多料道弹簧供料装置的研制
2022-08-15刘木林叶华龙周大威耿传熙何笑筱许益玉
刘木林,潘 波,叶华龙,周大威,耿传熙,何笑筱,许益玉
(迈得医疗工业设备股份有限公司,浙江 台州 317607)
近年来,全自动安全式注射针、采血针产品不断出现在医疗行业市场上[1-2]。全自动产品一般使用弹簧作为储能零件,弹簧单道供料较简单,弹簧分离器配合振盘就可实现,但是在净化车间,空间较紧张的情况下,一次做多道的供料,就需要多个振盘,占用较大的空间。因此亟需研发占地面积较小的多料道弹簧供料装置。
1 设备的结构及工作原理
多料道弹簧供料装置由进料仓(存料仓)、回料仓、分离装置、回料装置、分选装置几部分组成。其核心的分离原理和弹簧分离机最大的区别在于,弹簧分离机使用离心“甩”物料撞击筒壁,通过电机的高速旋转,当弹簧的线径较小的情况下,物料极易被拉伸失效,损坏物料;而多料道弹簧供料装置通过高压风机,让物料在管壁内加速,撞击到分离板上,让弹簧压缩撞击,极大地减少物料变形,同时撞击力大小可通过风力大小和撞击板的硬度调整,极大程度减少了物料的损伤问题[3-4]。弹簧实物如图1所示。

图1 弹簧实物图
1.1 整体架构
此弹簧供料装置由进料仓(存料仓)、回料仓、分离装置、回料装置、分选装置几部分组成。进料仓是人工加料的位置,客户根据需求将批量存在缠绕状态的物料放进仓内,物料通过进料仓前端的进料管道,将物料送入底部回料仓内。进料仓前有物料传感器,控制物料进入循环系统的数量,回料仓内通过底部高压风机产生的压力在回料仓内形成负压,将物料吸入管道后送往顶部的分离装置内,分离装置顶部有带孔分离板,物料无法通过,气流被排出。分离后的物料落入分选装置内,通过分选装置分选,单一分离的物料被送出装置,还存在缠绕情况的物料通过回料管道,送进回料装置并再次送往分离装置循环,直到所有的物料均被分离送出,以实现自动供料的目的。多料道弹簧供料装置轴侧图和侧视图如图2所示。
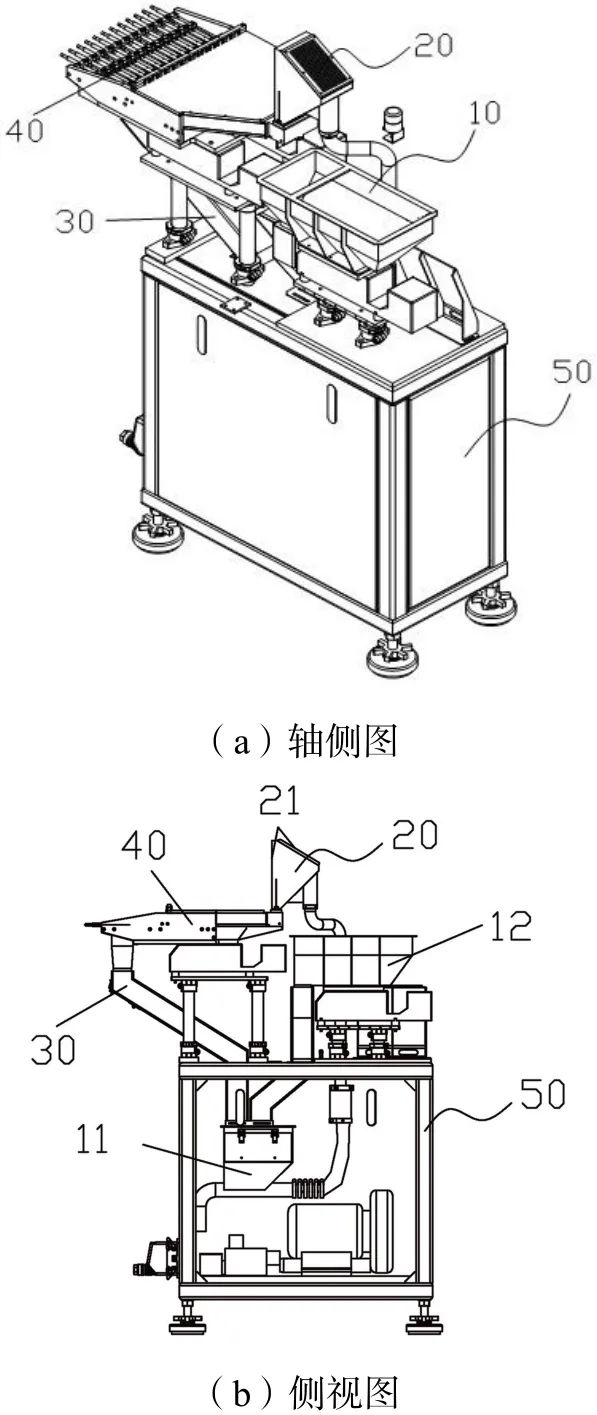
图2 多料道弹簧供料装置轴侧图和侧视图
1.2 实施路径
1.2.1 分选装置
分离后的弹簧物料落进分选装置内,分选装置由双直振驱动的料道组成,物料通过分离模块落进V形料道内,随机落下的物料被概率性地分到料道内,并在直振的驱动下,送出至变距料道;通过变距料道的引导将原先紧挨在一起的物料慢慢分开,按设计要求,被分成需要的道数和中心距,接着分开的物料被送进理料段内,理料段将横向堆叠的物料排除,只剩下上下堆叠的物料,进入最终的分选料道,分选料道将叠层物料排除,只剩单一物料,被送向出料口。所有缠绕的物料均掉入底下的返回料道,通过回料管道,送入回料装置。分选装置轴侧图如图3所示。
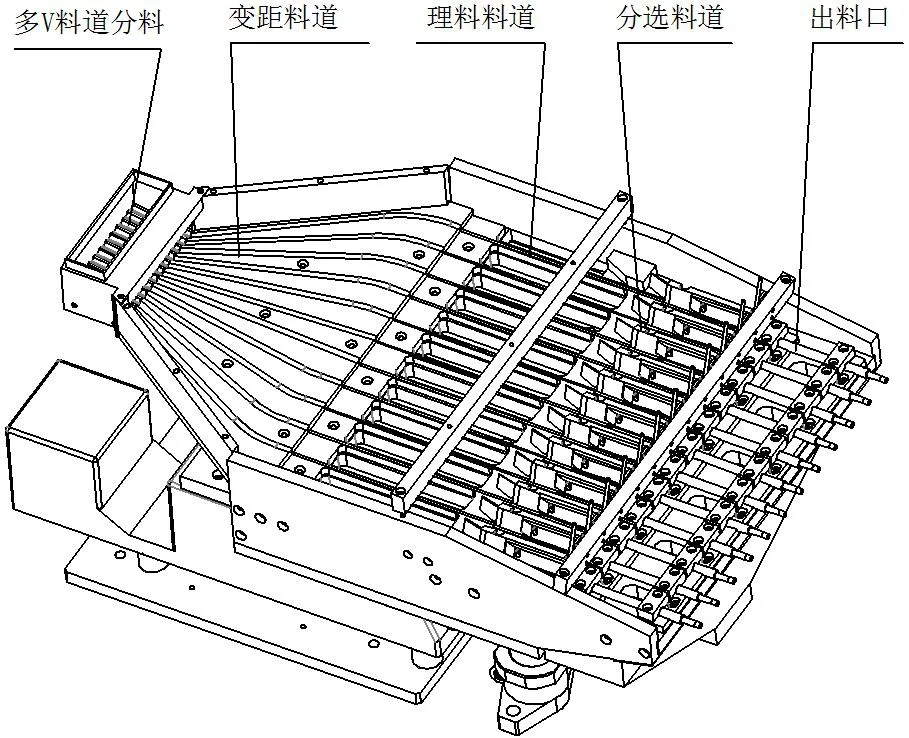
图3 分选装置轴侧图
1.2.2 回料装置
通过回料管道的物料和加料管道的物料都被送进回料装置,底部高压风机带动的高压气流,通过图4的结构,使进料口位置产生负压,将加入的物料吸进送料管道,并在管道内加速,送往分离装置。

图4 回料装置侧视图
1.2.3 分离装置
通过管道加速的物料被送入分离装置,分离装置的组成如图5所示。被加速的物料通过进料口,撞击在分离板上,物料有概率性地分离出单一的散料,通过挡料板滑落至出口。分料板根据弹簧的刚度,选择对应硬度的带孔聚氨酯材料,加速的气流通过排气口和分离板上的孔被排除,物料因为质量的原因,落入挡料板从而掉落。出料口位置的传感器,根据物料掉落密度,从而判断进料仓是否向循环系统内加料。

图5 分离装置侧视图
2 控制系统设计
2.1 控制系统整体设计
整个装置的控制系统的主要任务是分选装置、进料装置和分离装置的控制及系统和主机交互工作状态。通过PLC(Programmable Logic Controller)实时控制进料系统的进料量,让整体循环系统内的物料在可控范围内[5]。同时通过工作过程的监控判断物料是否正常输出、高压风机是否正常工作等状态。整机控制方案如图6所示。
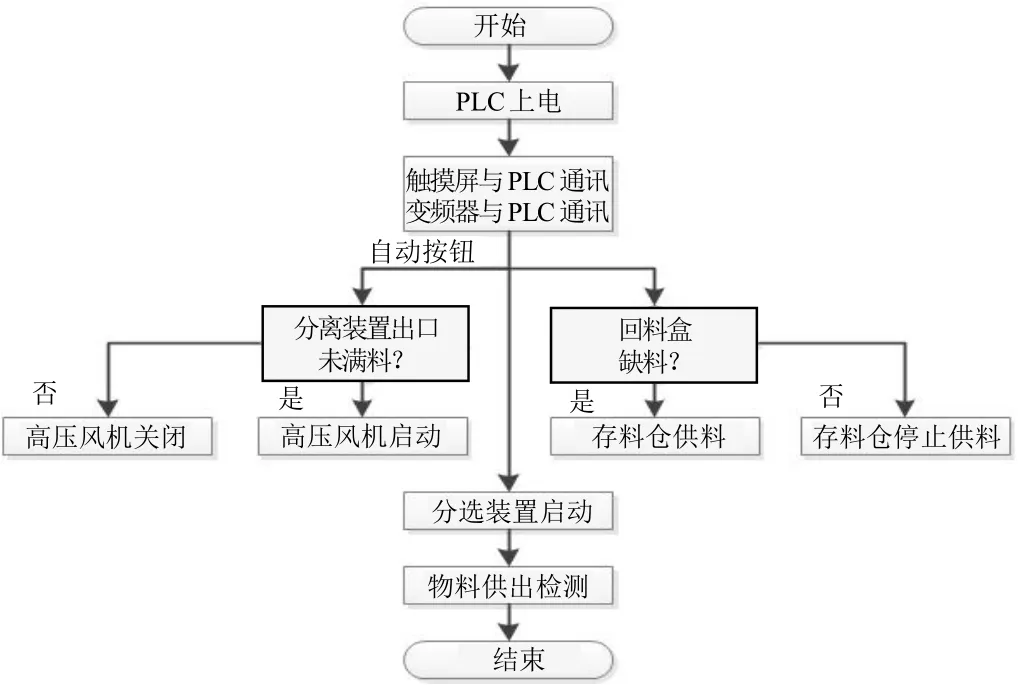
图6 控制系统方案图
2.2 PLC控制系统
本设备整体控制系统以PLC为核心,完成分选装置、进料装置、分离装置的控制,同时装配Proface触摸屏实现人机交互,通过传感器反馈,展示系统工作状态,同时配合系统和主机间的信号交互,实现了弹簧有序供料[6-7]。另外系统设计了与变频器的通讯,可以通过触摸屏直接写入频率等变频器参数,简化了变频器的参数设置。并且系统包含配方功能,能够实现物料变更后一键切换配方参数,减少了人工反复设置参数的操作,降低设置错误率,方便易用。
整体控制系统以PLC为核心,选用了三菱变频器、Proface触摸屏和正泰电器等硬件。
2.3 人机界面设计
本设备使用了Proface人机界面,通过与PLC的组态,能够实现设备的运行监控及操作。根据设计的实用性原则,触摸屏画面以自动伸出画面为主界面。有设定运行参数、位置参数和手动操作的按钮窗口,能够实现参数的设定及手动操作等。
根据设计的实用性原则,触摸屏画面以生产画面为主界面,下设运动参数、工艺设定、模具控制等子窗口,通过按钮切换进入。主画面主要显示设备实时工况,如图7所示。

图7 人机界面主画面
3 结论
本设备通过采用柔性分离、多级筛选、负压回料,可控间歇进料等技术,解决了弹簧多道供料的需求,极大减少了多料道需求自动化设备弹簧供料的难题,其柔性分离弹簧的方式对弹簧无损伤且分离效果明显。相比振动盘单道供料,此多料道弹簧供料装置解决了占用面积大、供料效率低、道数少等问题。
