天然气管道施工焊接技术措施分析
2022-08-08刘宝强
*刘宝强
(国家石油天然气管网集团有限公司建设项目管理分公司中俄东线项目部 河北 065000)
天然气管道施工焊接技术直接关系到天然气管道焊接质量与安全。天然气管道裂纹是常见问题,不仅会威胁管道焊接位置的质量,同时也会增加天然气管道整体的危险性,导致天然气管道事故率增加。尤其是城市化建设与经济快速发展,能源需求明显变大,天然气作为新能源,大力度应用不仅缓解了传统能源消耗压力,同时对协调城市建设运行与生态环境矛盾有重要意义。天然气管道施工中,焊接技术作为重要组成,从焊接技术性与质量方面着手,必须积极总结焊接经验,科学选择天然气管道施工焊接技术,在此基础上,有效提高天然气管道施工焊接技术水平。
1.天然气管道施工焊接技术特点分析
深化天然气管道施工焊接技术研究,必须对施工技术特点详细了解。天然气管道施工,因为覆盖线路广、沿线长,尤其是部分管道施工还需要跨越复杂地形地质,所以极易受到外界环境的干扰,影响因素比较多,施工条件复杂。再者天然气管道主要埋设于地下,不会占据地面较大面积,管道需承载巨大运输量,特别是投入使用后,持续性运行作业,若管道施工质量不达标,管道运输效率受到影响,管道施工成本增加,甚至会增加天然气输送能耗,对周围安全造成威胁[1]。天然气管道施工期间,会根据项目具体情况,设置监督控制系统,全程监督管道施工情况。利用信息化技术对天然气管道施工进行远程实时监测,并且增设遥控功能,积极渗透新型技术,为天然气管道施工的数字化、自动化水平提高创造有利条件。智能化管理与自动化施工等,帮助天然气管道在投入运行后及时对隐藏问题进行监督,积极制定应对处理措施[2]。特别是天然气管道施工之前,对施工项目的环境展开全方面勘察,对地质地形条件详细掌握基础上,及时总结气候环境变化特点,以此为施工方案的制定与焊接技术的选择提供依据。不仅如此,及时制定管道防腐方案,因为天然气管道常年埋于地下,地下环境复杂,所以防腐非常关键。科学规划天然气管道施工流程,按部就班完成施工任务。
2.剖析天然气管道施工焊接影响因素
天然气管道施工焊接技术的应用,受到天然气管道特点的影响,焊接施工质量影响因素比较多,以下对天然气管道施工焊接影响因素进行整理,主要包括四方面:其一,气候环境。天然气管道施工焊接期间,焊接质量会受到温度、湿度等的影响,因此在施工中必须对这方面十分注意[3]。其二,流动性。天然气管道施工沿线长、跨度大,如此一来施工必须面临流动性变化。焊接施工期间,随着地点的变化焊接技术与操作工艺等都需要及时调整,否则施工质量会受到影响。其三,地形地貌。天然气管道施工期间,地形地貌随着施工范围的扩大与跨度的延长、地区的跨越等,会出现不同程度的变化,地区间地貌地形复杂多样,这种情况下如果不能保证焊接施工方案的灵活调整,及时适应焊接位置的变化等,焊接质量必然会下降[4]。其四,施工场地。天然气管道的施工场地相对来讲较为狭窄,焊接技术应用中会涉及到一些机械化处理工艺,机械化处理工艺的施工空间不够,施工工艺受到干扰,焊接质量达不到标准[5]。
3.天然气管道施工焊接技术操作要点分析
(1)时刻注意焊接环境变化,加大对焊接条件的管控力度。环境作为天然气管道焊接的直接影响因素,需根据《天然气管道试运行投产规范》要求,制定严格的管道焊接管控方案,尤其是焊接环境方面[6]。及时对天然气管道进行脱水,并且还要同步完成干燥处理,保证天然气管道的空气湿度达到规定标准,如此才能够顺利开展后续作业。
(2)天然气管道施工在选线期间,需严格按照国家规定的设计标准,坚持安全第一的原则,从长期可靠角度提高管道施工的质量与安全性[7]。尤其是走向、管线关系等因素需时刻注意,还要对线路曲直效果进行检测,对线路长度综合考量等,在此基础上,尽可能做到线路顺直,适当灵活调整线路长度,以此来达到节省管道材料、施工成本的目的。
(3)科学选择天然气管道防腐材料,表1对天然气防腐材料的位置与适应的材料类型进行了归类整理,结合表1内容,切实落实施工技术标准。

表1 天然气管道防腐材料选择
(4)焊接工艺施工之前,对施工区域与管道等及时冲刷清理,做好质量管理工作,为后续天然气管道焊接施工操作的顺利进行奠定基础。
4.天然气管道施工焊接技术的科学应用
(1)手工焊接技术应用。天然气管道施工焊接中,根据焊接条件与天然气管道施工环境等,选择焊接技术,手工焊接技术是代表性技术之一。手工焊接技术以手工电弧焊下向焊接技术为主,具体包括两种焊条,其一是纤维素焊条;其二是低氢型焊条[8]。手工焊是传统天然气管道施工中的关键焊接方法,手工下向焊能够在很大程度上将焊接速度加快,同时结合大钝边、小坡口角度以及小间隙参数,有效提高焊接效率,保证焊接质量,减少焊接材料消耗。手工焊接技术整体操作来讲难度比较低,同时抗风能力强,大风天气下焊接影响性小,因此在天然气管道焊接施工中应用广泛。两种下向焊焊条的施工处理方法与注意事项如下:
①纤维素焊条下向焊施工处理。纤维素焊条在实际焊接应用中,主要优势体现在根焊适应性强方面。纤维素下向焊施工处理,熔透能力非常强,并且将天然气管道之间的连接间隙有效填充,这样就可以保证焊缝处理的密实性,并且焊缝背面并不会出现过于明显的凹凸不平。焊接期间气孔敏感性相对来讲比较小,焊缝质量也比较高,尤其是在X70以下的钢材管道焊接中,根据其薄壁大口径特点,纤维素下向焊是主要焊接工艺。当然在焊接实施中纤维素下向焊也存在很多注意事项。第一是纤维素下向焊对温度比较敏感,焊接中比较容易出现冷裂纹,这方面需十分注意。第二是纤维素焊条在焊接中,熔敷金属扩散其间氢含量相对比较高,所以会影响到预热温度的控制,也会影响到层间温度[9]。
②低氢型焊条下向焊焊接处理。此焊接类型对能够有效预防冷裂纹,并且具有较强冲击韧性,焊接中不仅焊缝质量高,同时焊接受干扰因素少。当然实际应用中同样存在很多注意事项。首先是焊接熔化速度相对纤维素焊条慢;其次是焊接技术性要求高,需要精准把握焊接时机;最后是适应性差。正因为如此,低氢型焊条下向焊方法在天然气管道焊接施工中的应用仅局限于盖面填充或者一些表面部位。
③下向焊施工注意事项。下向焊施工处理期间,焊接起点必须全部熔透,根据焊缝接头具体情况适当打磨处理。检查根焊焊接状态,受到温度等影响,根焊道内会出现熔敷金属,这种现象就需要利用砂轮机及时打磨,避免焊接处理期间出现夹渣。全面清除焊缝施工结束的溅物或者是熔渣。下向焊焊接需参考表2数据完成。
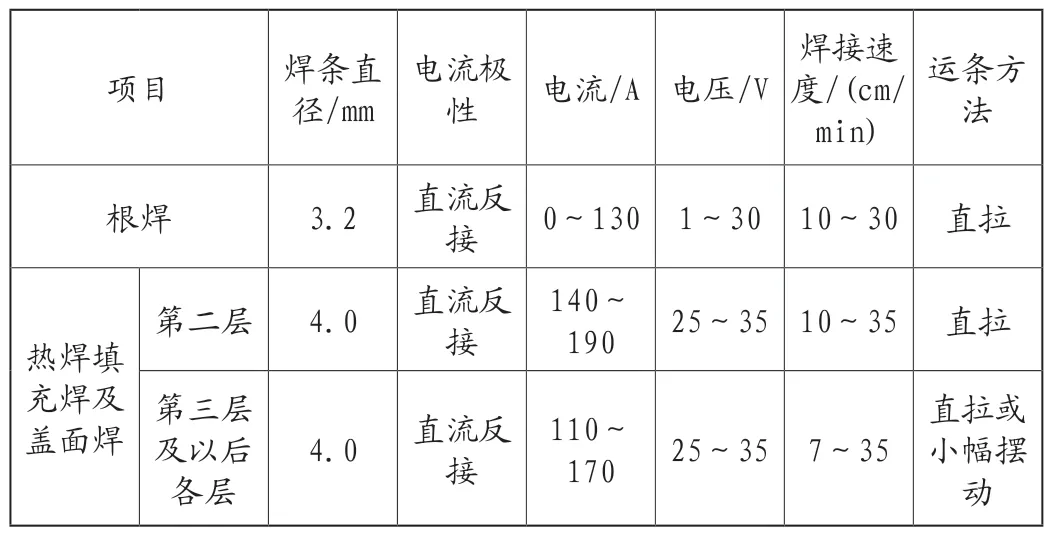
表2 下向焊焊接施工参数表
(2)半自动焊技术应用。半自动焊技术应用,从焊接操作与技术方面进行了优化,工艺操作比较容易掌握,降低了焊接施工的劳动强度,并且焊接质量较高。天然气管道中应用半自动焊技术,其薄弱环节体现在根焊方面,焊接质量的保证性低,因此具体应用集中在填充或者是盖面焊接方面。
半自动焊技术应用,包括多个技术方面,其一是自保护药芯焊丝半自动焊技术;其二是CO2活性气体保护焊技术。自保护药芯焊丝半自动焊技术应用期间,不涉及到保护气体,核心是以焊丝为载体及时填充焊药,焊药与合金元素有效融合,管状焊丝冶金期间对熔池进行保护,以此来降低氧气对熔池的影响,从而达到理想的焊接效果,确保焊缝质量。此焊接技术在应用中,具有突出的电弧稳定优势,并且工艺性能优良,综合性成本低,对环境适应性强,还能够做到全位置成型好,整体来讲焊接合格率对比其他焊接技术高。因为其适应性与抗干扰性强,所以天然气管道户外有风的天气焊接比较适合。焊接施工中需注意技术细节的处理,减少技术漏洞的出现,及时检查根焊情况,一旦发现未熔合,及时采取有效措施予以处理。CO2活性气体保护焊技术应用期间,薄弱之处体现在熔深、成型控制矛盾方面,焊接期间会出现飞溅大情况。目前对该技术的薄弱环节进行了有效改良,特别是根焊工艺,升级为STT半自动焊技术,精准控制天然气管道焊接峰值电流,并且提高焊接稳定性,提高了熔滴过渡成型率,很大程度上解决了天然气大口径管道焊接中和根部焊施工中单面焊双面成型的难点。从经济性与高效性角度来讲,CO2活性气体保护焊技术应用价值比较高。
(3)自动焊技术应用。自动焊技术应用,是焊接技术自动化的代表,自动焊技术主要涉及到两种方法,其一是机械方法;其二是电气方法。自动焊机械水平高,因此焊接效率也比较高,降低了天然气管道焊接劳动强度,提高了焊缝质量与稳定性。焊接处理中人为影响因素极小,面对天然气施工中的大口径管道或者是厚壁管道焊接操作效率高。自动焊技术的应用,集中在实芯焊丝气体保护自动焊、药芯焊丝自动焊和电阻闪光对焊方面。实芯焊丝气体保护自动焊焊接处理中,焊丝主要依靠电流熔化,可熔实芯焊丝、金属二者之间会形成电弧,焊接期间迅速与母材契合,由此形成焊缝,完成焊接工作。药芯焊丝自动焊技术,焊接处理过程与实芯焊丝气体保护自动焊技术相同,差异点在于焊丝熔敷速度快,焊缝具有极强韧性,适应性比较强。电阻闪光对焊焊接处理中,低电压、强电流是对焊的基本支撑,天然气管道连接区域两端在焊接处理中温度会迅速升高,以蒸发金属对焊接区域加以保护,随后借助顶锻压力,达到管道熔化的端口形成接头完成连接。
(4)全方面检查焊缝。天然气管道焊接技术应用,待焊接操作完毕,必须对焊缝详细检查。焊缝检查是焊接质量的重要保障,焊缝检查具体从以下几方面展开:
①天然气管道表面焊接结束,检查表面焊接质量,确保熔渣与飞溅物彻底清除,若表面质量达不到规定标准,则需要增加无损探伤,并对天然气表面进行耐压实验。
②明确焊缝检查规定,有序开展焊缝检查工作。其一,天然气管道焊接施工,要求表面不允许出现裂纹或者未熔合现象,同时还要检查是否存在气孔或者夹渣缺陷,若出现及时处理。其二,管道焊接中的咬边要求深度必须≤0.5mm,以300mm连续焊缝长度为依据,咬边的长度均控制为≤50mm。其三,下向焊焊缝施工中,余高参考参数中,内外部必须在0~1.6mm范围内,局部≤3mm,长度需≤50mm。向上焊焊缝余高,局部需≤3mm,长度≤30mm。焊缝表面出咬边缺陷情况之外,所有焊缝表面都必须高于管道焊缝母材。其四,焊接处理完毕,检查错边量,以壁厚为标准,要求必须≤0.15倍壁厚,并且局部需≤2mm,若焊接处理中出现管子尺寸误差,继而造成错边量大,必须进行均匀处理,确保根焊道焊接完毕,不存在任何错边量大的情况。其五,对比焊缝宽度、坡口宽度,要求焊缝宽度必须大于坡口宽,参数范围为2.5~3.5mm。
③焊缝检查包括无损探伤,所有探伤检查都必须由专业检测人员完成,保证检测的准确性。若管道焊缝采取射线探伤,则所有操作都必须依据《钢熔化焊对接接头射线照相和质量分级》展开。期间如果工作压力≥4MPa,那么达到二级焊缝质量要求标准。若工作压力<4MPa,则达到三级焊缝质量要求标准。如果出现天然气管道焊接期间,焊缝根部存在未焊透的情况,根据允许未焊透要求长度≤25mm的情况下,不需要特殊处理。焊缝检修达不到施工标准基础上,必须及时返修,返修处理后再次检查,按要求天然气管道焊接焊缝检查返修次数为2次。焊接工作人员焊接之前及时对施工现场检查,按照焊接施工规格,采取1:1模拟比例进行焊接试件处理,检查机械性焊接实验结果,焊接效果理想情况下,展开真正的焊接施工。
④焊缝修补期间,修补或者割掉等需要结合现场情况与施工标准进行。修补之前将焊缝修补区域的表面涂料与泥土等清除,还要及时预热,修补范围需控制在150mm。如果焊缝修补需要后热消氢,则温度控制范围为200~250℃,热消氢处理的时间范围为0.1~1h,消氢后及时进入到缓冷环节,以此保证天然气管道焊接施工质量与安全性。
5.结论
综上所述,天然气管道施工对天然气合理利用与安全运行等至关重要。管道施工中借助焊接技术,打造更可靠的天然气管道体系,满足天然气管道项目数量增加、建设速度加快要求。天然气管道焊接技术在不断应用中积极创新优化,新焊接技术的应用以及传统焊接技术的应用,都面临很多焊接处理难点。针对性地分析手工焊接、半自动焊与自动焊技术,了解不同焊接技术的应用优势,根据天然气管道焊接具体情况对焊接技术科学选择,匹配管道焊接需求,保证天然气管道焊接质量。
