AEROSORT气流光谱除杂机进料气闸故障分析
2019-07-25刘银初陈加坤肖谋棋肖雪强曹建国
刘银初 陈加坤 肖谋棋 肖雪强 曹建国

摘要:AEROSORT气流光谱除杂机故障停机比较常见,尤其是其设备关键部位进料气闸出现故障率更高,进料气闸发生故障报警停机后对设备本身运行造成一定的影响,同时也严重影响前后工序的正常稳定运行。本文通过介绍AEROSORT气流光谱除杂机进料气闸工作原理和故障发生的类别、形式、故障统计、排故案例以及故障的解决办法,从而系统对AEROSORT气流光谱除杂机进料气闸的故障及其典型故障有一个比较全面的了解与认知。
Abstract: Fault downtime is common of AEROSORT gas spectrum impurity remover, especially, the failure rate of the feeding air brake in the key parts of the equipment is higher. The failure alarm of the feeding air lock will cause some influence on the operation of the equipment itself. At the same time, it seriously affects the normal and stable operation of the processes before and after. This paper introduces the working principle of the feed air brake of AEROSORT gas spectrum impurity remover and the types, forms, fault statistics, troubleshooting cases and troubleshooting methods of the faults. Thus, the system has a comprehensive understanding and recognition of the faults and typical faults of the feed air brake of the AEROSORT gas spectrum impurity remover.
关键词:AEROSORT气流光谱除杂机;进料气闸;故障
Key words: AEROSORT gas spectrum impurity remover;feed air brake;fault
中图分类号:TN29 文献标识码:A 文章编号:1006-4311(2019)18-0194-04
1 背景分析
随着烟草行业面向高质量发展,国内外制烟生产设备自动化发展也十分迅猛。其中,日新月异的除杂设备作为制丝生产线一关键除杂工序,在制丝生产线保质保量的过程中伴有举足轻重的作用。目前,不同除杂技术的除杂设备在制丝生产线上的应用也越来越广泛,如AEROSOR气流光谱除杂机、HELUIUS激光除杂机和FT4112烟丝风选除杂机等,尤其是进口除杂设备的推广应用更是逐渐增多。但是,其中的AEROSORT除杂机设备在生产过程中故障停机次数频繁,已经严重影响设备运行稳定性和生产连续性,为此,许多同行业厂家都在组织相关技术人员进行技术攻关,但效果甚微。車间也多次为解决AEROSORT除杂机故障停机问题,向HAUNI公司厂家反映,HAUNI公司专业维护人员也多次委派专业维保技术团队来车间进行实地考查解决,但设备故障情况始终未能得到有效控制。
2 AEROSORT气流光谱除杂机工作原理分析
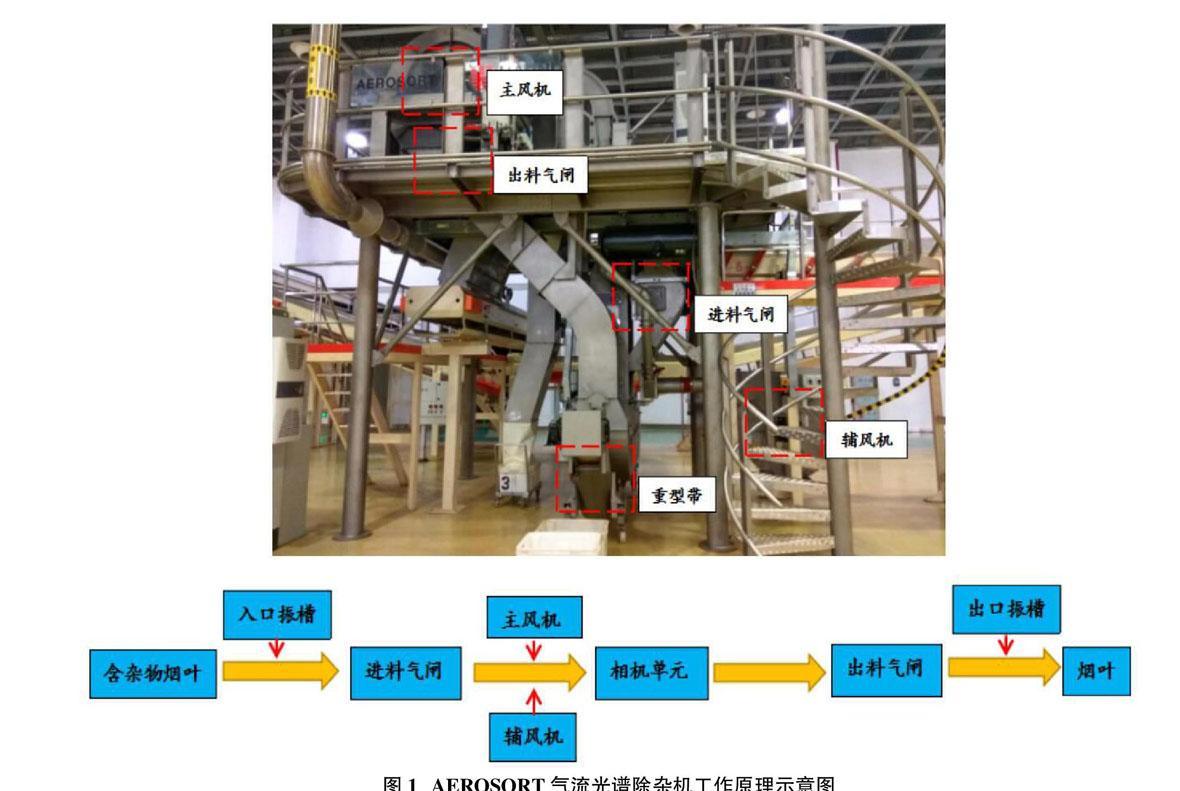
AEROSORT气流光谱除杂机由以下主组件组成:①进料气闸、②主风机、③辅风机、④出料气闸、⑤重型带。其主要原理:物料经振动输送机均匀输入物料进入进料气闸,然后在主风机与辅风机的作用下进入出料气闸,在此过程中,摄像机可通过杂质的颜色和构成在摄像机通道的高度上识别烟丝物料流中的杂质,予以剔出杂质进入重型带输出;设备分两步将杂质从烟丝物料流中分离出并借助气流由设备运输。在清除杂质后,烟丝通过切向分离器离开设备,如图1示。
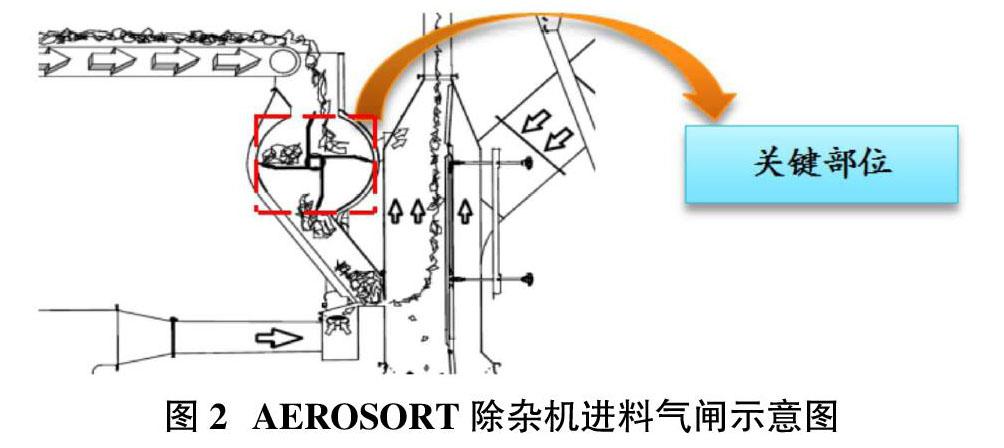
其中,AEROSORT气流光谱除杂机确保能够连续稳定运行正常的关键部位即进料气闸,进料气闸来料均匀性、气闸内腔温湿度、气闸内腔干净度、气闸刮板密封条材质、气闸内腔屯料体积、气闸运行电机频率等均影响着进料气闸的正常工作运转稳定程度,以上也是进料气闸故障发生的主要原因。
AEROSORT气流光谱除杂机进料气闸原理分析如下:
进料气闸内部呈一“十字”翻板结构,翻板主轴由变频电机驱动控制,且主轴安装变频电机另一端设置有转速检测装置,用于实时检测控制翻板转速。“十字”翻板端部安装固定有密封刮板且与进料气闸内腔紧密贴合,物料经入口振槽均匀抛落至进料气闸“十字”翻板与进料气闸内腔形成的封闭空间内,然后经翻板旋转后致使物料沿进料气闸出料斜坡段出口处在主、辅风机的作用下被风送后上输进入剔杂环节。
3 进料气闸故障
3.1 数据统计
本次故障统计数据采集的是AEROSORT气流光谱除杂机在2018全年的所有关于因进料气闸故障造成设备停机断流的故障数据,在全年设备故障统计记录表中收集的进料气闸故障停机的数据,如图3-图5示。根据故障数据统计可以发现因进料气闸故障造成设备停机情况可分为两部分:一部分是生产工艺线段设计要求,AEROSORT气流光谱除杂机在烟叶松散回潮后工序,而经松散回潮后的烟叶温湿度指标参数无法完全满足进料气闸的工作环境,属于不可抗拒因素,但已将温湿度差距缩减在工艺生产需求合理范围内;另一部分就是集中在设备本身结构缺陷、满足设备最佳生产条件需求和设备日常运维需求,如:来料均匀度、刮板密封条材质、内腔囤料体积、内腔干净度、气闸运行电机频率等。
对于38%来料不均匀造成的进料气闸故障停机可以通过在除杂机入口振槽增设导流板以使得进入进料气闸的物料分布均匀来排除故障原因,对于26%刮板密封条材质问题造成的进料气闸故障停机可以通过更换耐磨耐高温且弹性性能好的材质密封刮板来排除故障原因,对于21%因内腔囤料体积造成的进料气闸故障停机可以通过在进料气闸出料口增设导流板来排除故障原因,对于13%内腔干净度造成的进料气闸故障停机可以通过缩短设备维保周期来排除故障原因,对于2%因气闸运行电机频率造成的进料气闸故障停机可以通过依据生产流量择优最佳转速来排除故障原因。
3.2 故障现象及解决方法
目前,当出现因上述导致进料气闸故障停机的主要原因时,进料气闸将因内部出现堵料过载后设备自动启动报警装置致使除杂机停机,进而造成前后工序断料。进料气闸停机卡滞后,大量的物料被挤压积实在“十字”翻板间及进料气闸出料斜坡段。堵料过载停机后消除故障、清理堵料十分繁琐。首先,疏通进料气闸堵料时挤压积实过紧的物料;其次,检查并调整已磨损变形的进料气闸“十字”翻板外端面上的密封刮板;然后,清洁干净进料气闸内腔并调整完好后锁紧进料气闸维修门;最后,重启设备确保设备的连续稳定正常运行。
3.3 故障分析
通过系统深入分析除杂机进料气闸内部结构及其生产所需满足的工作环境条件,得知上述几个主要原因造成进料气闸故障报警停机的症结问题。首先,针对来料均匀度问题,当物料通过入口振槽进入进料气闸呈现不均匀下落时,物料在经过“十字”翻板后脱离进入出料斜坡段时,便会出现因物料脱离出料斜坡段末端时瞬间物料厚实不均,在主、辅风机作用下无法顺利均匀上输进入剔除杂物环节,进而导致大量物料在出料斜坡段末端逐渐囤积,囤积的物料逐渐增多后将造成进料气闸堵料过载停机;其次,针对刮板密封条材质问题,当“十字”翻板端部密封刮板在生产过程中出现因不耐高温、不耐磨和弹性变形量大等问题时,翻板的端部密封刮板与进料气闸内腔将会密封贴合不严实而出现漏风现象,便会造成物料进入翻板与进料气闸内腔空隙中,进而最终导致物料逐渐囤积卡滞致使进料气闸堵料过载停机;然后,物料经过“十字”翻板后脱离进入出料斜坡段时,因出料口末端斜坡角度不宜,造成物料风送上输效果不佳引起物料在进料气闸出料斜坡段末端出料口拐角处囤料,囤积的物料逐渐增多后将造成进料气闸堵料过载停机;最后,针对进料气闸内腔干净度问题,当进料气闸内腔未能在周期范围内维保干净时,因长时间生产后物料与进料气闸内腔壁摩擦接触形成具有一定粘性烟膏垢,烟膏垢一方面极大增大了物料在出料斜坡段时的摩擦力,进而影响物料顺利脱离出料斜坡段造成物料在出料斜坡段末端逐渐囤积,囤积的物料逐渐增多后将造成进料气闸堵料过载停机;另一方面会逐渐磨损“十字”翻板端部的密封刮板,出现翻板与进料气闸内腔密封贴合不严实而出现漏风现象,进而造成物料进入翻板与进料气闸内腔空隙中,导致物料逐渐囤积卡滞致使进料气闸堵料过载停机。
3.4 故障处理
3.4.1 入口振槽增设导流板
进料气闸入口均匀度问题主要源于两个方面:一是入口振槽前皮带输送机上物料主要积中在皮带正中间位置,掉落至振槽后也就偏于积中;另一就是入口振槽整体长、宽尺寸较大。根据生产现场验证结果发现,经过入口振槽振动输送后的物料到振槽末端出口时分布、薄厚极为不均。所以为解决该问题导致的进料气闸过载停机的处理办法,即根据实际生产流量和入口振槽整体长、宽尺寸,在振槽上表面设计了三处导流板如图6示,通过确定三处导流板的最佳位置、角度及高度以满足物料进入进料气闸入口时厚度均匀分布抛落,在其他影响因素不变的情况下,经试验验证,未能出现因该问题造成AEROSORT气流光谱除杂机进料气闸堵料过载断料停机。
3.4.2 采用耐磨耐高温弹性性能好的密封刮板
“十字”翻板端部密封刮板问题主要存在以下要求或问题:一是因进料气闸密封刮板工作环境、材料性能及工作原理(运动轨迹)等特点要求,密封刮板材质必须满足耐高温、耐磨且弹性变量小要求;另一就是由于原装进口备件价格昂贵、采购周期较长。所以为解决该问题导致的进料气闸堵料过载停机的处理办法,即根据烟草食品级加工要求和其密封刮板工作要求,选择一种食品级橡胶布材质的密封刮板替代原纯进口密封刮板,在其他影响因素不变的情况下,该材质密封刮板在使用过程中,未能出现因该问题造成AEROSORT气流光谱除杂机进料气闸堵料过载断料停机且经济、有效、可靠。
3.4.3 出料口末端增设导流板
进料气闸出料斜坡段末端出料口问题导致的进料气闸堵料过载断料停机,经分析确认原因为物料脱离进料气闸末端出料口时因出料口斜坡角度不宜,造成物料风送上输效果不佳引起物料在进料气闸末端出料口斜坡拐角处囤料所致。所以为解决该问题导致的进料气闸堵料过载停机的处理办法,即根据进料气闸末端出料口结构、原理并从力学角度上分析使得物料脱离进料气闸末端出料口时被风送上输所需的方向处于最佳位置,在进料气闸末端出料口增设“平面”导流板,“平面”导流板有效改变了物料脱离进料气闸末端出料口时被风送后上输的运行轨迹,确保了物料风送效果和提升了杂物剔除率,在其他影响因素不变的情况下,经试验验证,未能出现因该问题造成AEROSORT气流光谱除杂机进料气闸堵料过载断料停机。
3.4.4 缩短设备维保周期
进料气闸内腔干净度问题导致的进料气闸堵料过载断料停机,主要表现在两个方面:一方面因日积月累的烟膏增大了物料在出料斜坡段滑落时的阻力;另一方面是烟膏会逐渐磨损“十字”翻板端部的密封刮板造成翻板与进料气闸内腔密封贴合不严实而出现漏风。所以为解决该问题导致的进料气闸堵料过载停机的处理办法,即根据进料气闸工作条件要求,重新调整缩短完善了除杂机设备的《设备点检总基准书》与《自主维护基准书》等设备维护标准中的维保周期。
4 结论
AEROSORT气流光谱除杂机系统整体结构复杂,伴随本身或其他外部因素造成的故障类型也较多,如有进料气闸堵料过载故障、重物输送车定位故障及抽吸导向板关闭不严故障等,其中,尤其为进料气闸过载堵料停机故障频繁,俨然已严重影响设备的连续稳定正常运行,本文系统分析总结了该设备在当前我车间生产工艺线上出现的不同故障类型、原因及解决办法,希望可以通过本文的介绍使得AEROSORT气流光谱除杂机维护人员能够对其症结故障部位即进料气闸有更深入、更清晰的认识,从而提高日常的维保效率与效果,进而最终保障AEROSORT气流光谱除杂机能够健康、连续及稳定的高质量、高效率的正常运行。
参考文献:
[1]高翔,张超,陈杰,黄传喜,邵一波.关于AEROSORT除杂效果的研究[J].粮食科技与经济,2018(12).
[2]周曙光,丁惠石.A035混开棉机气流除雜机使用实践[J].江苏纺织,1995(10).
[3]丁惠石.A035A型混开棉机气流除杂机防轧装置的改进[J].棉纺织技术,1999(08).
