CO2气体保护药芯焊丝送丝性能评价及其研究
2022-03-22任军陈晨佘应堂
任军,陈晨,佘应堂
1.江苏大西洋焊接材料有限责任公司 江苏启东 226200
2.四川大西洋焊接材料股份有限公司 四川自贡 643000
3.自贡大西洋焊丝制品有限公司 四川自贡 643000
1 序言
CO2气体保护药芯焊丝因其具有焊接工艺性能佳、电弧稳定、飞溅少、脱渣容易、焊缝成形美观、全位置焊接工艺性能优良,以及熔敷速度高等优点,且能实现自动化或半自动化焊接,使其广泛应用于各种级别高强钢结构的焊接,以及船舶、机械制造、容器、石油化工及桥梁等钢结构的焊接。随着药芯焊丝使用范围的不断扩大,使用场景和要求不断增多,用户对药芯焊丝的工艺性能不断提出更高的要求。在长期的生产过程中,客户时常向我们反馈各个厂家焊丝的送丝性能有差距。送丝性能差的焊丝在焊接过程中容易阻塞卡断,导致焊缝成形效果差,降低生产效率,若是出现在关键焊缝处甚至可能产生缺陷,导致工件损伤,造成较大的经济损失[1,2]。为了对焊丝的送丝性能优劣进行科学且直观的判断,对焊接过程中影响药芯焊丝送丝能力的4个方面(焊接电流、电弧电压、送丝阻力与送丝速度)进行检测并采集数据。通过对采集的数据进行分析,量化判断焊丝的送丝性能,并对不同送丝性能焊丝的合缝和表面形态进行对比,分析药芯焊丝送丝性能的影响因素。
2 试验材料与方案
药芯焊丝分为两种类型,即有缝型和无缝型。有缝型药芯焊丝制造工艺有钢带法和盘圆法两种;无缝型药芯焊丝制造工艺有钢管法和在线焊合法两种。钢带法相较其他几种制造工艺,具有生产技术成熟、生产效率高、生产成本低的优势,因而被众多药芯焊丝生产厂商采用。在钢带法工艺的实际生产过程中,药芯焊丝会经过轧制和拉拔工序[3]。由于轧辊和模具经过长时间的使用后会出现变形和磨损,因此会导致药芯焊丝的圆度、线径偏差变大,钢带对接边不平整,甚至出现焊丝表面划伤现象,这些问题都会使药芯焊丝送丝性能变差。为了对药芯焊丝送丝性能进行量化评价,通过试验检测设备检测药芯焊丝在焊接过程中的焊接电流、电弧电压、送丝阻力和送丝速度,并对检测数据进行分析。
试验中的焊接材料选用江苏大西洋焊接材料有限责任公司(以下简称江苏大西洋)生产的两个不同批次、焊丝φ1.2mm的E71T-1C产品,另外选择用户反馈送丝良好的外资品牌φ1.2mm的E71T-1C产品,将焊接电流设置为220~240A,电弧电压设置为27~29V,CO2保护气体流量控制为15~18L/min,将焊丝伸出长度控制为15~20mm,整个试验过程中不调整送丝轮压紧力。E71T-1C药芯焊丝焊接过程中的焊接电流、电弧电压、送丝速度及送丝阻力,通过德国GEO公司生产的焊丝焊接测试装置进行测试。如图1所示,线盘上的焊丝被旋转辊引导,以确保焊丝能准确地进入驱动辊的沟槽。驱动辊被安装在悬挂的铰接板上,焊丝向前运动时使铰接板向后做旋转运动,并施加一个与力传感器的送丝力相等的压力功率,以牛顿为单位显示在控制箱上。

图1 焊丝焊接测试装置
3 试验结果与分析
3.1 送丝试验和数据分析
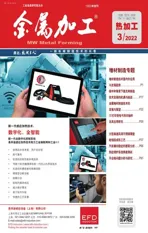
分别对3组E71T-1C焊丝进行2次焊接试验,通过对焊接过程进行监控和测试,显示焊丝的送丝阻力F、焊接电流I、电弧电压U、送丝辊前的焊丝速度s2和焊接处的焊丝速度s3。其中,焊丝1和焊丝2为江苏大西洋生产的E71T-1C药芯焊丝,焊丝3为外资品牌的E71T-1C药芯焊丝。3组焊丝的实时焊接记录波形如图2~图4所示(因版面限制,波形图仅截取部分)。对焊接记录波形图中的数据进行统计,并对统计结果进行对比分析,3组焊丝试验测试数据见表1~表3。由表1~表3可知,焊丝3的实际送丝情况最好,焊丝1次之,焊丝2最差。
从图2~图4可看出,在焊接过程中E71T-1C药芯焊丝的送丝阻力值在一个范围内波动,不同焊丝送丝阻力的波动幅度不同,且不同焊丝的阻力值差异巨大。在焊接电流、电弧电压的波动幅度不大,且基本一致的情况下,3组焊丝的送丝阻力明显不同。送丝速度s2波动幅度不大,送丝速度s3的波动幅度不仅明显大于s2的波动幅度,而且送丝速度s3的标准差比s2大,说明焊丝在送丝辊前的速度是较为平稳的,而焊接处的送丝速度s3波动较大,速度不稳定,且与观测到的实际焊接过程中的送丝状态表现一致。因此,焊接处的送丝速度s3能直观地反应焊丝送丝性能的优劣。送丝阻力、焊接电流、电弧电压、送丝速度s2和s3不仅相互关联,而且存在对应的关系。从图3中焊丝2-1可明显地看出其中的对应关系,在一段焊接时间内送丝阻力波动增大,并且3组焊丝的焊接电流都在220~240A之间,变化不大,标准偏差相近;电弧电压都在27~29V之间,变化不大,标准偏差相近,对应时间段内的焊接电流、电弧电压、送丝速度s2和s3都出现了明显波动,其中送丝速度v3波动最为剧烈。
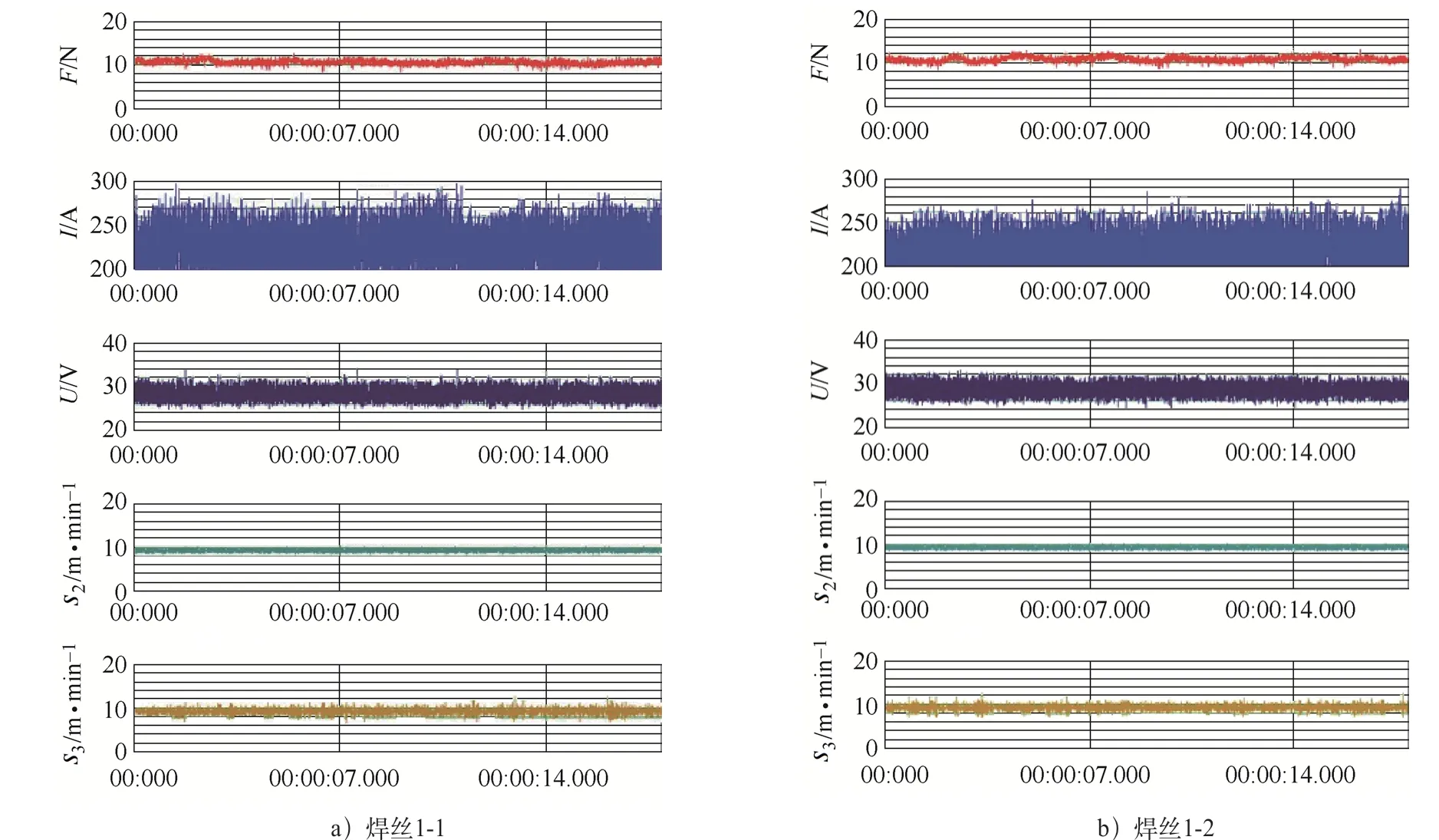
图2 焊丝1的实时焊接记录波形
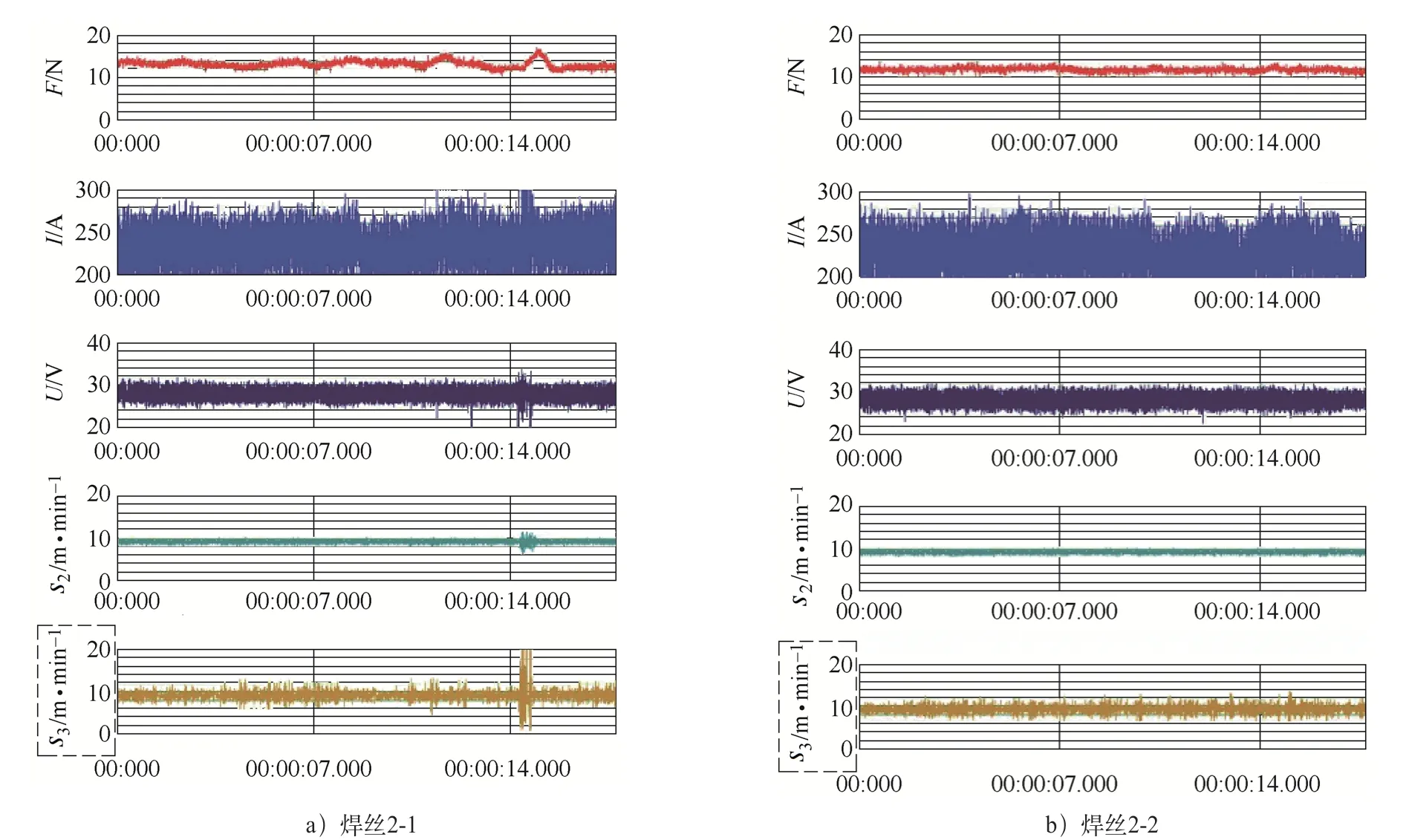
图3 焊丝2的实时焊接记录波形

图4 焊丝3的实时焊接记录波形
从图2~图4、表1~表3可看出,3组焊丝分两次测量送丝阻力,相差不大,焊丝1两次测试的平均阻力分别为10.330N、10.473N,焊丝2两次测试的平均阻力分别为12.182N、11.335N,焊丝3的两次测试的平均阻力分别为17.701N、16.553N。本次试验中自产的两个焊丝配方相同且采用同一生产工艺制造,对比样品的生产工艺也基本相同,而测试出来的送丝阻力存在较大差异,测试的最大送丝阻力与最小的相差7.371N,送丝阻力的波动超过50%。3组焊丝测量的送丝速度s2为9.246~9.388m/min,标准偏差为0.25~0.33,说明送丝辊前的送丝速度稳定。从表1和表3可看出,送丝速度s2和s3的极值相差不大,但是送丝速度s3波动程度明显大于送丝速度s2。从图2a、图2b和表2可看出,送丝速度s3波动剧烈,且标准偏差达到1~1.27,送丝性能较差。本试验中,将3组焊丝的送丝阻力进行对比,焊丝1最小,焊丝2居中,焊丝3最大,且3组焊丝的标准偏差也是依次增大,由此可知,送丝阻力也不能作为判断焊丝送丝性能优劣的依据。综上所述,焊丝送丝阻力不能客观评价药芯焊丝的送丝性能,而通过测量焊接处的送丝速度s3能够有效地评价药芯焊丝的送丝性能。
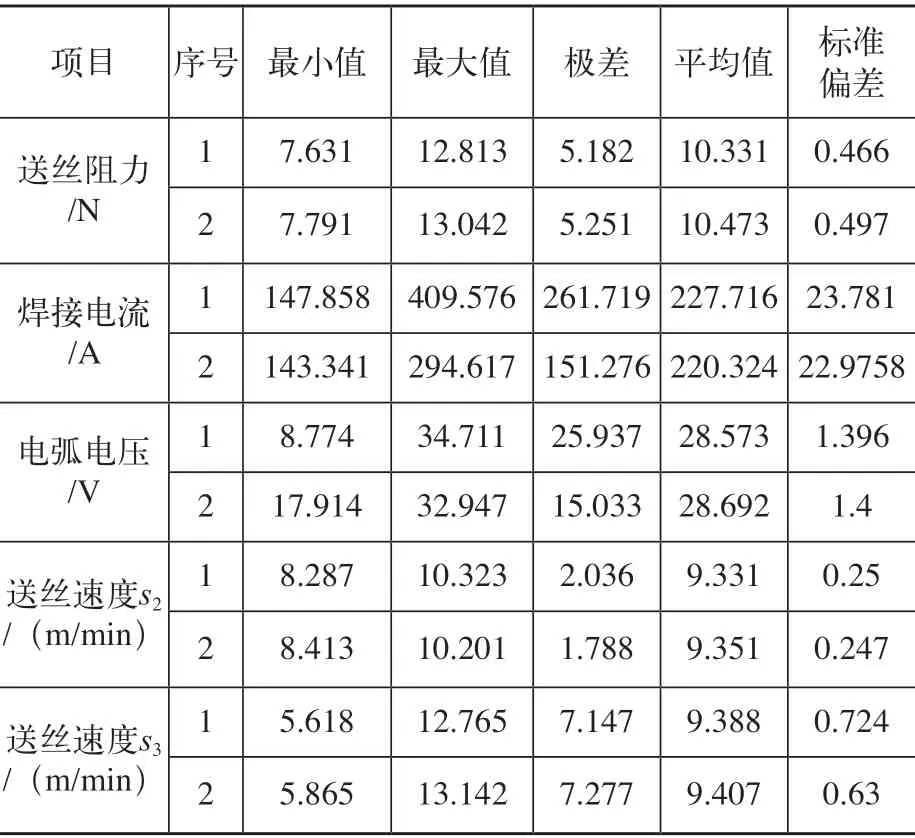
表1 焊丝1送丝试验测量数据

表2 焊丝2送丝试验测量数据

表3 焊丝3送丝试验测量数据
3.2 药芯焊丝的合缝与焊丝表面分析
由于药芯焊丝的送丝性能受焊丝表面质量、焊丝合缝情况和缝口的影响较大[4,5],所以采用放大镜对3组焊丝截面的形状和焊丝缝口状态进行观察,如图5所示。

图5 焊丝缝口和焊丝截面
通过放大镜对3组药芯焊丝的截面和缝口进行观察,3组药芯焊丝合缝处的钢带平整,无明显的错边,钢带对接情况规则,缝隙宽度大小合适,说明3组焊丝的合缝情况良好;焊接截面显示焊丝填充药粉均匀,钢带壁厚均匀,焊丝圆度良好,与样品焊丝的合缝和封口基本无差别。由此说明,江苏大西洋生产的E71T-1C药芯焊丝的合缝和缝口质量良好,同时证明这两个方面不是影响E71T-1C药芯焊丝送丝性能的主要因素。
排除焊丝合缝和缝口两个因素,对焊丝的表面质量进行观测,在相同放大倍数下拍摄照片,焊丝的表面形态如图6所示。由图6可看出,焊丝3的表面平整度最好,表面的的微观划痕少且浅,焊丝1次之,焊丝2的划痕最重,划痕密集且划痕的宽度大。与测试焊丝的送丝性能结果进行对照比较,发现影响E71T-1C药芯焊丝送丝性能的主要因素是焊丝的表面质量。
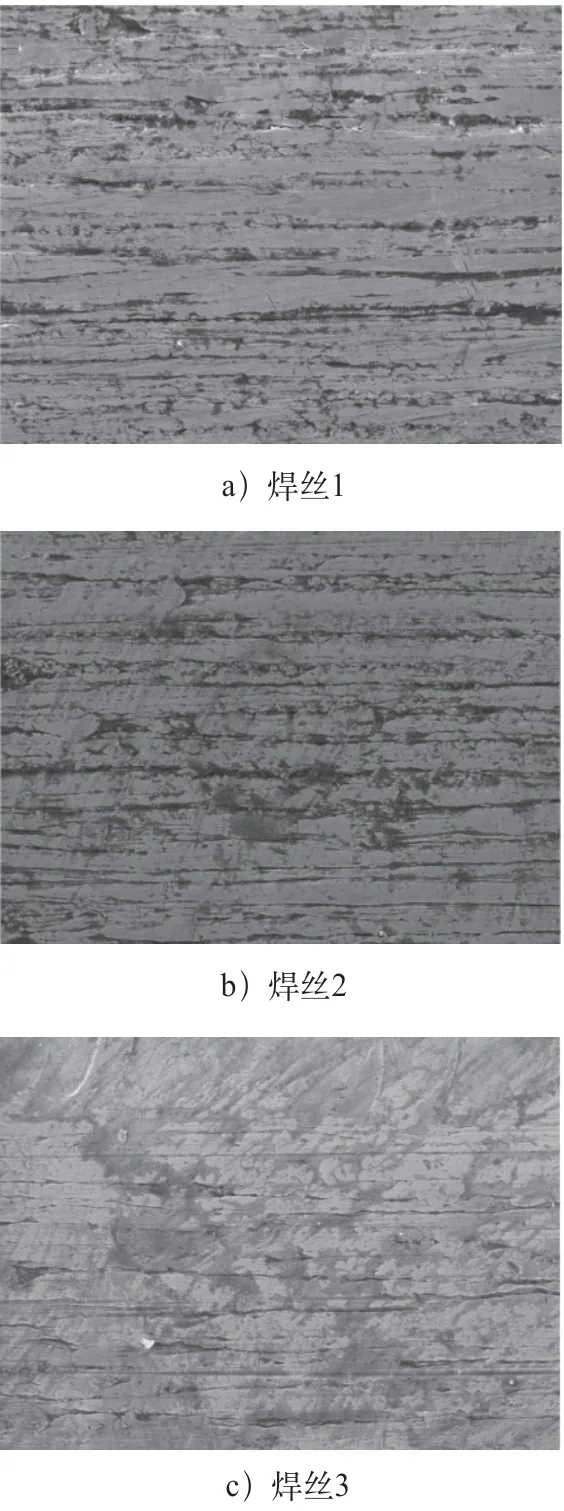
图6 焊丝表面形态
药芯焊丝在生产过程中由于轧辊、模具产生不均匀磨损,或药芯焊丝成形设备和拉丝设备有抖动时,都会对焊丝的表面质量造成影响。因此在药芯焊丝生产中,拉拔润滑剂充填在模具和焊丝之间,降低它们之间的摩擦系数,减小模具的磨损,使拉拔更加流畅。良好的润滑剂应使焊丝在成形、拉拔过程中润滑良好,模具的磨损变小,且在焊丝表面附着均匀,能改善焊丝表面质量。为了提高和保障药芯焊丝的送丝性能,必须对药芯焊丝生产过程中的轧辊、模具、设备、生产工艺进行全方位的控制,才能有效地提高和保障药芯焊丝的送丝性能。
4 结束语
通过测量3组焊丝的送丝阻力、焊接电流、电弧电压与送丝速度,并对焊丝合缝、缝口和焊丝表面微观状态进行分析,得到如下结论。
1)通过测量焊丝的送丝阻力,不能客观评价药芯焊丝的送丝性能,而通过测量焊接处的焊丝速度波动,可有效地评价药芯焊丝的送丝性能,并与实际相符合。
2)焊丝表面微观状态是影响药芯焊丝送丝性能的关键,表面平整度好、微观划痕少的焊丝送丝性能良好。在严格控制药芯焊丝生产工艺,确保E71T-1C药芯焊丝合缝情况良好,合缝缝隙大小合适,焊丝圆度良好,以及线径符合标准的情况下,焊丝表面的微观形态是影响焊丝送丝性能的关键因素。