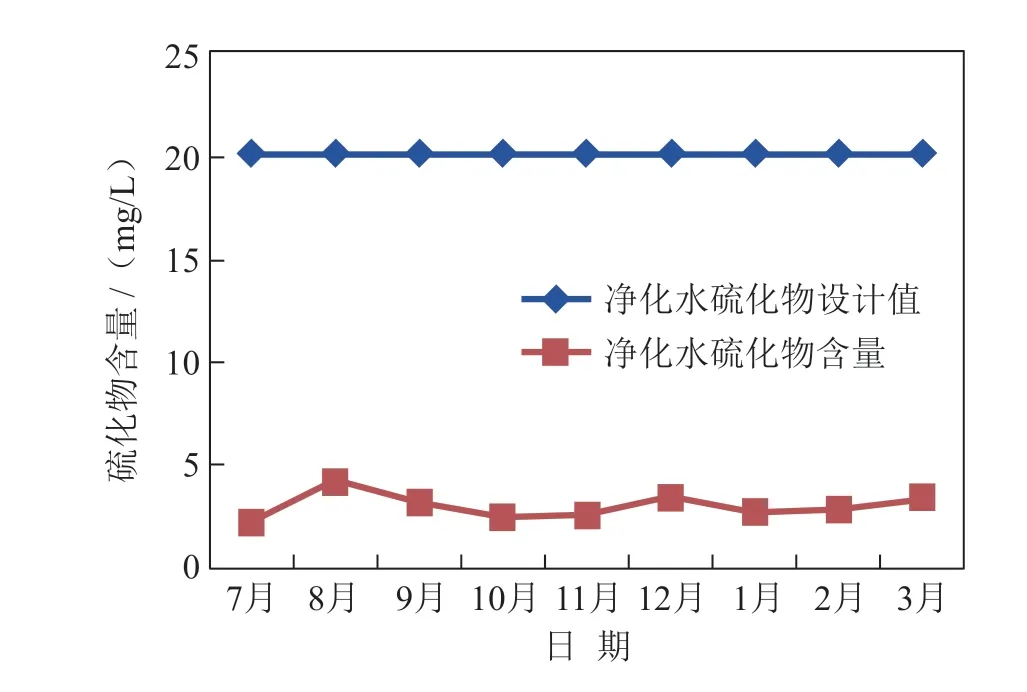
图7 改造后净化水硫化物含量
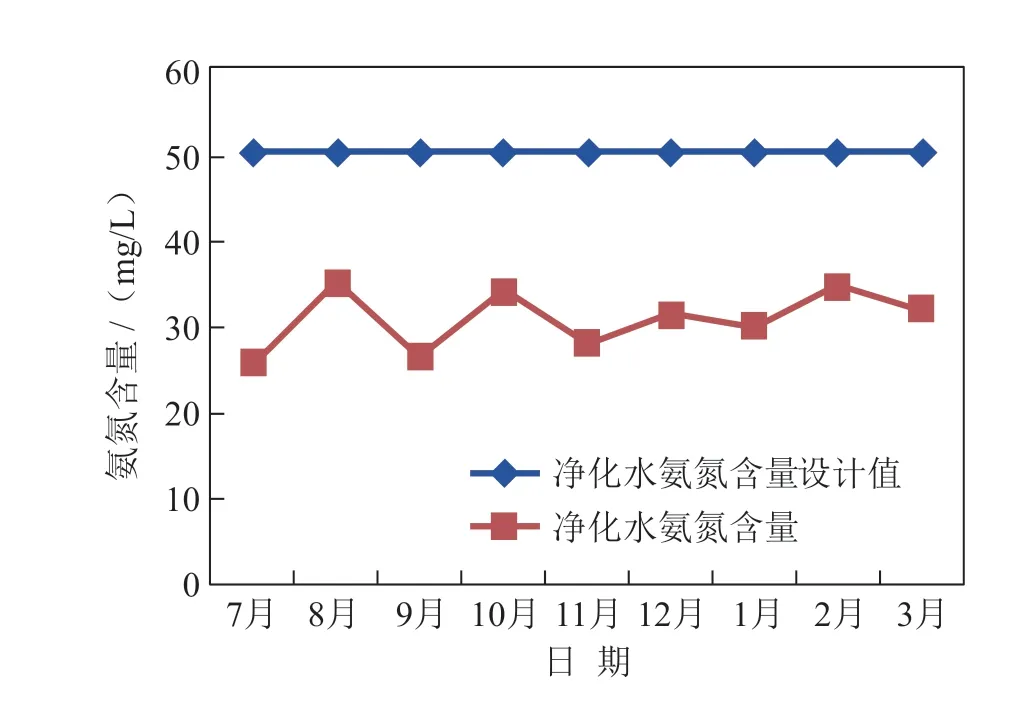
图8 改造后净化水氨氮含量
5 总结
酸性水汽提塔装置作为炼油厂污水净化非常重要的环保处理单元,其运行的稳定性直接影响到炼油单元的整体运行。该文分析了酸性水汽提塔环保处理装置出现净化水不合格的主要原因,经抢修及技术分析,提出技术改造措施,有效解决了用汽压力低的问题。同时应用减温减压器与引射器组合技术提高低压蒸汽用汽单元压力技术改造的成功,具备一定的推广意义。
